一种基于能耗的智能化轧钢控制方法与流程
本发明涉及轧钢生产技术,更具体地说,它涉及一种基于能耗的智能化轧钢控制方法。
背景技术:
1、轧钢厂线棒材工艺分为加热、轧制、收集三个阶段,生产能耗主要体现在加热和轧制两个阶段。加热区主要消耗煤气、轧制区主要消耗电能,对于热轧工艺钢坯加热保持的温度和轧制成品所需的电耗成非线性反比关系,即在满足产品质量要求基础上,待轧坯料煤耗越高,轧制所需电能越低。坯料加热保温煤耗和轧制电耗配置越协调,成本控制效果越显著。
2、现阶段轧钢厂三线的四大班在生产过程中使用“班测算模型”来对当班的主要能源介质成本消耗,即吨钢煤耗和吨钢电耗进行统计分析,这样的统计分析的确可以在当班班组下班之后对整个班的生产过程中的吨钢煤耗和吨钢电耗进行统计分析,但是所存在的缺陷和弊端也是非常的明显,主要体现在:
3、(1)由于数据的滞后性及以班为单位的整体性,导致这样的统计分析对当班的生产过程没有实时动态的指导意义;
4、(2)现有的“班测算模型”是对吨钢煤耗和吨钢电耗进行单独的测算,没有进行综合成本最低的测算,这样就不能够得出最优的成本控制模型;
5、(3)对于能耗的统计和分析完全依赖人工操作,存在人工操作失误和信息沟通交互滞后缺点。
技术实现思路
1、本发明要解决的技术问题是针对现有技术的不足,提供一种基于能耗的智能化轧钢控制方法。
2、本发明所述的一种基于能耗的智能化轧钢控制方法,该方法为,
3、基于设定的单位时间一,采集加热区的煤气累积量以及轧制区的电表电度数据、轧制数量;根据煤气累积量计算所述单位时间一内的煤耗量,同时根据所述轧制数量计算单位时间一内的煤耗/吨钢量;根据电表电度数据计算所述单位时间一内的电耗量,同时根据所述轧制数量计算单位时间一内的电耗/吨钢量;并将所述煤耗/吨钢量和电耗/吨钢量作和值运算,获取总能耗/吨钢量;将所述煤耗/吨钢量、电耗/吨钢量和总能耗/吨钢量进行保存并实时进行显示;
4、基于设定的单位时间二,采集多个单位煤耗和单位电耗,同时采集加热区中与单位煤耗相对应的一加热段温度、二加热段温度、均热段温度,以及轧制区中与单位电耗相对应的轧制速度;对所述单位煤耗和一加热段温度、二加热段温度、均热段温度进行煤耗均值分析,获取目标煤耗;对所述单位电耗对轧制速度进行电耗均值分析,获取目标电耗。
5、所述煤耗均值分析具体为,
6、分别为所述一加热段温度、二加热段温度、均热段温度设定与之相对应的最大温度偏差阈值和最小温度偏差阈值;将所述一加热段温度、二加热段温度、均热段温度中大于相应的最大温度偏差阈值和小于相应的最小温度偏差阈值的热段温度及其对应的单位煤耗去除,然后将剩余的所述一加热段温度、二加热段温度、均热段温度分别作均值处理,以得到均值量一、均值量二、均值量三;基于所述均值量一、均值量二、均值量三找出在其设定的阈值范围内的一加热段温度、二加热段温度、均热段温度,并以其所对应的单位煤耗作为目标因变量一,以所有所述目标因变量一求得的均值作为目标煤耗。
7、所述电耗均值分析具体为,
8、为所述轧制速度设定最大速度偏差阈值和最小速度偏差阈值;将所述轧制速度中大于最大速度偏差阈值和小于最小速度偏差阈值的轧制速度及其对应的单位电耗去除,然后将剩余的轧制速度作均值处理,以得到速度均值;基于所述速度均值找出在其设定的阈值范围内的轧制速度,并以其所对应的单位电耗作为目标因变量二,以所有所述目标因变量二求得的均值作为目标电耗。
9、所述单位时间二以分钟为单位。
10、所述单位时间一以小时为单位。
11、所述煤耗/吨钢量的计算方式为,
12、e1=e;
13、nw
14、式中,e1为煤耗/吨钢量;e为煤耗量;n为单位时间一内轧制的数量;w为每根轧钢的标准重量。
15、所述煤耗/吨钢量的计算方式为,
16、e2=p;
17、nw
18、式中,e2为煤耗/吨钢量;p为电耗量;n为单位时间一内轧制的数量;w为每根轧钢的标准重量。
19、有益效果
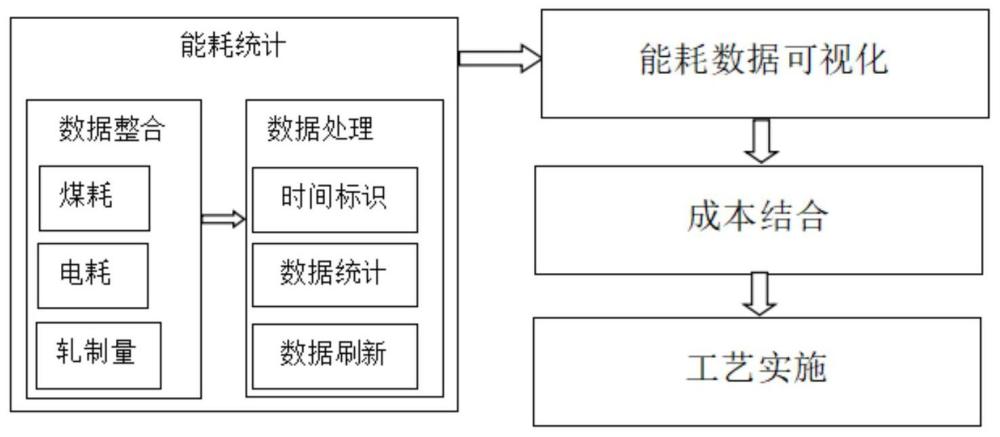
20、本发明的优点在于:通过对单位时间内煤耗/吨钢量、电耗/吨钢量和总能耗/吨钢量的分析统计,并将这些数据进行显示,使得相关数据直观呈现便于专业人员数据分析,从而解决了数据滞后性的问题。此外,对煤能耗和电能耗进行分析,获取最优能耗量,通过能耗关联使成本与生产进行相结合,在确保生产不受影响的前提下实现成本最优化。
技术特征:
1.一种基于能耗的智能化轧钢控制方法,其特征在于,该方法为,
2.根据权利要求1所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述煤耗均值分析具体为,
3.根据权利要求1所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述电耗均值分析具体为,
4.根据权利要求1或2或3所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述单位时间二以分钟为单位。
5.根据权利要求1所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述单位时间一以小时为单位。
6.根据权利要求1所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述煤耗/吨钢量的计算方式为,
7.根据权利要求1所述的一种基于能耗的智能化轧钢控制方法,其特征在于,所述煤耗/吨钢量的计算方式为,
技术总结
本发明公开了一种基于能耗的智能化轧钢控制方法,涉及轧钢生产技术,根据煤气累积量计算单位时间一内的煤耗量,同时根据轧制数量计算单位时间一内的煤耗/吨钢量;根据电表电度数据计算单位时间一内的电耗量,同时根据轧制数量计算单位时间一内的电耗/吨钢量;并将煤耗/吨钢量和电耗/吨钢量作和值运算,获取总能耗/吨钢量;将煤耗/吨钢量、电耗/吨钢量和总能耗/吨钢量进行保存并实时进行显示,并将这些数据进行显示,使得相关数据直观呈现便于专业人员数据分析,从而解决了数据滞后性的问题。此外,对煤能耗和电能耗进行分析,获取最优能耗量,通过能耗关联使成本与生产进行相结合,在确保生产不受影响的前提下实现成本最优化。
技术研发人员:林立锋,朱春韶,何剑辉,王鑫,黄利明,胡秋竻,潘里东,尹少华,李斌
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!