一种TA32钛合金零件热拉深成形工艺的制作方法
本发明属于钛合金零件加工,具体涉及一种ta32钛合金零件热拉深成形工艺。
背景技术:
1、现有直升机发动机排气装置上的后壁零件是复杂高温钛合金(ta32)薄壁蒙皮类零件,且该零件的材料是一种的近α型高温钛合金,成形工艺复杂,现有工艺难以制造出外形复杂的蒙皮零件,存在成形困难的问题。
2、如果能够研制出适宜的加工方法,降低该零件的成型难度,势必会大大增强企业在复杂高温钛合金加工领域的竞争力,提升企业的经济效益。
技术实现思路
1、本发明的目的在于:提供一种ta32钛合金零件热拉深成形工艺,解决现有直升机发动机排气装置上的后壁零件成形困难的问题。
2、本发明采用的技术方案如下:
3、一种ta32钛合金零件热拉深成形工艺,包括以下步骤:
4、(1)领料、下料、钳修:
5、领取钛合金物料并基于所需板料的尺寸激光切割下料,钳修边缘至光滑、打磨板料表面缺陷,减小切边质量对成形过程的影响;
6、(2)涂涂料:清理板料表面并在板料表面上均匀喷涂t-50保护涂料,保证无堆积并自然风干;
7、(3)热拉深成形:
8、(3.1)安装热拉深成形模具:抛修模具表面并清理,在工作型面上均匀喷涂t-50保护涂料保证无堆积并自然风干;正确安装模具至机床上,并将模具升温至预定温度;
9、(3.2)热拉深成形:将板料正确置于模具压边圈上,预热5~8分钟后对零件进行热拉深成形,结束后取出零件;
10、(4)五轴激光切割:
11、热拉深成形后的零件采用五轴激光切割机去除边缘余量,钳修打磨边缘重熔层至光滑,减小切边质量对成形过程的影响;
12、(5)热翻边成形:
13、(5.1)安装热翻边成形模具:抛修模具表面并清理,在工作型面上均匀喷涂t-50保护涂料保证无堆积并自然风干;正确安装模具至机床上,并将模具升温至预定温度;
14、(5.2)涂涂料:清理零件并在表面上均匀喷涂t-50保护涂料保证无堆积并自然风干;
15、(5.3)热翻边成形:将板材正确置于模具压边圈上,预热5~8分钟后对零件进行热翻边成形,结束后取出零件;
16、(6)五轴激光切割、钳修、酸洗:
17、热翻边成形后的零件采用五轴激光切割机去除边缘余量,钳修打磨边缘重熔层保证零件尺寸,钳修后酸洗;
18、(7)尺寸总检、入库:
19、对零件的尺寸进行全面检验,检验合格后包装入库。
20、进一步地,所述步骤(3.2)中热拉深成形时的成形温度为800℃~840℃,拉深速率为<1㎜/s,每拉深60㎜深度,停止机床运动,在成形温度下发生应力松弛作用1~2分钟,保温温度为800℃~840℃,保压压力为100t,保温保压时间为5~8分钟。
21、进一步地,所述步骤(5.3)中热翻边成形时的成形温度为800℃~840℃,成形速率为<1㎜/s,保温温度为800℃~840℃,保压压力为50t,保温保压时间为5~8分钟。
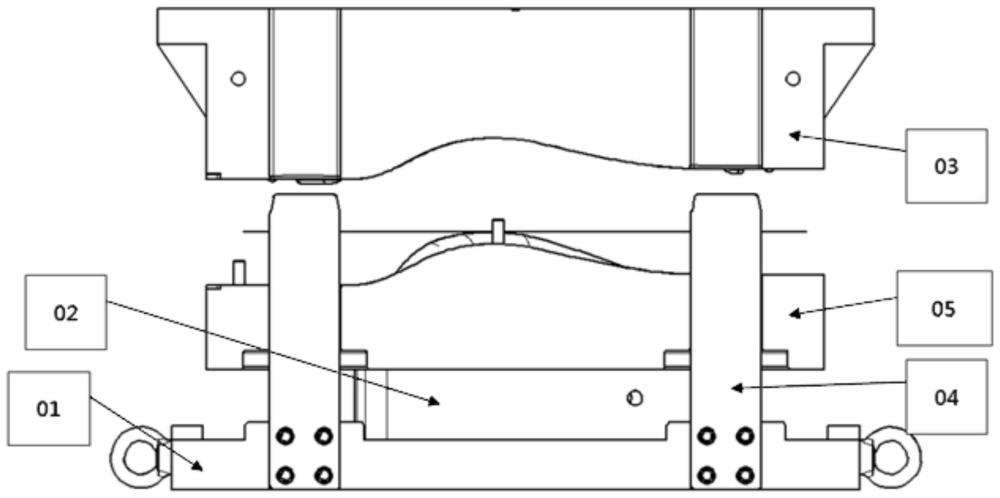
22、进一步地,所述步骤(3.1)中热拉深成形模具包括底板、凸模、凹模,所述凸模设置于底板上,所述凹模位于凸模上方,所述底板上还安装有导板,所述导板上安装有压边圈。
23、综上所述,由于采用了上述技术方案,本发明的有益效果是:
24、1、本发明中,采用将零件拉深成形后修边再翻边的成形方案,并选用最佳的加工参数,可以有效降低零件的成形难度及风险,不仅减小了原材料的消耗,同时减小了零件脱模后的回弹量,大大提高了零件的合格率,缩短了生产周期,成形零件无明显起皱,无破裂现象,材料减薄符合零件要求,有效解决了现有直升机发动机排气装置上的后壁零件成形困难的问题。
技术特征:
1.一种ta32钛合金零件热拉深成形工艺,其特征在于,包括以下步骤:
2.按照权利要求1所述的一种ta32钛合金零件热拉深成形工艺,其特征在于,所述步骤(3.2)中热拉深成形时的成形温度为800℃~840℃,拉深速率为<1㎜/s,每拉深60㎜深度,停止机床运动,在成形温度下发生应力松弛作用1~2分钟,保温温度为800℃~840℃,保压压力为100t,保温保压时间为5~8分钟。
3.按照权利要求1所述的一种ta32钛合金零件热拉深成形工艺,其特征在于,所述步骤(5.3)中热翻边成形时的成形温度为800℃~840℃,成形速率为<1㎜/s,保温温度为800℃~840℃,保压压力为50t,保温保压时间为5~8分钟。
4.按照权利要求1所述的一种ta32钛合金零件热拉深成形工艺,其特征在于,所述步骤(3.1)中热拉深成形模具包括底板(01)、凸模(02)、凹模(03),所述凸模(02)设置于底板(01)上,所述凹模(03)位于凸模(02)上方,所述底板(01)上还安装有导板(04),所述导板(04)上安装有压边圈(05)。
技术总结
本发明公开了一种TA32钛合金零件热拉深成形工艺,属于钛合金零件加工技术领域,目的在于解决现有直升机发动机排气装置上的后壁零件成形困难的问题。其包括以下步骤:(1)领料、下料、钳修;(2)涂涂料;(3)热拉深成形;(4)五轴激光切割;(5)热翻边成形;(6)五轴激光切割、钳修、酸洗;(7)尺寸总检、入库。通过采用将零件拉深成形后修边再翻边的成形方案,并选用最佳的加工参数,可以有效降低零件的成形难度及风险,不仅减小了原材料的消耗,同时减小了零件脱模后的回弹量,大大提高了零件的合格率,缩短了生产周期,成形零件无明显起皱,无破裂现象,材料减薄符合零件要求。本发明适用于TA32钛合金零件加工。
技术研发人员:周超,林宏伟,李乔梁,陈小军,张宇
受保护的技术使用者:成都长之琳航空制造有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!