一种耳钉碰焊焊接方法
本发明涉及耳钉碰焊的,更具体地,涉及一种耳钉碰焊焊接方法。
背景技术:
1、耳饰装饰品往往需要焊接耳钉,耳饰焊接形式多样,从而增加装饰品整体的美感,亦方便人们的佩戴。传统的耳饰装饰品碰焊焊接采用纯手工的碰焊焊接方式,或者采用半自动的碰焊焊接方式,同时耳钉的放置多数采取手动摆放的形式,或者用摇针机将耳钉摆放好在针板上,再将摆好耳钉的针板人为地摆放至机器上,从而实现机器的碰焊。传统的耳饰碰焊焊接机械化和自动化程度不高,同时焊接作业效率不高。
2、现有技术公开了一种耳钉自动焊接设备及耳钉焊接的方法,在所述耳针排布槽内放入批量的耳针,所述耳针沿着耳针排布槽移动至耳针卡接槽内,第一驱动单元驱动滑动块滑动,滑动块推动耳针卡接槽内的耳针移动至耳针定位孔内;最顶部的机械手向上移动并抓取耳针定位孔内的耳针并沿着出料口滑出,最顶部的机械手随转盘转动至转盘的最底部,最底部的机械手将抓取的耳针移动至目标焊接位置,同时,耳背固定块上预先放置有耳背,耳背由焊接平台移动至目标焊接位置,激光焊接机构对准目标焊接位置,用于将耳背与耳针焊接成目标耳钉。该方案中,采用激光焊接,成本高,且当完成一次焊接后,最底部的机械手需转动至最上方再次抓取耳针,再继续转动到最下方焊接目标耳钉,机械手运动路径长,需设置转盘实现机械手转动,设备冗杂,成本高。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种耳钉碰焊焊接方法,通过自动供针机构自动供针至爪阀机构,缩短爪阀机构取针行程,简化机构,且通过碰焊焊接耳钉,降低了生产成本。
2、为解决上述技术问题,本发明采用的技术方案是:
3、提供一种耳钉碰焊焊接方法,方法包括以下步骤:
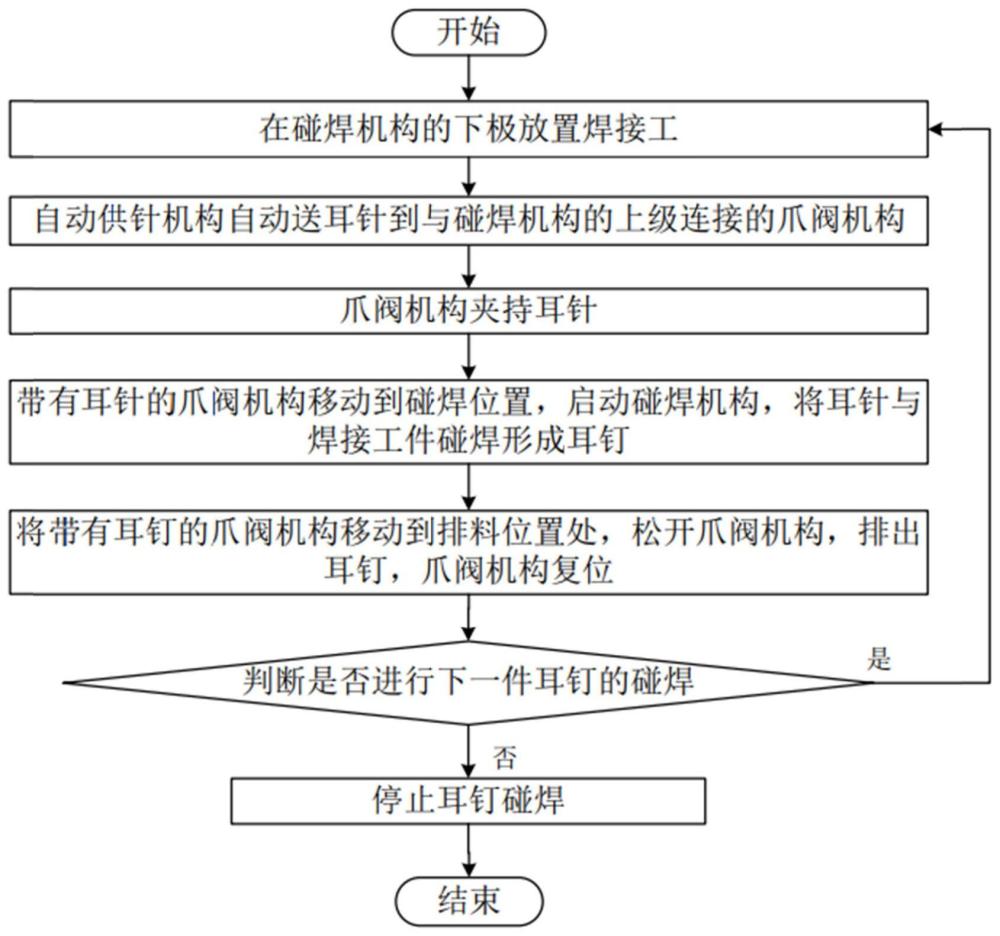
4、s1:在碰焊机构的下极放置焊接工件;
5、s2:自动供针机构自动送耳针到与碰焊机构的上级连接的爪阀机构;
6、s3:爪阀机构夹持耳针;
7、s4:带有耳针的爪阀机构移动到碰焊位置,启动碰焊机构,将耳针与焊接工件碰焊形成耳钉;
8、s5:将带有耳钉的爪阀机构移动到排料位置处,松开爪阀机构,排出耳钉,爪阀机构复位;
9、s6:判断是否进行下一件耳钉的碰焊,若是,重复步骤s1至步骤s5;若否,停止耳钉碰焊。
10、本发明的耳钉碰焊焊接方法,利用自动供针机构向爪阀机构供耳针,爪阀机构夹持耳针,耳针与上极通过爪阀机构连接,带有耳针和碰焊机构上极的爪阀机构移动到碰焊位置,启动碰焊机构,上极和下极之间的作用转化至耳针与焊接工件之间的作用,将耳针与焊接工件碰焊形成耳钉,带有耳钉的爪阀机构移动至排料位置处,松开爪阀机构可排出耳钉,然后使爪阀机构复位,重复上述操作可进行下移耳钉的碰焊,直至所有耳钉碰焊完成,关闭碰焊机构,可停止耳钉碰焊。本发明中,通过自动供针机构自动供针至爪阀机构,缩短爪阀机构取针行程,简化机构,且通过碰焊焊接耳钉,降低了生产成本。
11、优选地,步骤s4中,带有耳针的爪阀机构移动到碰焊位置前,爪阀机构先移动到沾焊膏装置使耳针沾取焊膏。
12、优选地,沾焊膏装置包括焊膏盒、转动电机和挡片,转动电机的输出端与焊膏盒连接以驱动焊膏盒旋转,挡片固定设置且挡片悬空于焊膏盒内部上方;碰焊机构开启前,向焊膏盒内注入焊膏;当碰焊机构开启,转动电机一直处于开启状态,在转动电机驱动焊膏盒转动时,挡片推压焊膏盒内的焊膏使焊膏平铺,使后续耳针沾取焊膏时是等量的。
13、优选地,步骤s2中,自动供针机构包括依次连接的上料模块、入料模块、图像识别模块和送针模块,送针流程包括:
14、s21:上料模块将耳针上料至入料模块的待入料区;
15、s22:检测送针模块的待送针区内是否有耳针,若否,进入步骤s23;若是,进入步骤s25;
16、s23:启动入料模块的入料区电机,将待入料区内的耳针送至图像识别模块的图像识别区域;
17、s24:通过图像识别模块判断图像识别区域内的耳针方向是否正确,若是,将耳针送入送针模块的待送针区;若否,启动图像识别模块的旋转方向电机,使耳针旋转至方向正确,将耳针送入送针模块的待送针区;
18、s25:通过送针模块将待送针区的耳针吹至碰焊机构的爪阀机构。
19、优选地,步骤s24中,将耳针送入送针模块的待送针区后,入料区电机反转复原,判断旋转方向电机是否运转过,若是,旋转方向电机反转复原;若否,保持旋转方向电机状态不变。
20、优选地,步骤s25的过程为:判断是否有送针信号,若否,等待送针信号;若是,执行送针流程,通过送针模块将待送针区的耳针吹至碰焊机构的爪阀机构。
21、优选地,步骤s25中,爪阀机构设有进料通道,自动供针机构供给的耳针通过进料通道下落至爪阀机构底部并被爪阀机构夹持。
22、优选地,步骤s2、步骤s3中,爪阀机构底部设有活动挡板,当爪阀机构位于待取耳钉位置处,活动挡板位于进料通道下方,自动供针机构自动送耳针到爪阀机构的进料通道,耳针沿着进料通道下滑至耳针底部与活动挡板接触,爪阀机构夹持耳针,活动挡板打开。
23、优选地,步骤s5中,爪阀机构设有排料机构,且排料机构的输出轴滑动于进料通道内,当带有耳钉的爪阀机构移动到排料位置处,松开爪阀机构,排料机构的输出轴下行推出耳钉。
24、优选地,步骤s4中,将耳针与焊接工件碰焊形成耳钉的过程为:带有耳针的爪阀机构移动到碰焊位置,使耳针位于焊接工件上方,爪阀机构下移,耳针接触面与焊接工件接触面之间形成压力,同时调节碰焊机构的调节电压和延时时间,利用碰焊机构上极和下极之间产生的电流,上极和下极形成短暂导通,从而形成短暂的强大热量,使得耳针与焊接工件相熔在一起。
25、本发明的耳钉碰焊焊接方法与现有技术相比,产生的有益效果为:
26、通过自动供针机构自动供针至爪阀机构,缩短爪阀机构取针行程,简化机构,且通过碰焊焊接耳钉,降低了生产成本。
技术特征:
1.一种耳钉碰焊焊接方法,其特征在于,方法包括以下步骤:
2.根据权利要求1所述的耳钉碰焊焊接方法,其特征在于,步骤s4中,带有耳针的爪阀机构移动到碰焊位置前,爪阀机构先移动到沾焊膏装置使耳针沾取焊膏。
3.根据权利要求2所述的耳钉碰焊焊接方法,其特征在于,沾焊膏装置包括焊膏盒、转动电机和挡片,转动电机的输出端与焊膏盒连接以驱动焊膏盒旋转,挡片固定设置且挡片悬空于焊膏盒内部上方;碰焊机构开启前,向焊膏盒内注入焊膏;当碰焊机构开启,转动电机一直处于开启状态,在转动电机驱动焊膏盒转动时,挡片推压焊膏盒内的焊膏使焊膏平铺,使后续耳针沾取焊膏时是等量的。
4.根据权利要求1所述的耳钉碰焊焊接方法,其特征在于,步骤s2中,自动供针机构包括依次连接的上料模块、入料模块、图像识别模块和送针模块,送针流程包括:
5.根据权利要求4所述的耳钉碰焊焊接方法,其特征在于,步骤s24中,将耳针送入送针模块的待送针区后,入料区电机反转复原,判断旋转方向电机是否运转过,若是,旋转方向电机反转复原;若否,保持旋转方向电机状态不变。
6.根据权利要求4所述的耳钉碰焊焊接方法,其特征在于,步骤s25的过程为:判断是否有送针信号,若否,等待送针信号;若是,执行送针流程,通过送针模块将待送针区的耳针吹至碰焊机构的爪阀机构。
7.根据权利要求4所述的耳钉碰焊焊接方法,其特征在于,步骤s25中,爪阀机构设有进料通道,自动供针机构供给的耳针通过进料通道下落至爪阀机构底部并被爪阀机构夹持。
8.根据权利要求7所述的耳钉碰焊焊接方法,其特征在于,步骤s2、步骤s3中,爪阀机构底部设有活动挡板,当爪阀机构位于待取耳钉位置处,活动挡板位于进料通道下方,自动供针机构自动送耳针到爪阀机构的进料通道,耳针沿着进料通道下滑至耳针底部与活动挡板接触,爪阀机构夹持耳针,活动挡板打开。
9.根据权利要求7所述的耳钉碰焊焊接方法,其特征在于,步骤s5中,爪阀机构设有排料机构,且排料机构的输出轴滑动于进料通道内,当带有耳钉的爪阀机构移动到排料位置处,松开爪阀机构,排料机构的输出轴下行推出耳钉。
10.根据权利要求1至9任一项所述的耳钉碰焊焊接方法,其特征在于,步骤s4中,将耳针与焊接工件碰焊形成耳钉的过程为:带有耳针的爪阀机构移动到碰焊位置,使耳针位于焊接工件上方,爪阀机构下移,耳针接触面与焊接工件接触面之间形成压力,同时调节碰焊机构的调节电压和延时时间,利用碰焊机构上极和下极之间产生的电流,上极和下极形成短暂导通,从而形成短暂的强大热量,使得耳针与焊接工件相熔在一起。
技术总结
本发明涉及耳钉碰焊的技术领域,更具体地,涉及一种耳钉碰焊焊接方法,利用自动供针机构向爪阀机构供耳针,爪阀机构夹持耳针,耳针与上极通过爪阀机构连接,带有耳针和碰焊机构上极的爪阀机构移动到碰焊位置,启动碰焊机构,上极和下极之间的作用转化至耳针与焊接工件之间的作用,将耳针与焊接工件碰焊形成耳钉,带有耳钉的爪阀机构移动至排料位置处,松开爪阀机构可排出耳钉,然后使爪阀机构复位,重复上述操作可进行下移耳钉的碰焊,直至所有耳钉碰焊完成,关闭碰焊机构,可停止耳钉碰焊。本发明通过自动供针机构自动供针至爪阀机构,缩短爪阀机构取针行程,简化机构,且通过碰焊焊接耳钉,降低了生产成本。
技术研发人员:李锦华,张建瓴,李松,解宇,潘澳,王博
受保护的技术使用者:华南农业大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!