一种工业吊扇叶片连接件加工工艺的制作方法
本发明属于挤压加工,尤其涉及一种工业吊扇叶片连接件加工工艺。
背景技术:
1、工业吊扇叶片连接件的材料要求为牌号6082的铝合金,其现有的加工工艺为:铝合金棒材(t6状态)→锯取料→加工中心cnc切削加工1→切削加工2,现有的工业吊扇叶片连接件原材料采用挤压棒材,经t6处理,内部有残余应力,外表面应力平衡,切削加工后,特别是开槽后,外表面的应力失去平衡、残余应力释放,同时切削加工又产生了新的应力,应力使工件发生变形,导致槽口的尺寸发生变化,失去了原有的加工尺寸,导致产品出现不合格的现象,如果材料不经t6处理的,材质硬度太低,切削加工时会粘刀,表面粗糙度与尺寸精度无法保证,现有的工业吊扇叶片连接件加工工艺还存在生产效率低、材料利用率低和加工成本高的问题,由此有必要做出改进。
技术实现思路
1、本发明的目的是针对上述存在的技术问题,提供一种工业吊扇叶片连接件加工工艺,以提高产品合格率。
2、有鉴于此,本发明提供一种工业吊扇叶片连接件加工工艺,包括以下步骤:
3、s1原材料处理,将铝合金棒材进行退火处理;
4、s2锯取料,将s1中退火状态的铝合金棒材锯取料;
5、s3皂化处理,将s2中的铝合金棒材进行皂化处理以对铝合金棒材进行润滑;
6、s4冷挤压成型,将s3中润滑后的铝合金棒材放入挤压设备进行冷挤压成型;
7、s5保压稳定,在对铝合金棒材进行冷挤压后,使铝合金棒材在挤压设备上静止保持设定的时间;
8、s6卸料,将成型后的工业吊扇叶片连接件由挤压设备取出。
9、在本技术方案中,通过上述工艺对工业吊扇叶片连接件进行加工能够使得连接件的开口槽的尺寸合格率达100%,并确保尺寸的一致性,并且生产效率提高了2倍,同时材料利用率提高到99.5%,降低了生产成本。
10、在上述技术方案中,进一步的,所述挤压设备还包括:
11、挤压平台,所述挤压平台上设置有上模架和下模架;
12、挤压上模,所述挤压上模设置在上模架上;
13、挤压下模,所述挤压下模设置在下模架上;
14、顶出杆,所述顶出杆设置在下模架上并位于挤压下模的底部;
15、其中,所述挤压下模中设置有用于容纳铝合金棒材的料腔。
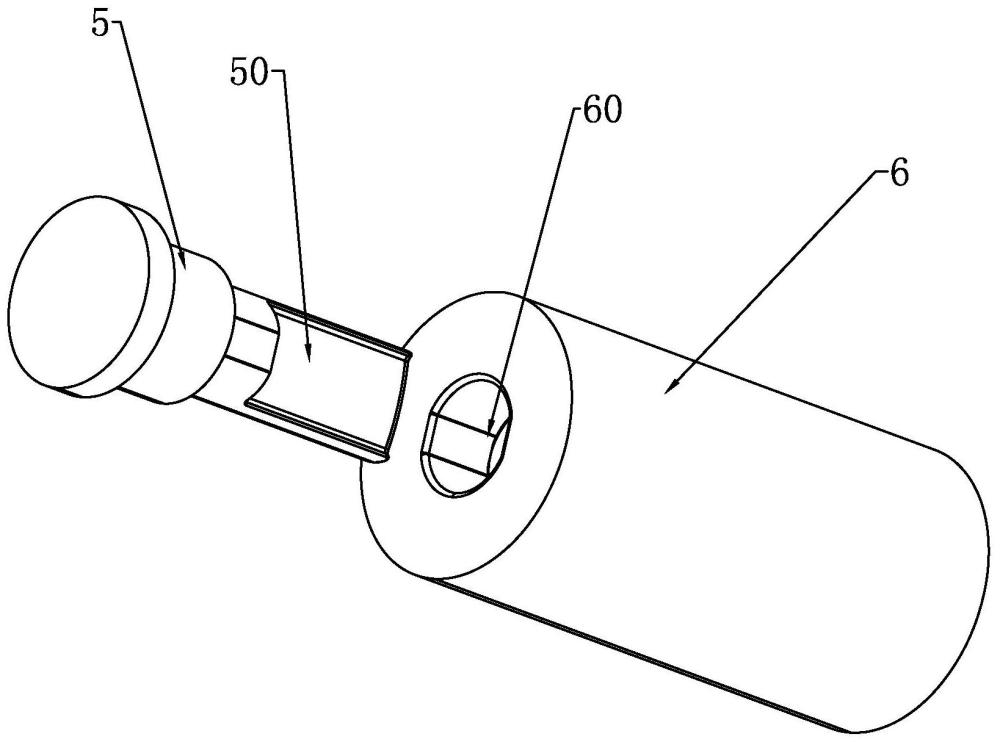
16、在上述技术方案中,进一步的,所述挤压上模具有挤压芯部且挤压芯部的尺寸与工业吊扇叶片连接件槽口尺寸对应,所述料腔的形状与工业吊扇叶片连接件的外形对应。
17、在上述技术方案中,进一步的,所述步骤s4还包括:
18、s40模具安装,将挤压上模和挤压下模对应安装定位在上模架和下模架上;
19、s41下料,将经过皂化处理后的铝合金棒材放入挤压下模的料腔中;
20、s42冷挤压,开动挤压设备,挤压上模动作移动插入挤压下模的料腔中,料腔内的材料受挤压力发生流动变形,直至挤压上模到达设定的位置时,停止移动。
21、在上述技术方案中,进一步的,所述步骤s5还包括:
22、s50保压,挤压上模静止保压设定的时间;
23、s51卸料,挤压上模退回,挤压设备的顶料杆将产品顶出挤压下模。
24、在上述技术方案中,进一步的,还包括:
25、降温机构,所述降温机构设置在挤压平台中,所述降温机构包括设置在挤压下模中的冷却介质循环管;
26、其中,所述冷却介质循环管中可循环流动冷却介质。
27、在上述技术方案中,进一步的,所述降温机构还包括:
28、设备腔,所述设备腔设置在挤压平台中,所述设备腔中设置有冷却介质存储箱;
29、散热管段,所述散热管段串联设置在进液管上,所述散热管段上设置有由若干散热翅片构成的散热翅片组;
30、制冷件,所述制冷件设置在冷却介质存储箱的底部用于吸收冷却介质携带的热量;
31、其中,所述冷却介质存储箱上具有出液管和进液管且出液管和进液管分别于冷却介质循环管的进口和出口连通,所述出液管上串联有输出泵,所述设备腔的内壁上设置有与外部连通的通风口。
32、在上述技术方案中,进一步的,所述散热翅片还包括:
33、通风槽,所述通风槽设置在散热翅片上并贯穿散热翅片;
34、其中,所述散热翅片的表面的呈波浪状。
35、在上述技术方案中,进一步的,所述制冷件还包括:
36、吸热基体,所述吸热基体的上端设置在冷却介质存储箱中,下端位于冷却介质存储箱外;
37、若干吸热鳍片,若干吸热鳍片沿吸热基体的周向均匀分布在吸热基体的上端;
38、散热基体,所述散热基体设置在吸热基体的下方;
39、若干半导体制冷片,若干半导体制冷片均匀分布在吸热基体和散热基体之间;
40、若干散热鳍片,若干散热鳍片沿散热基体的周向均匀分布在散热基体的下端;
41、其中,所述半导体制冷片的冷端与吸热基体相接,热端与散热基体相接。
42、在上述技术方案中,进一步的,所述制冷件还包括:
43、风机壳,所述风机壳设置在散热基体的外侧,所述风机壳中设置有散热风机,所述风机壳的周向表面上设置有若干散热风口;
44、其中,若干散热鳍片的中心处设置有用于容纳散热风机的容置腔。
45、本发明的有益效果是:
46、1.通过冷挤压工艺对工业吊扇叶片连接件进行加工能够使得连接件的开口槽的尺寸合格率达100%,并确保尺寸的一致性,并且生产效率提高了2倍,同时材料利用率提高到99.5%,降低了生产成本;
47、2.通过降温机构的设置能够确保铝合金在挤压过程中具有适当的塑性,防止温度控制不当导致挤出截面不均匀或材料性能问题等现象的出现,提高了工业吊扇叶片连接件的成品质量;
48、3.通过散热管段、散热翅片和制冷件的设置能够保证冷却介质温度的稳定性,保证工业吊扇叶片连接件加工过程中的温度控制效果。
技术特征:
1.一种工业吊扇叶片连接件加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述挤压设备(1)还包括:
3.根据权利要求2所述的一种工业吊扇叶片连接件加工工艺,其特征在于:所述挤压上模(5)具有挤压芯部(50)且挤压芯部(50)的尺寸与工业吊扇叶片连接件槽口尺寸对应,所述料腔(60)的形状与工业吊扇叶片连接件的外形对应。
4.根据权利要求3所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述步骤s4还包括:
5.根据权利要求4所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述步骤s5还包括:
6.根据权利要求2所述的一种工业吊扇叶片连接件加工工艺,其特征在于,还包括:
7.根据权利要求6所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述降温机构(8)还包括:
8.根据权利要求7所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述散热翅片(13)还包括:
9.根据权利要求7所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述制冷件(14)还包括:
10.根据权利要求9所述的一种工业吊扇叶片连接件加工工艺,其特征在于,所述制冷件(14)还包括:
技术总结
本发明属于挤压加工技术领域,尤其涉及一种工业吊扇叶片连接件加工工艺,包括以下步骤:S1原材料处理,将铝合金棒材进行退火处理;S2锯取料,将S1中退火状态的铝合金棒材锯取料;S3皂化处理,将S2中的铝合金棒材进行皂化处理以对铝合金棒材进行润滑;S4冷挤压成型,将S3中润滑后的铝合金棒材放入挤压设备进行冷挤压成型;S5保压稳定,在对铝合金棒材进行冷挤压后,使铝合金棒材在挤压设备上静止保持设定的时间;S6卸料,将成型后的工业吊扇叶片连接件由挤压设备取出,通过上述工艺对工业吊扇叶片连接件进行加工能够使得连接件的开口槽的尺寸合格率达100%,并确保尺寸的一致性,并且生产效率提高了2倍,同时材料利用率提高到99.5%,降低了生产成本。
技术研发人员:徐竞,徐飞,徐友群
受保护的技术使用者:兰溪市同力铝业股份有限公司
技术研发日:
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!