一种锪窝深度控制方法、装置、存储介质及电子设备与流程
本申请涉及钻锪加工,具体涉及一种锪窝深度控制方法、装置、存储介质及电子设备。
背景技术:
1、飞机的表面存在数以万计的连接件,用于蒙皮与结构的连接固定,连接件的表面阶差很大程度上取决于连接件的锪窝深度,因此精确控制锪窝深度是控制连接件表面阶差的主要手段。目前已采用数控加工的手段进行锪窝,以提升锪窝精度,但是受蒙皮曲面、材料、刀具安装等多方面的影响,锪窝深度的稳定性较差,无法实现精确控制。
技术实现思路
1、本申请的主要目的在于提供一种锪窝深度控制方法、装置、存储介质及电子设备,旨在解决现有技术中对飞机部件进行钻锪加工的锪窝深度的精度较差的问题。
2、为实现上述目的,本申请的实施例采用的技术方案如下:
3、第一方面,本申请实施例提供一种锪窝深度控制方法,包括以下步骤:
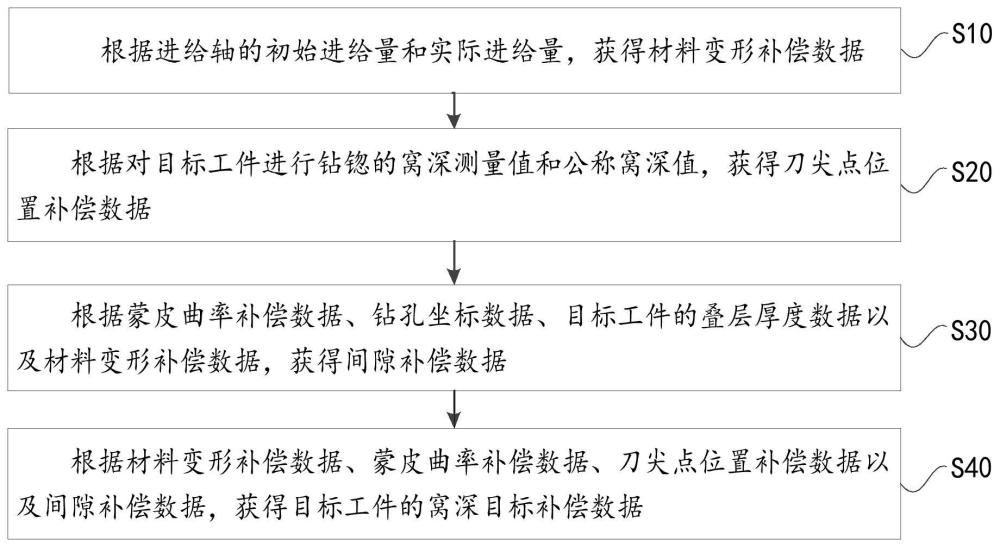
4、根据进给轴的初始进给量和实际进给量,获得材料变形补偿数据;
5、根据对目标工件进行钻锪的窝深测量值和公称窝深值,获得刀尖点位置补偿数据;
6、根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,获得间隙补偿数据;
7、根据材料变形补偿数据、蒙皮曲率补偿数据、刀尖点位置补偿数据以及间隙补偿数据,获得目标工件的窝深目标补偿数据。
8、在第一方面的一种可能实现方式中,根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,获得间隙补偿数据,包括:
9、根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,建立输入向量数据;
10、将输入向量数据输入间隙补偿模型,获得间隙补偿数据;其中,间隙补偿模型基于若干蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据训练获得。
11、在第一方面的一种可能实现方式中,根据对目标工件进行钻锪的窝深测量值和公称窝深值,获得刀尖点位置补偿数据之前,方法还包括:
12、根据对目标工件进行钻锪所得锪窝的头部直径和底部直径、头部的斜角,获得公称窝深值。
13、在第一方面的一种可能实现方式中,根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,获得间隙补偿数据之前,方法还包括:
14、根据目标工件的表面凹凸方向,获得蒙皮曲率补偿数据。
15、在第一方面的一种可能实现方式中,根据目标工件的表面凹凸方向,获得蒙皮曲率补偿数据,包括:
16、根据目标工件的表面凹凸方向为内凹方向,获得目标工件的外形曲率半径;
17、根据压脚的外径与外形曲率半径,获得蒙皮曲率补偿数据。
18、在第一方面的一种可能实现方式中,根据进给轴的初始进给量和实际进给量,获得材料变形补偿数据之前,方法还包括:
19、利用压紧装置对目标工件进行压紧装夹;
20、获得目标工件在压紧状态下,进给轴的初始进给量;
21、获得目标工件在压紧状态下且进行钻锪时,进给轴的实际进给量。
22、在第一方面的一种可能实现方式中,根据材料变形补偿数据、蒙皮曲率补偿数据、刀尖点位置补偿数据以及间隙补偿数据,获得目标工件的窝深目标补偿数据,包括:
23、根据材料变形补偿数据、蒙皮曲率补偿数据、刀尖点位置补偿数据以及间隙补偿数据之和,获得目标工件的窝深目标补偿数据。
24、第二方面,本申请实施例提供一种锪窝深度控制装置,包括:
25、第一补偿获得模块,第一补偿获得模块用于根据进给轴的初始进给量和实际进给量,获得材料变形补偿数据;
26、第二补偿获得模块,第二补偿获得模块用于根据对目标工件进行钻锪的窝深测量值和公称窝深值,获得刀尖点位置补偿数据;
27、第三补偿获得模块,第三补偿获得模块用于根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,获得间隙补偿数据;
28、目标补偿获得模块,目标补偿获得模块用于根据材料变形补偿数据、蒙皮曲率补偿数据、刀尖点位置补偿数据以及间隙补偿数据,获得目标工件的窝深目标补偿数据。
29、第三方面,本申请实施例提供一种计算机可读存储介质,储存有计算机程序,计算机程序被处理器加载执行时,实现如上述第一方面中任一项提供的锪窝深度控制方法。
30、第四方面,本申请实施例提供一种电子设备,包括处理器及存储器,其中,
31、存储器用于存储计算机程序;
32、处理器用于加载执行计算机程序,以使电子设备执行如上述第一方面中任一项提供的锪窝深度控制方法。
33、与现有技术相比,本申请的有益效果是:
34、本申请实施例提出的一种锪窝深度控制方法、装置、存储介质及电子设备,该方法包括:根据进给轴的初始进给量和实际进给量,获得材料变形补偿数据;根据对目标工件进行钻锪的窝深测量值和公称窝深值,获得刀尖点位置补偿数据;根据蒙皮曲率补偿数据、钻孔坐标数据、目标工件的叠层厚度数据以及材料变形补偿数据,获得间隙补偿数据;根据材料变形补偿数据、蒙皮曲率补偿数据、刀尖点位置补偿数据以及间隙补偿数据,获得目标工件的窝深目标补偿数据。本申请首先通过加工过程中,推进刀具用的进给轴的进给量的变化,确定对加工过程中工件材料变形的补偿,然后通过钻锪加工时的实际窝深与公称窝深,确定对安装所导致的刀尖点位置变化所引起误差的补偿,由于锪窝过程中工件发生形变,导致压环不能与工件完整接触,进而引起间隙产生,而该部分间隙无法进行在线测量,因此通过其他的相关变量间接获得间隙部分的补偿,最后综合前述多方面的补偿量得到对窝深的最终补偿,以此来实现锪窝深度的控制,提升锪窝深度的精度。
技术特征:
1.一种锪窝深度控制方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的锪窝深度控制方法,其特征在于,所述根据蒙皮曲率补偿数据、钻孔坐标数据、所述目标工件的叠层厚度数据以及所述材料变形补偿数据,获得间隙补偿数据,包括:
3.根据权利要求1所述的锪窝深度控制方法,其特征在于,所述根据对目标工件进行钻锪的窝深测量值和公称窝深值,获得刀尖点位置补偿数据之前,所述方法还包括:
4.根据权利要求1所述的锪窝深度控制方法,其特征在于,所述根据蒙皮曲率补偿数据、钻孔坐标数据、所述目标工件的叠层厚度数据以及所述材料变形补偿数据,获得间隙补偿数据之前,所述方法还包括:
5.根据权利要求4所述的锪窝深度控制方法,其特征在于,所述根据所述目标工件的表面凹凸方向,获得所述蒙皮曲率补偿数据,包括:
6.根据权利要求1所述的锪窝深度控制方法,其特征在于,所述根据进给轴的初始进给量和实际进给量,获得材料变形补偿数据之前,所述方法还包括:
7.根据权利要求1所述的锪窝深度控制方法,其特征在于,所述根据所述材料变形补偿数据、所述蒙皮曲率补偿数据、所述刀尖点位置补偿数据以及所述间隙补偿数据,获得所述目标工件的窝深目标补偿数据,包括:
8.一种锪窝深度控制装置,其特征在于,包括:
9.一种计算机可读存储介质,储存有计算机程序,其特征在于,所述计算机程序被处理器加载执行时,实现如权利要求1-7中任一项所述的锪窝深度控制方法。
10.一种电子设备,其特征在于,包括处理器及存储器,其中,
技术总结
本申请的实施例公开了一种锪窝深度控制方法、装置、存储介质及电子设备,涉及钻锪加工技术领域,旨在解决现有技术中对飞机部件进行钻锪加工的锪窝深度的精度较差的问题。本申请首先通过加工过程中,推进刀具用的进给轴的进给量的变化,确定对加工过程中工件材料变形的补偿,然后通过钻锪加工时的实际窝深与公称窝深,确定对安装所导致的刀尖点位置变化所引起误差的补偿,由于锪窝过程中工件发生形变,导致压环不能与工件完整接触,进而引起间隙产生,而该部分间隙无法进行在线测量,因此通过其他的相关变量间接获得间隙部分的补偿,最后综合前述多方面的补偿量得到对窝深的最终补偿,以此来实现锪窝深度的控制,提升锪窝深度的精度。
技术研发人员:马振博,刘东君,刘大炜,李杰,蒋超,张龙,安云凤,冯如一,李彦
受保护的技术使用者:成都飞机工业(集团)有限责任公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!