一种变速箱后伺服杆生产自动加工装置的制作方法
本发明涉及机床加工领域,具体是涉及一种变速箱后伺服杆生产自动加工装置。
背景技术:
1、在现有的伺服杆需要使用车床加工其特征,在此过程中,由于后伺服杆两端均存在销孔、螺纹、键槽等特征,传统的三轴加工机床对其一端进行加工后,后续特征的加工需要操作者手持后伺服杆,将后伺服杆从机床主轴夹具上取下,再将后伺服杆调整角度后再插入到主轴夹具中,而这一过程需要操作者把手臂,甚至身体探入到机床工作区域,虽然更换后伺服杆时机床会处于停止状态,但是整个过程既麻烦,甚至存在安全隐患。
2、虽然对此类后伺服杆进行加工时,部分厂家会选用五轴加工机床,但是五轴机床一方面技术含量较高,制造成本比三轴机床高出很多,另一方面五轴机床的机械结构复杂,需要专业人员进行维护和保养,并且五轴机床的操作需要专业知识和技能,对操作人员的要求较高。相比于五轴机床,三轴机床结构相对简单,设计和制造难度较小,成本较低,并且三轴机床操作相对简单,容易掌握,对三轴机床进行改进所需要的成本远低于五轴机床。
技术实现思路
1、基于此,有必要针对现有技术问题,提供一种变速箱后伺服杆生产自动加工装置。
2、为解决现有技术问题,本发明采用的技术方案为:
3、一种变速箱后伺服杆生产自动加工装置,包括:
4、夹持机构,包括定位支座、主动气缸、推移插杆、衔接圆盘、主动齿轮和两个夹紧抱爪,定位支座与工作台固连,主动气缸设置在定位支座上端,推移插杆设置在主动气缸靠近后伺服杆本体的一侧,衔接圆盘与主动气缸同轴线设置,衔接圆盘与推移插杆滑动连接,主动齿轮与衔接圆盘同轴线转动连接,两个夹紧抱爪滑动设置在主动齿轮远离衔接圆盘的一侧,两个夹紧抱爪能将后伺服杆本体进行夹紧;
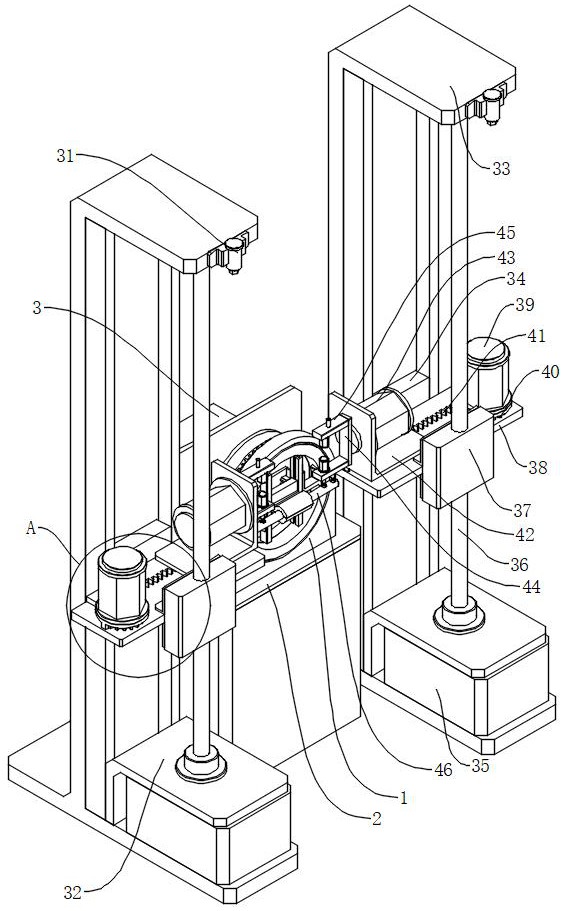
5、两个双向加工机构,分别设置在定位支座的两侧,包括滑移支座、传感器、升降支座、换向电机、换向支板和两个加工刀具,升降支座固定设置在定位支座的旁侧,滑移支座滑动设置在升降支座的中部,换向电机设置在滑移支座的上端,换向支板与换向电机的输出端固连,两个加工刀具分别与换向支板远离换向电机的一侧固连,传感器设置在升降支座的上部。
6、进一步的,双向加工机构还包括升降滑块、升降电机、升降螺杆和升降螺座,升降滑块的一侧与升降支座滑动连接,另一侧与滑移支座固连,升降螺座与滑移支座远离升降滑块的一侧固连,升降螺杆与升降螺座螺纹连接,升降螺杆的一端与升降支座转动连接,另一端与升降电机的输出端固连,升降电机与升降支座固连。
7、进一步的,双向加工机构还包括调节电机、调节齿轮、调节齿条和调节支座,调节电机固定设置在滑移支座的上端,调节齿轮转动设置在滑移支座的上端,调节齿轮与调节电机的输出端固连,调节齿条滑动设置在调节齿轮的旁侧,调节齿条与调节齿轮相啮合,调节支座与调节齿条固连,调节支座与换向电机固连。
8、进一步的,夹持机构还包括定位圆盘、复位弹簧和动力推杆,定位圆盘与主动气缸的输出端同轴线固连,推移插杆的一端与定位圆盘相抵,另一端与衔接圆盘滑动连接,复位弹簧套设在推移插杆的外部,复位弹簧的一端与推移插杆固连,另一端与衔接圆盘固连,动力推杆与衔接圆盘滑动连接,动力推杆的一端与推移插杆相抵。
9、进一步的,衔接圆盘上还成型有避让通孔,推移插杆远离定位圆盘的一端成型有第一斜面,动力推杆靠近推移插杆的一端成型有第二斜面,第一斜面和第二斜面滑动连接。
10、进一步的,夹持机构还包括主动齿条、主动销轴、主动弹簧、主动挡板和主动定位板,主动定位板与衔接圆盘同轴线固连,动力推杆与主动定位板滑动连接,主动齿条滑动设置在主动定位板靠近推移插杆的一侧,主动齿条与动力推杆固连,主动齿条与主动齿轮相啮合,主动挡板与主动定位板固连,主动销轴的一端与主动齿条固连,另一端与主动挡板滑动连接,主动弹簧套设在主动销轴的外部,主动弹簧的一端与主动销轴固连,另一端与主动挡板固连。
11、进一步的,夹持机构还包括夹紧齿轮、旋转圆盘、两个夹紧齿条、两个限位滑块、两个限位滑轨和两个衔接支架,夹紧齿轮转动设置在主动定位板远离主动齿轮的一侧,夹紧齿轮与主动齿轮同轴线固连,两个夹紧齿条分别与夹紧齿轮相啮合,两个夹紧齿条分别与两个夹紧抱爪固连,两个限位滑块分别与两个夹紧齿条的两侧固连,旋转圆盘与定位圆盘同轴线设置,两个衔接支架的一端分别与旋转圆盘固连,另一端分别与两个限位滑轨固连,两个限位滑轨分别与两个限位滑块滑动连接。
12、进一步的,夹持机构还包括主动电机、衔接齿轮、衔接齿圈、承载盘架和若干限位滚轮,旋转圆盘沿圆周方向成型有限位环槽,承载盘架与定位支座固连,若干限位滚轮沿旋转圆盘圆周方向等角度转动设置,若干限位滚轮分别与限位环槽滑动连接,若干限位滚轮分别与承载盘架转动连接,主动电机与定位支座固连,衔接齿轮与主动电机的输出端固连,衔接齿圈与旋转圆盘同轴线固连,衔接齿圈与衔接齿轮相啮合。
13、本发明与现有技术相比具有的有益效果是:
14、其一:本装置适用于现有的三轴加工机床,在不改变刀具加工参数的前提下,实现对后伺服杆本体的双向加工,相比于五轴加工机床,本装置的成本大大降低;
15、其二:本装置能实现对后伺服杆本体以及加工刀具的同步切换,确保在后伺服杆本体一侧的特征(螺孔、键孔或丝孔)加工完成后,加工刀具和后伺服杆本体能进行同时切换,无需操作人员进行换刀和重新上下料;
16、其三:本装置中的夹具可以带动后伺服杆本体进行转动,在此过程中夹具能保持夹紧状态,避免后伺服杆本体在转动过程中发生松动,进而影响后续的加工过程,相比于传统加工时,操作人员还需对后伺服杆本体进行重新定位和上料,本装置对后伺服杆本体加工时方便快捷。
技术特征:
1.一种变速箱后伺服杆生产自动加工装置,其特征在于,包括:
2.根据权利要求1所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,双向加工机构(32)还包括升降滑块(34)、升降电机(35)、升降螺杆(36)和升降螺座(37),升降滑块(34)的一侧与升降支座(33)滑动连接,另一侧与滑移支座(38)固连,升降螺座(37)与滑移支座(38)远离升降滑块(34)的一侧固连,升降螺杆(36)与升降螺座(37)螺纹连接,升降螺杆(36)的一端与升降支座(33)转动连接,另一端与升降电机(35)的输出端固连,升降电机(35)与升降支座(33)固连。
3.根据权利要求2所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,双向加工机构(32)还包括调节电机(39)、调节齿轮(40)、调节齿条(41)和调节支座(42),调节电机(39)固定设置在滑移支座(38)的上端,调节齿轮(40)转动设置在滑移支座(38)的上端,调节齿轮(40)与调节电机(39)的输出端固连,调节齿条(41)滑动设置在调节齿轮(40)的旁侧,调节齿条(41)与调节齿轮(40)相啮合,调节支座(42)与调节齿条(41)固连,调节支座(42)与换向电机(43)固连。
4.根据权利要求1所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,夹持机构(1)还包括复位弹簧(7)和动力推杆(10),推移插杆(5)的一端与定位圆盘(4)相抵,另一端与衔接圆盘(8)滑动连接,复位弹簧(7)套设在推移插杆(5)的外部,复位弹簧(7)的一端与推移插杆(5)固连,另一端与衔接圆盘(8)固连,动力推杆(10)与衔接圆盘(8)滑动连接,动力推杆(10)的一端与推移插杆(5)相抵。
5.根据权利要求4所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,衔接圆盘(8)上还成型有避让通孔(9),推移插杆(5)远离定位圆盘(4)的一端成型有第一斜面(6),动力推杆(10)靠近推移插杆(5)的一端成型有第二斜面(11),第一斜面(6)和第二斜面(11)滑动连接。
6.根据权利要求5所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,夹持机构(1)还包括主动齿条(12)、主动销轴(14)、主动弹簧(15)、主动挡板(16)和主动定位板(17),主动定位板(17)与衔接圆盘(8)同轴线固连,动力推杆(10)与主动定位板(17)滑动连接,主动齿条(12)滑动设置在主动定位板(17)靠近推移插杆(5)的一侧,主动齿条(12)与动力推杆(10)固连,主动齿条(12)与主动齿轮(13)相啮合,主动挡板(16)与主动定位板(17)固连,主动销轴(14)的一端与主动齿条(12)固连,另一端与主动挡板(16)滑动连接,主动弹簧(15)套设在主动销轴(14)的外部,主动弹簧(15)的一端与主动销轴(14)固连,另一端与主动挡板(16)固连。
7.根据权利要求6所述的一种变速箱后伺服杆生产自动加工装置,其特征在于,夹持机构(1)还包括夹紧齿轮(18)、两个夹紧齿条(19)、两个限位滑块(21)、两个限位滑轨(22)和两个衔接支架(23),夹紧齿轮(18)转动设置在主动定位板(17)远离主动齿轮(13)的一侧,夹紧齿轮(18)与主动齿轮(13)同轴线固连,两个夹紧齿条(19)分别与夹紧齿轮(18)相啮合,两个夹紧齿条(19)分别与两个夹紧抱爪(20)固连,两个限位滑块(21)分别与两个夹紧齿条(19)的两侧固连,两个衔接支架(23)的一端分别与旋转圆盘(24)固连,另一端分别与两个限位滑轨(22)固连,两个限位滑轨(22)分别与两个限位滑块(21)滑动连接。
技术总结
本发明涉及机床加工领域,具体是涉及一种变速箱后伺服杆生产自动加工装置。包括:夹持机构,包括定位支座、主动气缸、推移插杆、衔接圆盘、主动齿轮和两个夹紧抱爪,定位支座与工作台固连,主动气缸设置在定位支座上端,衔接圆盘与主动气缸同轴线设置,衔接圆盘与推移插杆滑动连接,两个夹紧抱爪滑动设置在主动齿轮远离衔接圆盘的一侧,两个夹紧抱爪能将后伺服杆本体进行夹紧;两个双向加工机构,分别设置在定位支座的两侧,包括传感器、换向电机、换向支板和两个加工刀具,换向支板与换向电机的输出端固连,两个加工刀具分别与换向支板远离换向电机的一侧固连,传感器设置在升降支座的上部。本装置结构简单,能实现对后伺服杆的多角度加工。
技术研发人员:池金华,吴光灿,黄世金,王力
受保护的技术使用者:福州长鑫电动工具有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!