一种基于电力输送塔脚的机器人自动化焊接方法与流程
本发明涉及一种基于电力塔角机器人自动焊接参数化编程方法,属于工业机器人自动化。
背景技术:
1、随着社会的发展,机器替代人工进行各种自动化作业处理,得到了飞速发展,但在电力塔角行业中,自动化程度还是十分低,主要难点在于塔脚的焊缝要求高,且塔脚行业大多数小批量多品种,不适合示教生产。因此需要一种能够免示教的方法来实现电力塔脚的自动化生产,目前市面上现有的塔脚自动焊接机器人,一般是需要提前录入好塔脚的模型,再输入塔角尺寸,根据尺寸对塔脚进行比例缩放,得到大致轨迹,最后,依靠外部设备对塔脚焊缝位置机型定位,寻找到实际焊缝位置,进行焊接。在实际应用中,塔脚厂新增塔型快,此方法不同塔型就需要一个对应模板,不适用于非专业人士使用,因此此发明解决了塔脚模型问题,只需提前录入好一种模板配方,即可完成对任意塔型免示教自动化焊接。
2、现有的自动焊接方法采用接触检测后远离工件,然后反复远离工件,在检测到进一步接触时再次中断接触,并且焊丝向工件移动并在接触后远离工件重复直到起始位置已达到的方式进行自动焊接,由于焊接过程需不断重复接触无法寻找到准确的寻位点的参数。
技术实现思路
1、本发明的目的在于提供一种基于电力输送塔脚的机器人自动化焊接方法,以解决上述背景技术中提出的问题。
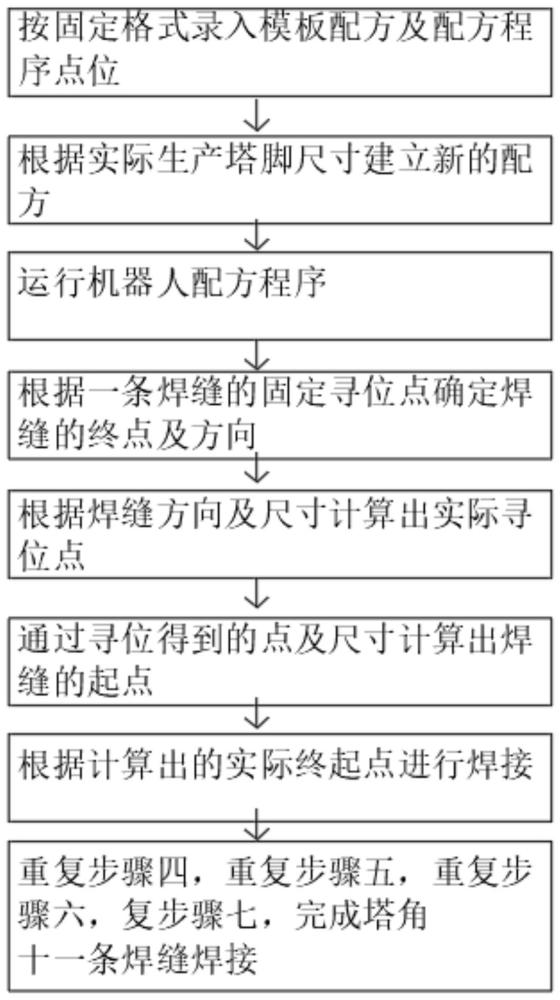
2、为实现上述目的,本发明提供如下技术方案:一种基于电力输送塔脚的机器人自动化焊接方法,包括步骤一,按固定格式录入模板配方及配方程序点位;
3、步骤二,根据实际生产塔脚尺寸建立新的配方;
4、步骤三,运行机器人配方程序,通过固定寻位点位与变化的寻位点位以及新塔脚的尺寸,基于实际塔脚尺寸参数与预设的尺寸参数的对比测量单元,调整校准命令,用于补偿机器人的焊接点,将校准信息发送到机器人控制器,能够精确的计算出焊缝的实际位置;
5、步骤四,根据一条焊缝的固定寻位点确定焊缝的终点及方向,对计算出的实际焊缝位置进行自动焊接;
6、计算方法:
7、如坐标图所示,p1,p2,p3,p4,p5为焊缝上的点,p1’,p2’,p3’,p4’,p5’为对应的寻位点,对应的坐标为
8、p1(x1,y1,z1),p2(x2,y2,z2),p3(x3,y3,z3),p4(x4,y4,z4),p5(x5,y5,z5),则p1’的坐标为p1’(x1’,y1’,z1’),以此内推。
9、p4p3与p1p2的交点定义为d(x,y,z)
10、p4p3直线表达式为p=p4+s*u
11、p1p2直线表达式为p=p1+s1*u1
12、其中
13、则d=p4+s*u=p1+s1*u1
14、写成矩阵的形式
15、
16、通过最小二乘法,求解
17、
18、其中这样我们就可以得到分别代入直线方程p4p3和p1p2,可得到两点p43,和p12,若两点相同,则说明两直线交于该点,交点即为焊缝终点;若不同,则(p43+p12)/2为两条直线最近的点,也就是焊缝终点;
19、步骤五,根据焊缝方向及尺寸计算出实际寻位点;
20、计算方法:
21、p6点是塔脚尺寸发生变化后实际寻位点,该方法是把p5’点沿着偏移到p6’位置,以保证寻位点靠近焊缝起点且让激光对准焊缝中心,该寻位点的作用是保证起点精度,
22、因的方向会变化,因此需要把p5’偏移到向量上。
23、保持p5’的x5’不变,则偏移后的坐标为
24、
25、
26、此时塔角尺寸变化为d,即p5,到p6的距离。那么p5’到p6’也为d
27、则偏移后p6’的坐标为:
28、
29、
30、步骤六,通过寻位得到的点及尺寸计算出焊缝的起点;
31、步骤七,根据计算出的实际终起点进行焊接;
32、步骤八,重复步骤四,重复步骤五,重复步骤六,复步骤七,完成塔角十一条焊缝焊接。
33、优选的,通过提前定义一个塔脚尺寸参数为模板配方,并按照配方程序要求记录每条边固定的多个寻位点位及需要根据尺寸改变的变化寻位点位,机器人上的摄像机朝外,方便矫正参数,新的塔脚录入尺寸参数后,会根据固定点位寻出的方向偏移变化的寻位点位,采用激光传感器进行寻位,通过固定寻位点位与变化的寻位点位以及新塔脚的尺寸,基于实际塔脚尺寸参数与预设的尺寸参数的对比测量单元,调整校准命令,用于补偿机器人的焊接点,将校准信息发送到机器人控制器,能够精确的计算出焊缝的实际位置。
34、与现有技术相比,本发明的有益效果是:
35、1、本发明采用参数化编程,及激光寻位相结合计算焊缝实际点位的方法。
36、2、本发明采用激光传感器,解决了当前市面上单模板不能适用于不同塔型的问题。
37、3、本发明的技术方案具备生产操作简单,增加新产品简单,适用门槛低的特点。
技术特征:
1.一种基于电力输送塔脚的机器人自动化焊接方法,其特征在于:包括步骤一,按固定格式录入模板配方及配方程序点位;
2.根据权利要求1所述的一种基于电力输送塔脚的机器人自动化焊接方法,其特征在于:通过提前定义一个塔脚尺寸参数为模板配方,并按照配方程序要求记录每条边固定的多个寻位点位及需要根据尺寸改变的变化寻位点位,机器人上的摄像机朝外,方便矫正参数,新的塔脚录入尺寸参数后,会根据固定点位寻出的方向偏移变化的寻位点位,采用激光传感器进行寻位,通过固定寻位点位与变化的寻位点位以及新塔脚的尺寸,基于实际塔脚尺寸参数与预设的尺寸参数的对比测量单元,调整校准命令,用于补偿机器人的焊接点,将校准信息发送到机器人控制器,能够精确的计算出焊缝的实际位置。
技术总结
本发明公开了一种基于电力输送塔脚的机器人自动化焊接方法,包括步骤一,按固定格式录入模板配方及配方程序点位;步骤二,根据实际生产塔脚尺寸建立新的配方;步骤三,运行机器人配方程序,通过固定寻位点位与变化的寻位点位以及新塔脚的尺寸,基于实际塔脚尺寸参数与预设的尺寸参数的对比测量单元,调整校准命令,用于补偿机器人的焊接点,将校准信息发送到机器人控制器,能够精确的计算出焊缝的实际位置;步骤四,根据一条焊缝的固定寻位点确定焊缝的终点及方向,对计算出的实际焊缝位置进行自动焊接;步骤五,根据焊缝方向及尺寸计算出实际寻位点。采用参数化编程,及激光寻位相结合计算焊缝实际点位的方法。
技术研发人员:黄洋,庹奎,王银,赵缘元,黄学彬
受保护的技术使用者:重庆智能机器人研究院
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!