一种管道焊口焊前预热工艺结构的制作方法
本发明涉及管道焊接预热领域,特别涉及一种管道焊口焊前预热工艺结构。
背景技术:
1、进行输油气管道动火维抢修时,需要对动火焊口焊前预热及动火焊口返修焊接焊前预热,以此来保证严寒尤其是东北地区动火焊接的有效完成率。
2、通常,管道维抢修的管口焊接都要持续数小时,而配备的管口加热器是通过将电能转化成热能的形式来保持焊口焊接温度以及焊接时层间温度的恒定。当前长输管道焊口预热采用管道焊接火焰加热器,但由于需要在焊接过程中持续对焊口加热,管道焊接火焰加热器的存在占据了焊工焊接的操作空间,对焊接操作产生冲突。
3、随着输油气管道维抢修时效性要求越来越高,以及管道维抢修现实环境的复杂度,管道焊接火焰加热器沿固定轨迹焊口运动影响焊接、合页固定的人工操作方式效率低,已不能满足实际要求。
4、基于此,需要研发一种新焊口焊前预热工艺结构,以满足汉口预热及焊接同时进行的需求。
技术实现思路
1、本发明所要解决的技术问题是提供一种管道焊口焊前预热工艺结构,有效的克服了现有技术的缺陷。
2、本发明解决上述技术问题的技术方案如下:
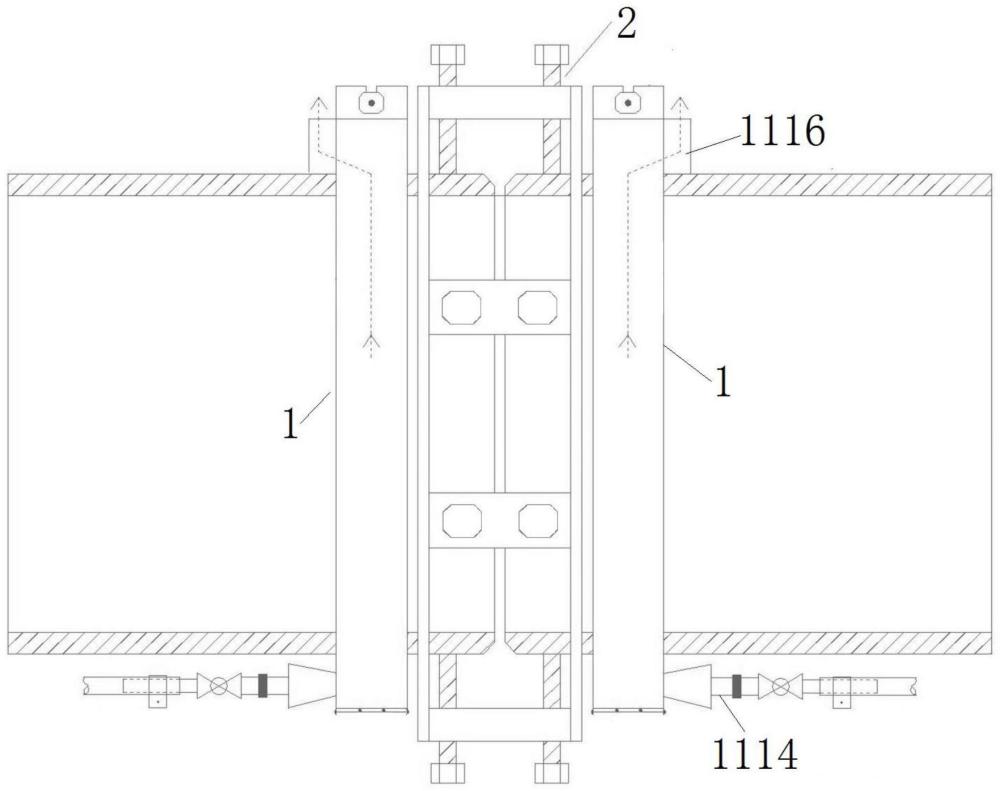
3、一种管道焊口焊前预热工艺结构,包括两组密闭式火焰加热器,两组上述密闭式火焰加热器装配在焊口两侧的管道上,焊口处装配管道外对口器,上述管道外对口器位于两组上述密闭式火焰加热器之间,上述密闭式火焰加热器分别连接可燃气体供应系统。
4、在上述技术方案的基础上,本发明还可以做如下改进。
5、进一步,上述密闭式火焰加热器包括一对半圆环状的加热仓,一对上述加热仓的一端铰接,另一端通过连接件可拆卸连接,上述加热仓中由外而内设为半圆环状的进气室和燃烧室,上述燃烧室的内侧敞口设置,上述进气室和燃烧室之间设有贯通二者的喷气口,上述加热仓设有与上述进气室连通的进气口,上述加热仓设有与上述燃烧室连通的通风口和排气口,上述可燃气体供应系统分别通过管线连接上述进气口。
6、进一步,上述进气口连接有进气嘴,上述进气嘴上设有进气阀门。
7、进一步,上述进气口和排气口设置于上述加热仓的一端,上述通风口设置于上述加热仓的另一端。
8、进一步,上述通风口设有多个,并沿周向设置于上述加热仓一端对应燃烧室的部位,上述排气口设置于上述加热仓的另一端对应上述燃烧室的部位。
9、进一步,上述加热仓的另一端设有与上述排气口连通的烟道,上述烟道沿着上述加热仓的径向延伸。
10、进一步,上述可燃气体供应系统包括液化气罐、供气主管、两根一级供气支管和四根二级供气支管,上述供气主管一端连接上述液化气罐的气体出口,两根上述一级供气支管的一端分别与上述供气主管的另一端连接,四根上述二级供气支管平均分成两组,且每组的两根上述二级供气支管分别与两根上述一级供气支管的另一端连接,四根上述二级供气支管分别一一对应的与四个上述加热仓的进气口连接,上述供气主管上设有减压阀。
11、进一步,一对上述加热仓的一端通过合页铰接。
12、进一步,上述连接件包括螺栓,一对上述加热仓的另一端设有相互贴靠的连接板,上述连接件贯穿上述连接板,并通过螺母连接固定住。
13、进一步,上述进气室内对应上述喷气口的位置设有半圆环状的气流通道,上述进气口通过管线与上述气流通道连通,上述气流通道外填充有保温隔热层。
14、本发明的有益效果是:结构设计简单、合理,能实现焊口加热和焊工焊接同时进行的目的,有效的缩短了焊接的工期。
技术特征:
1.一种管道焊口焊前预热工艺结构,其特征在于:包括两组密闭式火焰加热器(1),两组所述密闭式火焰加热器(1)装配在焊口两侧的管道上,焊口处装配管道外对口器(2),所述管道外对口器(2)位于两组所述密闭式火焰加热器(1)之间,所述密闭式火焰加热器(1)分别连接可燃气体供应系统。
2.根据权利要求1所述的一种管道焊口焊前预热工艺结构,其特征在于:所述密闭式火焰加热器(1)包括一对半圆环状的加热仓(11),一对所述加热仓(11)的一端铰接,另一端通过连接件(12)可拆卸连接,所述加热仓(11)中由外而内设为半圆环状的进气室(111)和燃烧室(112),所述燃烧室(112)的内侧敞口设置,所述进气室(111)和燃烧室(112)之间设有贯通二者的喷气口,所述加热仓(11)设有与所述进气室(111)连通的进气口(1111),所述加热仓(11)设有与所述燃烧室(112)连通的通风口(1112)和排气口(1113),所述可燃气体供应系统分别通过管线连接所述进气口(1111)。
3.根据权利要求2所述的一种管道焊口焊前预热工艺结构,其特征在于:所述进气口(1111)连接有进气嘴(1114),所述进气嘴(1114)上设有进气阀门(1115)。
4.根据权利要求2所述的一种管道焊口焊前预热工艺结构,其特征在于:所述进气口(1111)和排气口(1113)设置于所述加热仓(11)的一端,所述通风口(1112)设置于所述加热仓(11)的另一端。
5.根据权利要求4所述的一种管道焊口焊前预热工艺结构,其特征在于:所述通风口(1112)设有多个,并沿周向设置于所述加热仓(11)一端对应燃烧室(112)的部位,所述排气口(1113)设置于所述加热仓(11)的另一端对应所述燃烧室(112)的部位。
6.根据权利要求5所述的一种管道焊口焊前预热工艺结构,其特征在于:所述加热仓(11)的另一端设有与所述排气口(1113)连通的烟道(1116),所述烟道(1116)沿着所述加热仓(11)的径向延伸。
7.根据权利要求2所述的一种管道焊口焊前预热工艺结构,其特征在于:所述可燃气体供应系统包括液化气罐(121)、供气主管(122)、两根一级供气支管(123)和四根二级供气支管(124),所述供气主管(122)一端连接所述液化气罐(121)的气体出口,两根所述一级供气支管(123)的一端分别与所述供气主管(122)的另一端连接,四根所述二级供气支管(124)平均分成两组,且每组的两根所述二级供气支管(124)分别与两根所述一级供气支管(123)的另一端连接,四根所述二级供气支管(124)分别一一对应的与四个所述加热仓(11)的进气口(1111)连接,所述供气主管(122)上设有减压阀(1221)。
8.根据权利要求2所述的一种管道焊口焊前预热工艺结构,其特征在于:一对所述加热仓(11)的一端通过合页铰接。
9.根据权利要求2所述的一种管道焊口焊前预热工艺结构,其特征在于:所述连接件(12)包括螺栓,一对所述加热仓(11)的另一端设有相互贴靠的连接板,所述连接件(12)贯穿所述连接板,并通过螺母连接固定住。
10.根据权利要求2至9任一项所述的一种管道焊口焊前预热工艺结构,其特征在于:所述进气室(111)内对应所述喷气口的位置设有半圆环状的气流通道(113),所述进气口(1111)通过管线与所述气流通道(113)连通,所述气流通道(113)外填充有保温隔热层(114)。
技术总结
本发明涉及管道焊接预热领域,特别涉及一种管道焊口焊前预热工艺结构。本发明的管道焊口焊前预热工艺结构包括两组密闭式火焰加热器,两组所述密闭式火焰加热器装配在焊口两侧的管道上,焊口处装配管道外对口器,所述管道外对口器位于两组所述密闭式火焰加热器之间,所述密闭式火焰加热器分别连接可燃气体供应系统。优点:结构设计简单、合理,能实现焊口加热和焊工焊接同时进行的目的。
技术研发人员:马芳心,张弛,尹大明,宋坤,张博,李广鏊,张海涛,刘鑫,齐明姝,刘炎达,张津源
受保护的技术使用者:国家石油天然气管网集团有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!