一种大型圆柱滚子轴承保持架加工方法与流程
本发明涉及轴承加工,具体涉及一种大型圆柱滚子轴承保持架加工方法。
背景技术:
1、大型圆柱滚子轴承广泛应用于压缩机、工程机械等领域,其保持架近年来被设计成为整体式,材料常用铸造黄铜,因相对用材少、强度高,寿命长、方便装配等优点而被大量采用,对于直径小于φ80mm的此类轴承保持架,因拉削材料少,厚度薄,所设计的拉刀尺寸小、长度短、质量轻。
2、目前行业的加工方法为投料、车内径端面、车外径、车另一端面与内径、拉孔、去毛刺、光饰;但对于尺寸较大的整体式圆柱滚子保持架(以外径φ269mm为例),按理论计算其拉刀尺寸切削部分在1000mm以上,故在加工过程中由于整体拉刀重量达数吨重,对于操作者和拉床压力都很大;且拉刀的长度过长,在加工制造过程加工精度无法保证;尤其是切削部分超过1000mm以上时,需要至少四节拉刀拼接,拉刀拼接的越多造成的定位精度偏差也会逐级放大,同时,切削量越大拉削过程中对的背吃刀量越大,从而也会造成保持架发热变形、毛刺大,综上,现有的加工方法因为加工过程中的切削量过大,导致需要的拉倒过长,从而影响加工精度的问题。
3、因此,需要提供一种大型圆柱滚子轴承保持架加工方法以解决上述问题。
技术实现思路
1、本发明提供一种大型圆柱滚子轴承保持架加工方法,以解决现有的加工方法因为加工过程中的切削量过大,导致需要的拉倒过长,从而影响加工精度的问题。
2、本发明的一种大型圆柱滚子轴承保持架加工方法采用如下技术方案:包括:
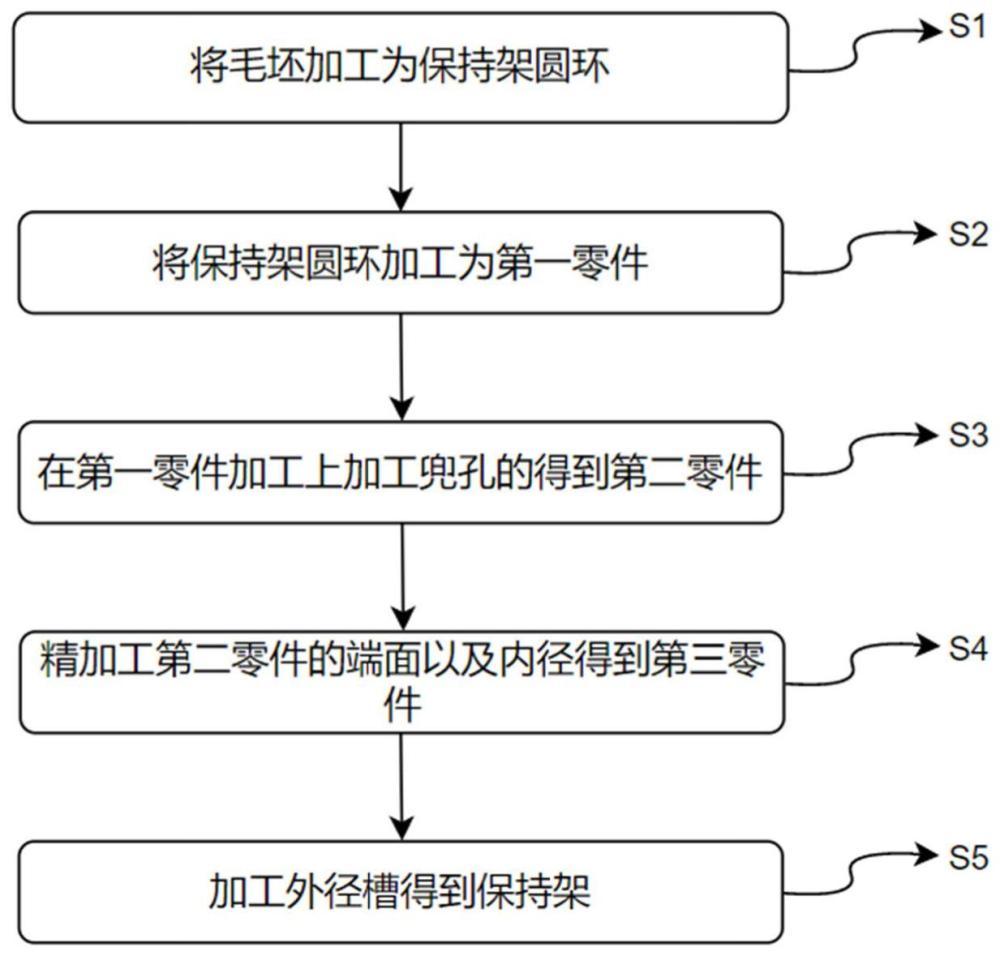
3、将毛坯加工为保持架圆环;
4、将保持架圆环加工为第一零件:加工保持架圆环的内径,并加工其中一个端面和倒角;
5、将第一零件加工为带有兜孔的第二零件:利用外圆夹具夹持第一零件的外圆面,并以第一零件上加工的端面为基准面,以精车后的保持架内径线为孔心加工基准孔,将所有基准孔加工为保持架的兜孔;
6、精加工第二零件的两个端面以及内径得到第三零件;
7、以基准孔的加工面为定位基准,在第三零件的外周面加工外径槽得到保持架。
8、优选地,将第一零件加工为带有兜孔的第二零件时,采用外圆夹具夹持第一零件的外圆面;
9、其中,外圆夹具包括:
10、底座,其一面用于和机床连接,其另一面上开设有容纳第一零件的第一圆形槽,第一圆形槽的内底面还同心开设有退刀槽;
11、以及压盖,其与底座开设圆形槽的一面可拆卸连接,且压盖朝向底座的一面上开设有容纳第一零件的第二圆形槽,且第二圆形槽的内底面还同心开设有退刀孔;
12、其中,退刀孔和退刀槽的直径均大于第一零件的内径。
13、优选地,将毛坯加工为保持架圆环的步骤包括:根据保持架尺寸,将毛坯加工为外径留加工余量为1mm、内径加工余量为2mm以及高度加工余量为1.5mm的保持架圆环。
14、优选地,将保持架圆环加工为第一零件过程中,内径加工余量为1mm,保持架圆环的高度加工余量为1mm。
15、优选地,将所有基准孔加工为保持架的兜孔的步骤为:采用整体拉刀对所有基准孔进行拉孔得到保持架的兜孔。
16、优选地,加工基准孔时,基准孔的内径距保持架的兜孔内径之间留有0.5mm的加工余量。
17、优选地,在第三零件的外周面加工外径槽得到保持架时,采用内径支撑工装支撑第三零件的内圈;
18、其中,内径支撑工装包括:
19、圆柱支撑座,其中心开设有与机床输出轴连接的安装孔;
20、多个兜孔支撑台,均布设置在圆柱支撑座外周面上,且其用于与第三零件的兜孔匹配;
21、以及导向滑槽,开设在每两个相邻的兜孔支撑台之间的圆柱支撑座上,且其用于与第三零件的两个兜孔之间形成保持架过梁匹配。
22、优选地,在外径槽加工完成后对保持架进行去毛刺和光饰。
23、本发明的有益效果是:
24、1、在加工保持架的兜孔时,先进行端面基准孔加工工序,利用基准孔加工工序去除加工兜孔所需的大部分加工余量,然后,在基准孔上进行拉孔加工得到最终的兜孔,使得拉孔时大大减少了拉刀的吃刀量,从而很大程度上缩短拉刀长度与重量,降低拉孔加工的难度,故设计拼接拉刀时保证在3节拉刀之内,即可保证兜孔的加工精度,降低加工难度。
25、2、其次,通过设计外圆夹具和内径支撑工装,利用外圆夹具对加工兜孔过程中的第一零件进行外圆夹持,从而避免第一零件的变形,同时,利用内径支撑工装对第三零件内圈的兜孔进行支撑,对保持架过梁进行导向,并以基准孔的加工面为定位基准加工外径槽,保证了兜孔中心圆与外径同心,从而保证加工出的保持架精度高。
技术特征:
1.一种大型圆柱滚子轴承保持架加工方法,其特征在于,包括:
2.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,将第一零件加工为带有兜孔的第二零件时,采用外圆夹具夹持第一零件的外圆面;
3.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,将毛坯加工为保持架圆环的步骤包括:根据保持架尺寸,将毛坯加工为外径留加工余量为1mm、内径加工余量为2mm以及高度加工余量为1.5mm的保持架圆环。
4.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,将保持架圆环加工为第一零件过程中,内径加工余量为1mm,保持架圆环的高度加工余量为1mm。
5.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,将所有基准孔加工为保持架的兜孔的步骤为:采用整体拉刀对所有基准孔进行拉孔得到保持架的兜孔。
6.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,加工基准孔时,基准孔的内径距保持架的兜孔内径之间留有0.5mm的加工余量。
7.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,在第三零件的外周面加工外径槽得到保持架时,采用内径支撑工装支撑第三零件的内圈;
8.根据权利要求1所述的一种大型圆柱滚子轴承保持架加工方法,其特征在于,在外径槽加工完成后对保持架进行去毛刺和光饰。
技术总结
本发明涉及轴承加工技术领域,具体涉及一种大型圆柱滚子轴承保持架加工方法,包括:将毛坯加工为保持架圆环;将保持架圆环加工为第一零件;在第一零件加工上加工兜孔的得到第二零件;精加工第二零件的端面以及内径得到第三零件;以基准孔的加工面为定位基准,加工外径槽得到保持架。本发明保证兜孔的加工精度,降低加工难度,保证了兜孔中心圆与外径同心,从而保证加工出的保持架精度高。
技术研发人员:吕振辉,连海根,孙端端,李玉杰,申海涛,石亚坤
受保护的技术使用者:洛阳巨创轴承科技有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!