一种多工位液氩转氩气不锈钢管道焊接装置及方法与流程
本发明涉及管道焊接,具体为一种多工位液氩转氩气不锈钢管道焊接装置及方法。
背景技术:
1、不锈钢管道广泛安装于化工、石油、制药、食品等生产装置中,不锈钢管道为了确保焊接质量,焊接时一般会采用氩弧焊焊接方式,传统的氩弧焊的氩气来源均为纯度99.99%的瓶装气体的氩气,在焊接的过程中,每一个焊工一般需要连接两瓶氩气方可进行焊接(以保证焊接过程中氩气量),然而这样会增加搬运、连接的工作量。
技术实现思路
1、本发明的目的在于提供一种多工位液氩转氩气不锈钢管道焊接装置及方法,以解决上述背景技术中提出的这样会增加搬运、连接工作量的问题。
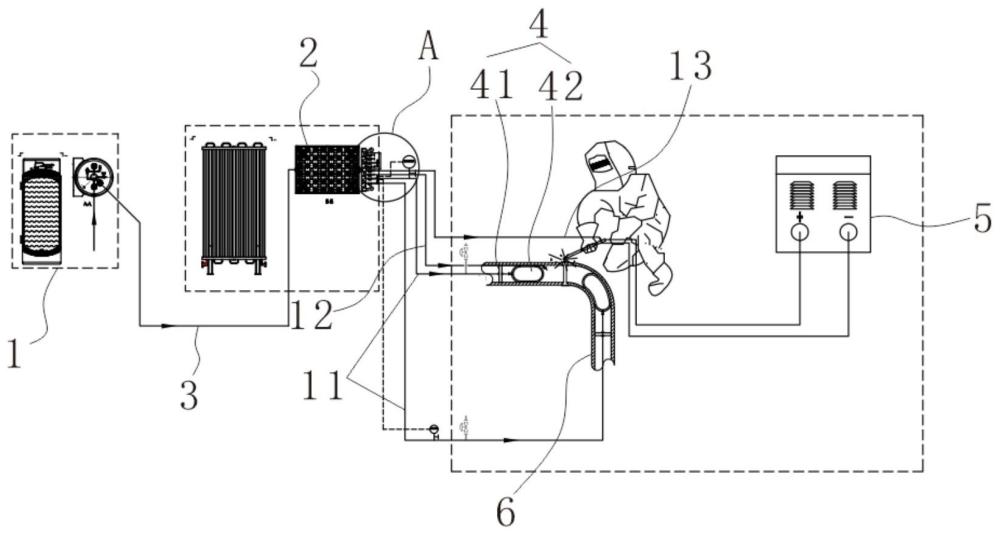
2、为实现上述目的,本发明提供如下技术方案:一种多工位液氩转氩气不锈钢管道焊接装置,包括:液氩储存装置以及通过连管与液氩储存装置连通的气化装置;
3、所述气化装置的出气口上设有集气缸,所述集气缸上连通设有第一管道、第二管道以及第三管道,所述第一管道的末端连通有用于放置在焊接管道内且分别处于其焊缝两侧的两个二级封堵件,所述第一管道上设有排气阀,所述第二管道的末端延伸至焊接管道内且处于两个二级封堵件之间,所述第三管道的末端上设有氩弧焊装置;
4、所述二级封堵件包括与第一管道连通的第一气囊以及第二气囊,所述第二气囊处于第一气囊的内侧。
5、作为优选,所述集气缸的出气口上设有四个阀门,所述第一管道有两个,两个所述第一管道、第二管道以及第三管道分别与四个阀门连通,所述集气缸上设有第一压力表。
6、作为优选,两个所述第一管道上均设有调节阀以及第二压力表。
7、作为优选,所述集气缸上设有备用阀门组件。
8、作为优选,所述第一气囊包括气囊主体,所述气囊主体内设有弹性隔板,所述弹性隔板将气囊主体的内腔分割成两个相互隔绝的腔体,两个所述腔体沿焊接管道长度延伸方向依次分布,所述第一气囊靠近第二气囊的一侧壁上开设有用于与内侧腔体连通的开口,所述气囊主体上设有用于将第一管道与外侧腔体连通的导管。
9、作为优选,所述排气阀的出气口上设有收纳装置。
10、作为优选,所述收纳装置内设有隔板,所述隔板将收纳装置的内腔分割成相互隔绝的第一腔体与第二腔体,所述第一腔体与排气阀的出气口连通,所述隔板上设有用于使第一腔体与第二腔体连通的单向阀。
11、作为优选,所述收纳装置包括第一外壳与第二外壳,所述第一外壳的端部开设有连接槽,所述第二外壳的端部设有用于滑动插在连接槽内的连接块;
12、其中,所述隔板上设有处于单向阀出口的叶轮组件,所述叶轮组件的转轴上设有螺杆,所述第二外壳内设有用于套设在螺杆外壁上的螺套。
13、作为优选,一种多工位液氩转氩气不锈钢管道焊接方法,利用一种多工位液氩转氩气不锈钢管道焊接装置,包括以下步骤:
14、s1:打开液氩储存装置,使其内部的液氩通过连管进入到气化装置中,经气化处理后,形成氩气,氩气从气化装置中排出,进入到集气缸内;
15、s2:将两个二级封堵件放入到焊接管道内,并使两者分别处于焊接管道焊缝的两侧,然后将第二管道伸入到焊接管道内,并进入到两个二级封堵件之间;
16、s3:集气缸中的氩气通过第一管道进入到两个二级封堵件内,使其中的第一气囊、第二气囊充气膨胀对焊接管道进行封堵;
17、s4:集气缸向第二管道提供氩气,使焊接管道的焊缝处有气体溢出时,集气缸再通过第三管道对氩弧焊装置提供氩气,接着使用氩弧焊装置对焊接管道的焊缝进行焊接。
18、与现有技术相比,本发明的有益效果是:本申请中将液氩经过气化装置汽化为氩气为焊接提供氩气,使储存装置中装入的原料是液氩,避免了一个焊工用两瓶氩气而带来的周转困难、连接供气麻烦的问题,且汽化器出口连接点位置多,可以同时供若干个焊工用气,液氩经过气化成氩气使用相对于氩气直接使用更加经济,降低了施工成本。
技术特征:
1.一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:包括:液氩储存装置(1)以及通过连管(3)与液氩储存装置(1)连通的气化装置(2);
2.根据权利要求1所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述集气缸(7)的出气口上设有四个阀门(8),所述第一管道(11)有两个,两个所述第一管道(11)、第二管道(12)以及第三管道(13)分别与四个阀门(8)连通,所述集气缸(7)上设有第一压力表(9)。
3.根据权利要求2所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:两个所述第一管道(11)上均设有调节阀(17)以及第二压力表(15)。
4.根据权利要求2所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述集气缸(7)上设有备用阀门组件(10)。
5.根据权利要求1所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述第一气囊(41)包括气囊主体(411),所述气囊主体(411)内设有弹性隔板(413),所述弹性隔板(413)将气囊主体(411)的内腔分割成两个相互隔绝的腔体,两个所述腔体沿焊接管道(6)长度延伸方向依次分布,所述第一气囊(41)靠近第二气囊(42)的一侧壁上开设有用于与内侧腔体连通的开口(414),所述气囊主体(411)上设有用于将第一管道(11)与外侧腔体连通的导管(412)。
6.根据权利要求1所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述排气阀(14)的出气口上设有收纳装置(16)。
7.根据权利要求6所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述收纳装置(16)内设有隔板(165),所述隔板(165)将收纳装置(16)的内腔分割成相互隔绝的第一腔体与第二腔体,所述第一腔体与排气阀的出气口连通,所述隔板(165)上设有用于使第一腔体与第二腔体连通的单向阀(166)。
8.根据权利要求7所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:所述收纳装置(16)包括第一外壳(161)与第二外壳(162),所述第一外壳(161)的端部开设有连接槽(164),所述第二外壳(162)的端部设有用于滑动插在连接槽(164)内的连接块(163);
9.一种多工位液氩转氩气不锈钢管道焊接方法,利用如权利要求1所述的一种多工位液氩转氩气不锈钢管道焊接装置,其特征在于:包括以下步骤:
技术总结
本发明公开了管道焊接技术领域的一种多工位液氩转氩气不锈钢管道焊接装置,包括:液氩储存装置以及气化装置;所述气化装置的出气口上设有集气缸,所述集气缸上连通设有第一管道、第二管道以及第三管道,所述第一管道的末端连通有两个二级封堵件,所述第一管道上设有排气阀,所述第三管道的末端上设有氩弧焊装置;本申请中将液氩经过气化装置汽化为氩气为焊接提供氩气,使储存装置中装入的原料是液氩,避免了一个焊工用两瓶氩气而带来的周转困难、连接供气麻烦的问题,且汽化器出口连接点位置多,可以同时供若干个焊工用气,液氩经过气化成氩气使用相对于氩气直接使用更加经济,降低了施工成本。
技术研发人员:张俊忠,潘新宇
受保护的技术使用者:中国化学工程第三建设有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!