一种镁合金板材的表面处理方法
本发明涉及金属表面处理,尤其涉及一种镁合金板材的表面处理方法。
背景技术:
1、镁合金自开发以来,因其具有高的比强度、比刚度、优良的阻尼性能,以及防磁、屏蔽、散热、易切削加工、易回收等许多特性,在交通、电子信息、航空等很多方面具有代替其他合金的潜质,一直倍受关注。镁合金板材更是有很广阔的应用前景。
2、然而,由于铸态镁合金抗拉强度普遍较低,难以达到实际生活中的应用要求,现有镁合金加工技术如热处理、大塑性变形等技术对镁合金性能提升有限,处理工艺较为复杂,处理耗时很长,无法进行大面积的镁合金表面处理。
技术实现思路
1、本发明的目的在于提供一种镁合金板材的表面处理方法,所述表面处理方法简单易行、快速高效,可有效提高铸态镁合金的力学性能,实现大面积镁合金的表面处理。
2、为了实现上述发明目的,本发明提供以下技术方案:
3、本发明提供了一种镁合金板材的表面处理方法,包括以下步骤:
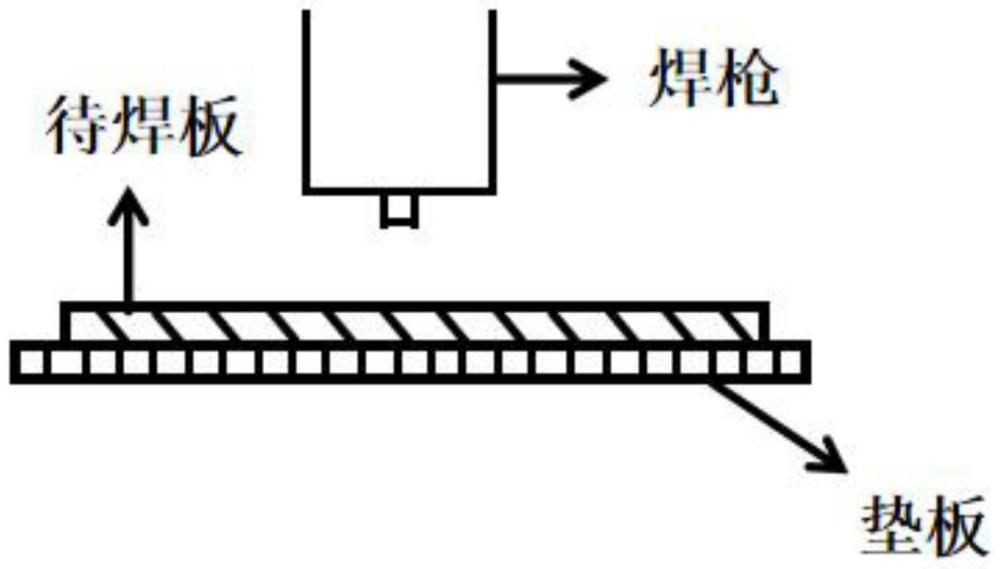
4、将待处理镁合金板材固定于镁合金垫板后,将所述待处理镁合金板材的表面覆盖精炼剂,采用直流钨极氩弧焊进行表面处理,得到处理后镁合金板材;
5、所述表面处理的参数包括:氩气流量0.5~2l/min,钨针直径2.4mm,伸出长度2~3mm,钨针与待处理镁合金板材表面的距离为1~5mm;焊枪钨极与焊件之间的夹角为70°~85°,焊接路径从左到右,焊接电流为100~150a,焊接速度为10~20mm/s。
6、优选的,所述待处理镁合金板材的厚度为5~10mm。
7、优选的,所述待处理镁合金板材的反面与镁合金垫板接触。
8、优选的,所述镁合金垫板的合金成分与待处理镁合金板材相同。
9、优选的,所述镁合金垫板的厚度为1~10mm,长度和宽度均>待处理镁合金板材。
10、优选的,将待处理镁合金板材固定于镁合金垫板前,将所述待处理镁合金板材进行打磨;所述打磨的方式为砂纸打磨。
11、优选的,完成所述表面处理后,断弧,持续通入氩气5~10s。
12、优选的,所述精炼剂包括sf6。
13、优选的,所述待处理镁合金板材的组成为mg98.5zn0.5y;其中,zn质量百分含量为0.5%,y质量百分含量为1%,mg质量百分含量为98.5%。
14、本发明提供了一种镁合金板材的表面处理方法,在待处理镁合金板材反面垫上镁合金垫板,采用钨极氩弧焊以100~150a的焊接电流和10~20mm/s的焊接速度从左到右对板材进行氩弧焊表面处理,钨极氩弧焊产生大量焊接热,熔池与基体之间形成很大的温度梯度,短时间内使镁合金板材表面一定深度区域内金属熔化并快速冷却,同时,焊接电弧对熔池中的液态金属具有强烈的搅拌作用,大大细化了铸态镁合金的晶粒,从而显著提高了铸态镁合金的力学性能;此外,由于焊接速度快(10~20mm/s),每分钟焊接长度可达到600mm以上,因而本发明的方法能够简单快速的对镁合金板材进行表面处理,有效提高铸态镁合金的力学性能,适用于一般镁合金板材的表面处理,可以有效解决铸态镁合金板材力学性能差的问题。
15、本发明所用镁合金垫板与待处理镁合金板材具有同样的成分,导热速率相同,可以提高待处理板材焊接时的热传导。
16、本发明的表面处理方法简单易行,快速高效,后续与机械手臂相结合,可以对大面积的大型镁合金板材进行快速表面处理。
技术特征:
1.一种镁合金板材的表面处理方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的表面处理方法,其特征在于,所述待处理镁合金板材的厚度为5~10mm。
3.根据权利要求1或2所述的表面处理方法,其特征在于,所述待处理镁合金板材的反面与镁合金垫板接触。
4.根据权利要求1或2所述的表面处理方法,其特征在于,所述镁合金垫板的合金成分与待处理镁合金板材相同。
5.根据权利要求1或2所述的表面处理方法,其特征在于,所述镁合金垫板的厚度为1~10mm,长度和宽度均>待处理镁合金板材。
6.根据权利要求1所述的表面处理方法,其特征在于,将待处理镁合金板材固定于镁合金垫板前,将所述待处理镁合金板材进行打磨;所述打磨的方式为砂纸打磨。
7.根据权利要求1或2所述的表面处理方法,其特征在于,完成所述表面处理后,断弧,持续通入氩气5~10s。
8.根据权利要求1所述的表面处理方法,其特征在于,所述精炼剂包括sf6。
9.根据权利要求1所述的表面处理方法,其特征在于,所述待处理镁合金板材的组成为mg98.5zn0.5y;其中,zn质量百分含量为0.5%,y质量百分含量为1%,mg质量百分含量为98.5%。
技术总结
本发明提供了一种镁合金板材的表面处理方法,属于金属表面处理技术领域。本发明在待处理镁合金板材反面垫上与成分一致的镁合金垫板,采用钨极氩弧焊以100~150A的焊接电流和10~20mm/s的焊接速度从左到右对板材进行氩弧焊表面处理,能够简单快速的对镁合金板材进行表面处理,有效提高铸态镁合金的力学性能,适用于一般镁合金板材的表面处理,可以有效解决铸态镁合金板材力学性能差的问题。本发明的表面处理方法简单易行,快速高效,后续与机械手臂相结合,可以对大面积的大型镁合金板材进行快速表面处理。
技术研发人员:冯中学,李子逸,张光宇,徐静,钟丽萍,董学懋,王鹤,李振鹏
受保护的技术使用者:昆明理工大学
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!