一种微波模块低空洞率接地钎焊方法与流程
本发明属于钎焊,尤其涉及一种微波模块低空洞率接地钎焊方法。
背景技术:
1、微波模块微带焊接层空洞率对微波模块的性能和长期可靠性有着直接影响。在焊接过程中,焊接层空洞(尤其是大空洞)会形成各种阻抗,对微波模块的散热存在较大影响,同时空洞导致接地状况不佳,也会造成电路串扰、插入损耗以及带来附加的电容与震荡,因此降低空洞率对微波模块性能提升及长期可靠性有重要意义。
技术实现思路
1、本发明的目的在于提供一种微波模块低空洞率接地钎焊方法,解决微波模块中微带接地钎焊时焊接层空洞问题。
2、为了实现上述目的,本发明的一个方面提供一种微波模块低空洞率接地钎焊方法,包括:
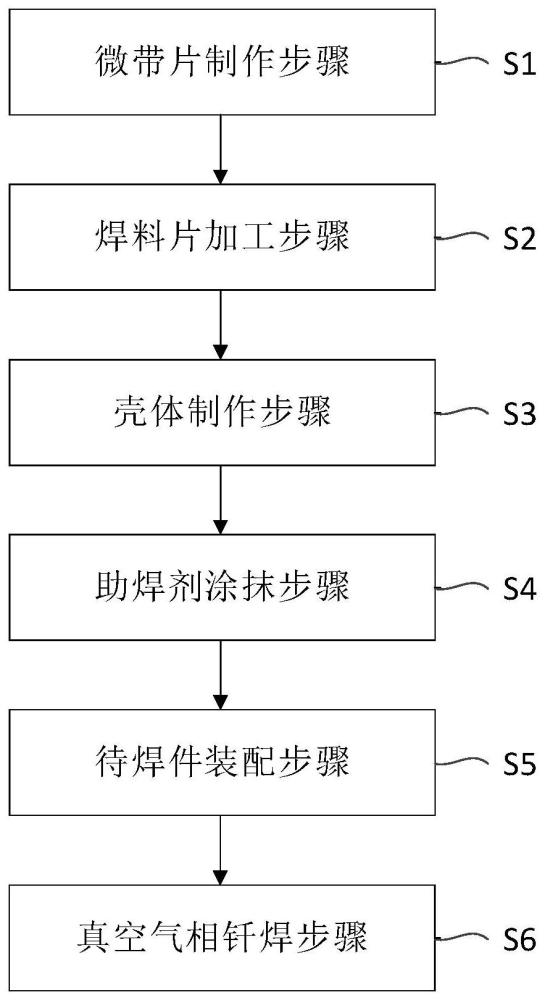
3、微带片制作步骤:在微带片上设置多个排气通孔,所述排气通孔设置在主微带两侧且通孔边缘距主微带的距离≥0.3mm,所述排气通孔的直径为0.4-1.0mm之间,通孔中心间距≥0.5mm;
4、焊料片加工步骤:采用激光加工方式加工焊料片,根据微带片的形状使焊料片相对于微带片形成内缩避让,避让量≤2.0mm,并且焊料片的厚度为30-100μm;
5、壳体制作步骤:采用铝合金制作铝合金壳体;
6、助焊剂涂抹步骤:在铝合金壳体、微带片以及焊料片上涂抹助焊剂;
7、待焊件装配步骤:在铝合金壳体上放置焊料片,焊料片的放置位置与微带片的待焊位置一致,将微带片平放于焊料片上方,形成待焊装配件;
8、真空气相钎焊步骤:将待焊装配件放入真空气相焊炉内,钎焊温度高于焊料片熔点20℃-50℃,在40-60mbar的真空度、60-120s的回流时间条件下进行钎焊。
9、优选地,所述焊料片的焊料为sn63pb37焊料、sac305焊料,snbi 1ag焊料中的一种。
10、优选地,当焊料为sn63pb37焊料时,在所述真空气相钎焊步骤中,钎焊温度为210-225℃、时间为60-120s。
11、优选地,当焊料为sac305焊料时,在所述真空气相钎焊步骤中,钎焊温度为245-260℃、时间为60-120s。
12、优选地,当焊料为snbi 1ag焊料时,在所述真空气相钎焊步骤中,钎焊温度为165-180℃、时间为60-120s。
13、优选地,在所述待焊件装配步骤中,形成待焊装配件后,将工装压块放置在微带片上,使工装压块对待焊装配件施加均衡压力,采用铁夹紧固工装,使微带片不产生松动。
14、优选地,放置工装前在微带片上方贴装滤纸垫片,保证工装压块的压力均匀传导到微带片。
15、优选地,在所述壳体制作步骤中,在铝合金壳体表面进行镀金处理,金层厚度≤0.3μm。
16、根据本发明上述方面的微波模块低空洞率接地钎焊方法,能够有效降低微带接地钎焊的空洞率,提升微波模块的互连可靠性。
技术特征:
1.一种微波模块低空洞率接地钎焊方法,其特征在于,包括:
2.根据权利要求1所述的微波模块低空洞率接地钎焊方法,其特征在于,所述焊料片的焊料为sn63pb37焊料、sac305焊料,snbi 1ag焊料中的一种。
3.根据权利要求2所述的微波模块低空洞率接地钎焊方法,其特征在于,当焊料为sn63pb37焊料时,在所述真空气相钎焊步骤中,钎焊温度为210-225℃、时间为60-120s。
4.根据权利要求2所述的微波模块低空洞率接地钎焊方法,其特征在于,当焊料为sac305焊料时,在所述真空气相钎焊步骤中,钎焊温度为245-260℃、时间为60-120s。
5.根据权利要求2所述的微波模块低空洞率接地钎焊方法,其特征在于,当焊料为snbi1ag焊料时,在所述真空气相钎焊步骤中,钎焊温度为165-180℃、时间为60-120s。
6.根据权利要求1-5中任一项所述的微波模块低空洞率接地钎焊方法,其特征在于,在所述待焊件装配步骤中,形成待焊装配件后,将工装压块放置在微带片上,使工装压块对待焊装配件施加均衡压力,采用铁夹紧固工装,使微带片不产生松动。
7.根据权利要求6所述的微波模块低空洞率接地钎焊方法,其特征在于,放置工装前在微带片上方贴装滤纸垫片,保证工装压块的压力均匀传导到微带片。
8.根据权利要求1-7中任一项所述的微波模块低空洞率接地钎焊方法,其特征在于,在所述壳体制作步骤中,在铝合金壳体表面进行镀金处理,金层厚度≤0.3μm。
技术总结
本发明公开了一种微波模块低空洞率接地钎焊方法,包括:在微带片上设置多个排气通孔,所述排气通孔设置在主微带两侧且通孔边缘距主微带的距离≥0.3mm,所述排气通孔的直径为0.4‑1.0mm之间,通孔中心间距≥0.5mm;采用激光加工方式加工焊料片,根据微带片的形状使焊料片相对于微带片形成内缩避让,避让量≤2.0mm;采用铝合金制作铝合金壳体;在铝合金壳体、微带片以及焊料片上涂抹助焊剂;在铝合金壳体上放置焊料片,将微带片平放于焊料片上方,形成待焊装配件;将待焊装配件放入真空气相焊炉内,钎焊温度高于焊料片熔点20℃‑50℃,在40‑60mbar的真空度、60‑120s的回流时间条件下进行钎焊。本发明能够有效降低微带接地钎焊的空洞率,提升微波模块的互连可靠性。
技术研发人员:侯壮壮,李伟伟,何长奉,刘青元,郝炜,孔令磊
受保护的技术使用者:北京无线电测量研究所
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!