一种应用于智慧工厂的钢辊校直控制系统及方法与流程
本发明涉及钢辊校直,具体涉及一种应用于智慧工厂的钢辊校直控制系统及方法。
背景技术:
1、随着近年来中国玻璃生产线的飞速发展,对玻璃生产装备的质量把控尤其重视,在玻璃装备制造中必不可少的就是传送辊的大量使用,如退火窑玻璃输送辊道,切裁工段辊道等等大量使用。辊道校直是金属材料加工的后部工序,这道工序可以大幅度提高产品的质量水平,可以大大改善产品在冷却和运输工程中产生的各种形状缺陷。如:辊道的弧形弯,横纵向弯曲,镰刀弯等。若不将辊道进行校直,对后期辊道深加工,套管,生产应用危害非常大。
2、现有技术中,所采用校直机通常采用人工方式进行控制,将刚成型的圆辊放在校直机后人工检测其弯曲度大的地方,将液压缸传送到缺陷部位,靠人工经验作业将其校直,此方法依赖于工人的经验,而且费时费力,成品率不能稳定。
技术实现思路
1、本发明的目的在于提供一种应用于智慧工厂的钢辊校直控制系统,用于解决现有技术中如何对辊道缺陷处进行自动校直的问题,并且接入智慧工厂的mes控制中心记录数据。
2、本发明的目的可以通过以下技术方案实现:
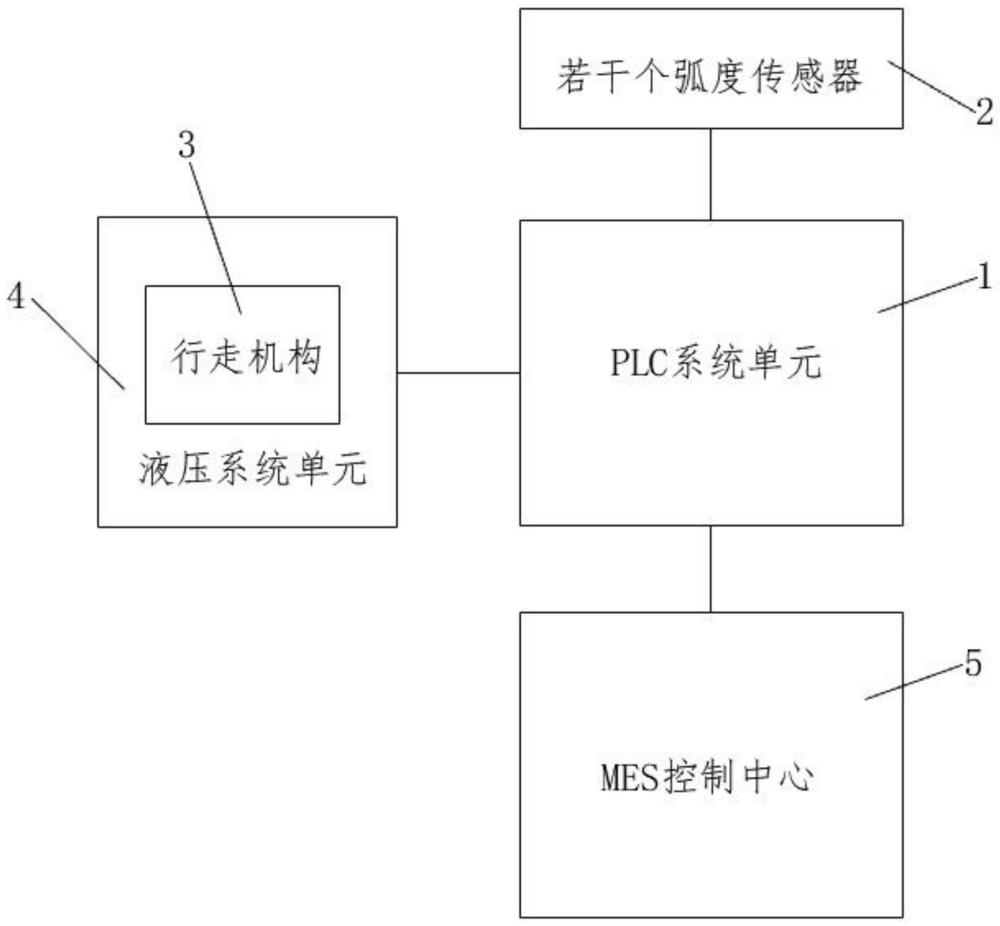
3、一种应用于智慧工厂的钢辊校直控制系统,包括plc系统单元、弧度传感器、行走机构、液压系统单元和mes控制中心;
4、所述弧度传感器沿钢辊圆周方向上设置有若干个,所述弧度传感器用于检测获取钢辊的实时缺陷度,并发送至所述plc系统单元的控制cpu;
5、所述plc系统单元的控制cpu用于比对分析实时缺陷度与预设缺陷度,根据比对分析结果,所述plc系统单元电控连接的行走结构移动至缺陷部位;
6、所述液压系统单元与所述plc系统单元之间电性连接,所述液压系统单元用于对钢辊缺陷部位进行紧压应力校直;
7、所述mes控制中心与所述plc系统单元之间通讯连接,所述mes控制中心用于记录所述plc系统单元通讯发送的工作数据。
8、作为本发明进一步的方案:所述弧度传感器为西瓦卡cw-141百分测微计,并通过profibus协议传送连接所述plc系统单元的控制cpu。
9、作为本发明进一步的方案:所述plc系统单元通过工业以太网profinet通讯传送连接所述mes控制中心。
10、一种应用于智慧工厂的钢辊校直控制方法,包括以下步骤:
11、s10、采用若干个弧度传感器检测获取钢辊的实时缺陷度,并发送至plc系统单元的控制cpu;
12、s20、plc系统单元的控制cpu将实时缺陷度与预设缺陷度进行比对分析,若实时缺陷度大于预设缺陷度时,所述plc系统单元电控连接的行走机构移动至缺陷部位;
13、s30、根据实时缺陷度与预设缺陷度之间的偏差值,所述plc系统单元电控连接的液压系统单元通过液压缸对钢辊缺陷部位进行紧压应力校直,其中,所述液压缸的伸缩行程值通过高精度编码器获取,并反馈至所述plc系统单元;
14、s40、所述液压系统单元通过液压缸对钢辊缺陷部位进行紧压应力校直后,再次对钢辊缺陷部位通过弧度传感器进行检测校直缺陷度,plc系统单元的控制cpu将校直缺陷度与预设缺陷度进行比对分析,若校直缺陷度大于预设缺陷度时,循环至所述液压系统单元通过液压缸对钢辊缺陷部位进行再次紧压应力校直,直至获取的校直缺陷度小于预设缺陷度,结束校直。
15、作为本发明进一步的方案:步骤s10至步骤s40中,所述plc系统单元通过工业以太网profinet通讯传送连接所述mes控制中心。
16、作为本发明进一步的方案:步骤s20和步骤s40中,预设缺陷度为1mm。
17、作为本发明进一步的方案:步骤s30中高精度编码器为mps-s拉绳拉线直线位移传感器。
18、本发明应用于智慧工厂的钢辊校直控制系统及方法至少有以下有益效果:
19、(1)钢辊校直控制系统可以有自动和手动选择操作模式,可通过人机界面的悬臂系统进行切换,通过启动相关序列进行维护和生产,操作人员通过选择手动控制进行相关维护和保养,提高安全;
20、(2)在自动条件下辊道的表面的平整度和弯曲度传送给cpu进行数据采集,对需要校直的部位进行自动校直,同时查看油站的温度、压力以及供油情况,可以直接观察,不需要借助外部工具进行额外测量,提高生产效率;
21、(3)并将当日产品数量发送到智慧工厂mes系统中进行累计相加。智能化控制车间有效生产与制作,减少损耗的同时能最大优化资源使用率;
22、(4)当发生紧急情况时可立即操作悬臂控制箱上的急停按钮就行关断电源,防止事故发生。
技术特征:
1.一种应用于智慧工厂的钢辊校直控制系统,其特征在于,包括plc系统单元(1)、弧度传感器(2)、行走机构(3)、液压系统单元(4)和mes控制中心(5);
2.根据权利要求1所述的一种应用于智慧工厂的钢辊校直控制系统,其特征在于,所述弧度传感器(2)为西瓦卡cw-141百分测微计,并通过profi bus协议传送连接所述plc系统单元(1)的控制cpu。
3.根据权利要求1所述的一种应用于智慧工厂的钢辊校直控制系统,其特征在于,所述plc系统单元(1)通过工业以太网profinet通讯传送连接所述mes控制中心(5)。
4.一种应用于智慧工厂的钢辊校直控制方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种应用于智慧工厂的钢辊校直控制方法,其特征在于,步骤s10至步骤s40中,所述plc系统单元(1)通过工业以太网profinet通讯传送连接所述mes控制中心(5)。
6.根据权利要求4所述的一种应用于智慧工厂的钢辊校直控制方法,其特征在于,步骤s20和步骤s40中,预设缺陷度为1mm。
7.根据权利要求4所述的一种应用于智慧工厂的钢辊校直控制方法,其特征在于,步骤s30中高精度编码器为mps-s拉绳拉线直线位移传感器。
技术总结
本发明公开了一种应用于智慧工厂的钢辊校直控制系统,包括PLC系统单元、弧度传感器、行走机构、液压系统单元和MES控制中心;弧度传感器用于检测获取钢辊的实时缺陷度,并发送至PLC系统单元的控制CPU;PLC系统单元的控制CPU用于比对分析实时缺陷度与预设缺陷度,根据比对分析结果,PLC系统单元电控连接的行走结构移动至缺陷部位,液压系统单元用于对钢辊缺陷部位进行紧压应力校直;MES控制中心用于记录PLC系统单元通讯发送的工作数据。在自动条件下辊道的表面的平整度和弯曲度传送给CPU进行数据采集,对需要校直的部位进行自动校直,提高生产效率。
技术研发人员:杨华龙,芮冬,卢佩庆,许新林,巩恒亮,司文凯
受保护的技术使用者:蚌埠凯盛工程技术有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!