定子轴、铜套与三通转接管的组装设备的制作方法
本发明涉及机械组装,特别涉及定子轴、铜套与三通转接管的组装设备。
背景技术:
1、传统的定子轴、铜套与三通转接管组装工艺是将定子轴压装铜套后,将已装配铜套的定子轴放置到物料车中进行缓存,待全部定子轴与铜套装配完成后,到下一压装位将已装配铜套的定子轴压装到叶片泵总成内孔,转运和缓存过程增加生产节拍,产能降低,操作工劳动强度大,同时该过程已装配铜套的定子轴和未装配铜套的定子轴存在换料风险,未装配铜套的定子轴安装到叶片泵总成后,会造成输入轴磨损,影响整机性能。
2、目前,尚未发现与本发明相类似的组装工艺及组装设备。
技术实现思路
1、本发明要解决的技术问题是针对以上不足,提供定子轴、铜套与三通转接管的组装设备,克服了现有的增加生产节拍、产能降低、操作工劳动强度大、存在换料风险和影响整机性能的缺陷;实现了节约生产节拍、提升产能、降低操作工劳动强度、避免换料风险和保护整机性能的目的。
2、为了解决上述技术问题,本发明的技术方案为:定子轴、铜套与三通转接管的组装设备,其特征在于:包括机架,机架上设有定子轴铜套压装定位装置,定子轴铜套压装定位装置上方设有铜套压头,定子轴铜套压装定位装置左侧设有横移装置;
3、所述横移装置上方设有自动扫码装置,横移装置内侧设有三通转接管压装装置,横移装置左侧设有叶片泵总成定位装置;
4、所述叶片泵总成定位装置上方设有定子轴压头,叶片泵总成定位装置内侧设有三通转接管反靠装置,叶片泵总成定位装置左侧设有夹紧装置;
5、所述铜套压头下方设有第一检测传感器,第一检测传感器用于检测铜套压头内是否压装有铜套;
6、所述定子轴铜套压装定位装置上设有第二检测传感器,第二检测传感器用于检测定子轴铜套压装定位装置上是否安装有定子轴。
7、进一步的,所述定子轴铜套压装定位装置包括安装板和支承座,安装板设置在机架上,支承座设置在安装板上。
8、进一步的,所述支承座上轴对称设有两个通孔;
9、所述第一检测传感器包括第一发射头和第一接收头;
10、所述第二检测传感器包括第二发射头和第二接收头。
11、进一步的,所述横移装置包括滑轨、第二定位座和固定板,固定板滑动设置在滑轨上,第二定位座设置在固定板上,第二定位座与自动扫码装置位于一条竖直线上,第二定位座与定子轴配合。
12、进一步的,所述叶片泵总成定位装置包括底座、第一定位座和定位孔,第一定位座设置在底座顶部,定位孔设置在第一定位座顶部。
13、进一步的,所述叶片泵总成包括叶片泵和叶片泵连接板,叶片泵设置在叶片泵连接板的一侧,叶片泵与叶片泵连接板螺栓连接;
14、所述叶片泵连接板上设有第一内孔,第一内孔与定子轴相配合,叶片泵的一侧设有第二内孔,叶片泵连接板底部设有定位销,定位销与叶片泵总成定位装置中的定位孔相配合。
15、进一步的,所述机架垂直设置有运输线,运输线的输送方向与机架垂直设置,运输线上设有托盘,托盘设置在夹紧装置左侧。
16、进一步的,所述三通转接管压装装置用于将三通转接管压装至叶片泵中,三通转接管反靠装置用于顶住叶片泵总成。
17、进一步的,所述夹紧装置用于将组装好的叶片泵总成、定子轴、铜套与三通转接管夹持移动至托盘上。
18、进一步的,所述第二发射头发射出的红外线与两个通孔的轴线在一条直线上。
19、本发明采取以上技术方案,与现有技术相比,具有以下优点:通过设置第二检测传感器、第一检测传感器和自动扫码装置,避免了铜套漏装的风险,同时定子轴、三通转接管和叶片泵总成实现自动装配及自动转运,避免了换料的风险,保护整机性能,同时减少了工件缓存、转运、放置等操作步骤,节约生产节拍,提升产能,并降低操作工劳动强度。
技术特征:
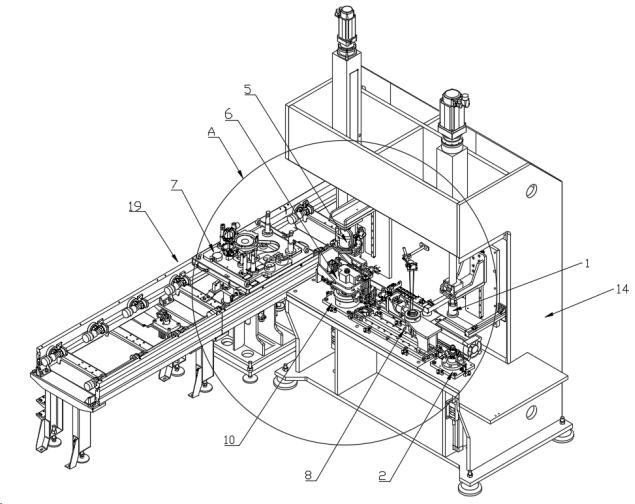
1.定子轴、铜套与三通转接管的组装设备,其特征在于:包括机架(14),机架(14)上设有定子轴铜套压装定位装置(2),定子轴铜套压装定位装置(2)上方设有铜套压头(1),定子轴铜套压装定位装置(2)左侧设有横移装置(8);
2.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述定子轴铜套压装定位装置(2)包括安装板(31)和支承座(32),安装板(31)设置在机架(14)上,支承座(32)设置在安装板(31)上。
3.如权利要求2所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述支承座(32)上轴对称设有两个通孔(33);
4.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述横移装置(8)包括滑轨(11)、第二定位座(12)和固定板(13),固定板(13)滑动设置在滑轨(11)上,第二定位座(12)设置在固定板(13)上,第二定位座(12)与自动扫码装置(16)位于一条竖直线上,第二定位座(12)与定子轴(15)配合。
5.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述叶片泵总成定位装置(10)包括底座(30)、第一定位座(9)和定位孔,第一定位座(9)设置在底座(30)顶部,定位孔设置在第一定位座(9)顶部。
6.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述叶片泵总成(18)包括叶片泵(21)和叶片泵连接板(22),叶片泵(21)设置在叶片泵连接板(22)的一侧,叶片泵(21)与叶片泵连接板(22)螺栓连接;
7.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述机架(14)垂直设置有运输线(19),运输线(19)的输送方向与机架(14)垂直设置,运输线(19)上设有托盘(7),托盘(7)设置在夹紧装置(6)左侧。
8.如权利要求1所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述三通转接管压装装置(20)用于将三通转接管(23)压装至叶片泵(21)中,三通转接管反靠装置(24)用于顶住叶片泵总成(18)。
9.如权利要求7所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述夹紧装置(6)用于将组装好的叶片泵总成(18)、定子轴(15)、铜套(17)与三通转接管(23)夹持移动至托盘(7)上。
10.如权利要求3所述的定子轴、铜套与三通转接管的组装设备,其特征在于:所述第二发射头(36)发射出的红外线与两个通孔(33)的轴线在一条直线上。
技术总结
本发明公开了定子轴、铜套与三通转接管的组装设备,涉及机械组装技术领域,包括机架,机架上设有定子轴铜套压装定位装置,定子轴铜套压装定位装置上设有第二检测传感器,定子轴铜套压装定位装置上设有定子轴,定子轴铜套压装定位装置上方设有铜套压头,铜套压头下方设有第一检测传感器,定子轴铜套压装定位装置左侧依次设有横移装置、叶片泵总成定位装置和夹紧装置,横移装置上方设有自动扫码装置;通过设置第二检测传感器、第一检测传感器和自动扫码装置,避免了铜套漏装的风险,同时定子轴、三通转接管和叶片泵总成实现自动装配及自动转运,避免了换料的风险,保护整机性能。
技术研发人员:王鲁,张建坤,张启飞,李健,魏文书,郑健,李伦,都汉增
受保护的技术使用者:盛瑞传动股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!