一种应用于挤压机的压余剪切装置及其压余剪切方法与流程
本发明涉及挤压机领域,尤其涉及一种应用于挤压机的压余剪切装置及其压余剪切方法。
背景技术:
1、挤压机的压余剪切是一种在金属或非金属材料热挤压工艺中用于处理剩余材料的方法。压余是在工件从模具中挤出后,留在挤压筒内或者与工件相连的部分。为了有效分离并回收这些材料,通常会采用特定的剪切装置。
2、现有技术中,在对压余进行剪切过程中,压余部分的铝合金温度较高,处于半固态或软化状态,其表面和内部的金属颗粒之间结合力较强,因此在剪切过程中容易与刀具或其他接触面发生沾粘,导致压余卡在剪切位置,影响后续挤压过程。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种应用于挤压机的压余剪切装置及其压余剪切方法。
2、为达到以上目的,第一方面,本发明提供了一种应用于挤压机的压余剪切装置,包括:
3、固定箱,所述固定箱通过连接架固定在挤压机的上方表面上;
4、驱动电缸,所述驱动电缸固定在固定箱的内壁上,所述驱动电缸的活动端固定有安装板;
5、切割刀,所述切割刀竖直滑动设置在固定箱的内部,所述切割刀的底部与安装板固定;
6、遮挡板,所述遮挡板连接在安装板上,所述遮挡板与切割刀之间设置有压余容纳腔,所述遮挡板的长度比切割刀长;
7、阻挡刮板,所述阻挡刮板的两端均固定在固定箱的内壁上,所述阻挡刮板两侧的刮动面分别与切割刀、遮挡板接触;
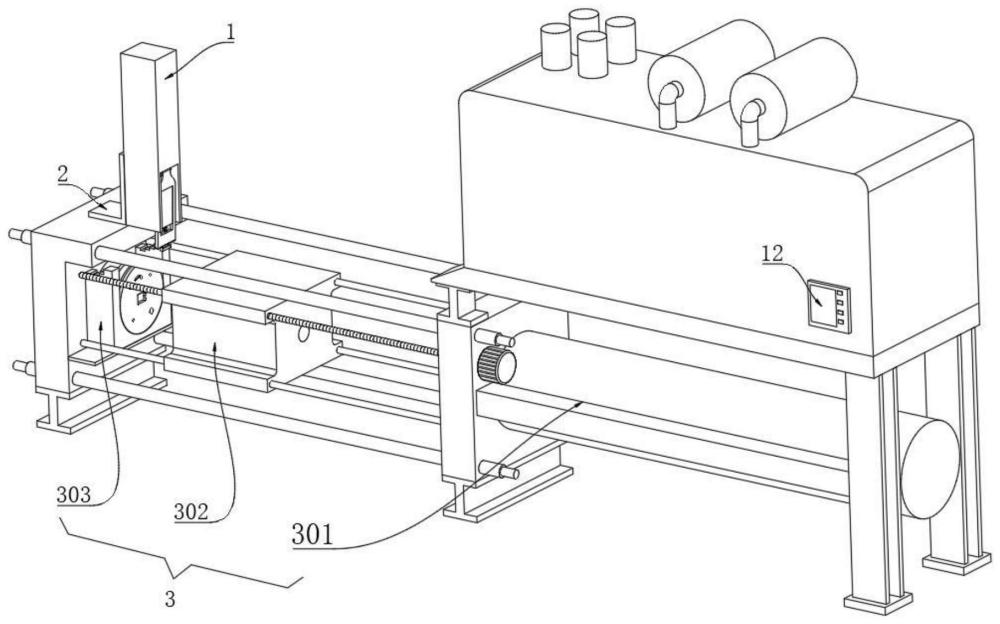
8、具体的,挤压机包括推动杆件、铝柱套筒、模具;
9、在使用时,先驱动铝柱套筒向靠近模具的一侧移动,然后将铝柱插入铝柱套筒内部,通过启动推动杆件,将铝柱向靠近模具的一侧进行挤压,铝柱穿过模具后,形成铝型材,此为现有技术,在此不过多赘述;
10、在挤压完成后,先回退铝柱套筒,模具与铝柱套筒之间产生间隙,漏出残留的部分铝柱,也就是压余,通过启动驱动电缸向下推动切割刀,通过切割刀向下移动,能对压余进行剪切;
11、与现有技术不同的是,本发明在切割刀进行下压的过程中,通过设置遮挡板,使遮挡板提前移动至模具与铝柱套筒之间的位置,对压余的一端进行遮挡,避免在切割压余时,压余端部沾粘在铝柱套筒表面或者挤压机的其他位置上;
12、当压余沾粘在切割刀或遮挡板的表面时,在切割刀和遮挡板复位的过程中,切割刀、遮挡板的相对面均会与阻挡刮板之间发生相对滑动,进而通过阻挡刮板对切割刀、遮挡板表面进行刮动清理,使得沾粘的压余能向下掉落。
13、优选的,所述遮挡板的底部与安装板转动连接,所述遮挡板的一侧设置有调整组件,所述调整组件包括;
14、第一电机,所述第一电机通过安装架固定在所述安装板的表面上,所述第一电机的输出轴与遮挡板的转动轴固定;
15、红外线传感器,所述红外线传感器通过连接结构与遮挡板底部连接,所述红外线传感器用于检测遮挡板底端是否有压余遮挡;
16、控制器,所述控制器固定在挤压机的表面上,当红外线传感器检测到遮挡板底端有压余遮挡时,所述控制器用于控制第一电机转动,将遮挡板调整至水平状态;
17、具体的,正常的压余长度不会超出遮挡板与切割刀之间的距离,当挤压机出现故障后,可能会出现超出的情况;
18、在铝型材挤压过程中,如果出现故障导致无法继续完成挤压作业,而铝棒并未完全挤出成型时,也需要通过启动切割刀,将铝棒与成型的铝型材分离;
19、需要说明的是,固定箱的表面开设有让位槽,让位槽用于对遮挡板的翻转进行让位;
20、通过设置红外线传感器对压余长度进行检测,当压余长度超出遮挡板后,判断有压余遮挡,此时,通过控制器控制第一电机翻转至水平状态,进行让位,避免遮挡板向下移动,直接撞击到压余,进而有利于保证自动化生成过程中的稳定性。
21、第二方面,本发明提供了一种应用于挤压机的压余剪切方法,应用于如权利要求7中所述的一种应用于挤压机的压余剪切装置,该压余剪切方法包括以下步骤:
22、所述控制器获取第一请求信息,所述第一请求信息由红外线传感器检测遮挡板下方存在压余遮挡生成;
23、所述控制器根据第一请求信息生成第一控制信息,所述第一控制信息用以控制第一电机启动,使遮挡板翻转至水平状态;
24、所述控制器控制驱动电缸启动,使切割刀向下移动对压余进行剪切。
25、优选的,该压余剪切方法还包括以下步骤:
26、所述控制器获取第二请求信息,所述第二请求信息由红外线传感器检测遮挡板下方无压余遮挡生成;
27、所述控制器根据第二请求信息生成第二控制信息,所述第二控制信息用以控制第一电机启动,使翻转板翻转至竖直状态;
28、所述控制器将第二控制信息发送给第一电机。
29、优选的,所述红外线传感器具体的工作方法如下:
30、所述红外线传感器检测遮挡板下方的压余位置遮挡信息;
31、当存在遮挡时,所述红外线传感器生成第一请求信息,并将第一请求信息发送给控制器;
32、当无遮挡时,所述红外线传感器生成第二请求信息,并将第二请求信息发送给控制器。
33、与现有技术相比,本发明具有以下有益效果:
34、一、本发明在切割刀进行下压的过程中,通过设置遮挡板,使遮挡板提前移动至模具与铝柱套筒之间的位置,对压余的一端进行遮挡,避免在切割压余时,压余端部沾粘在铝柱套筒表面或者挤压机的其他位置上。
35、二、当压余沾粘在切割刀或遮挡板的表面时,在切割刀和遮挡板复位的过程中,切割刀、遮挡板的相对面均会与阻挡刮板之间发生相对滑动,进而通过阻挡刮板对切割刀、遮挡板表面进行刮动清理,使得沾粘的压余能向下掉落。
技术特征:
1.一种应用于挤压机(3)的压余剪切装置,其特征在于,包括:
2.根据权利要求1所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述遮挡板(7)的底部与安装板(5)转动连接,所述遮挡板(7)的一侧设置有调整组件,所述调整组件包括;
3.根据权利要求2所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述遮挡板(7)倾斜设置在固定箱(1)的内部,所述遮挡板(7)的底端向靠近模具(303)的一侧倾斜;
4.根据权利要求3所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述阻挡刮板(9)的内部开设有凹槽(13),所述凹槽(13)内部插设有刮动板(14),所述刮动板(14)与凹槽(13)的内壁之间共同固定有弹簧(15),所述刮动板(14)的端部与遮挡板(7)接触。
5.根据权利要求2所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述连接结构包括:
6.根据权利要求3所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述遮挡板(7)的表面开设有滑槽(19),所述滑槽(19)内部滑动连接有滑动板(20),所述滑动板(20)的底部设置有凸轮(21),所述滑槽(19)的内壁上还固定第二电机(2101),所述第二电机(2101)的输出轴与凸轮(21)同轴固定。
7.根据权利要求6所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:所述滑动板(20)的表面固定有填充板(22),所述填充板(22)的表面与遮挡板(7)的表面平齐,所述填充板(22)的底部开设有第一斜面(23),所述遮挡板(7)上开设有第二斜面(24)。
8.一种应用于挤压机(3)的压余剪切方法,应用于如权利要求7中所述的一种应用于挤压机(3)的压余剪切装置,其特征在于:该压余剪切方法包括以下步骤:
9.根据权利要求8所述的一种应用于挤压机(3)的压余剪切方法,其特征在于:该压余剪切方法还包括以下步骤:
10.根据权利要求9所述的一种应用于挤压机(3)的压余剪切方法,其特征在于:所述红外线传感器(11)具体的工作方法如下:
技术总结
本发明涉及挤压机技术领域,尤其是一种应用于挤压机的压余剪切装置及其压余剪切方法,包括,固定箱,固定箱通过连接架固定在挤压机的上方表面上;驱动电缸,驱动电缸固定在固定箱的内壁上,驱动电缸的活动端固定有安装板;切割刀,切割刀竖直滑动设置在固定箱的内部,所述切割刀的底部与安装板固定;本发明在切割刀进行下压的过程中,通过设置遮挡板对压余的一端进行遮挡,避免压余端部沾粘在铝柱套筒表面或者挤压机的其他位置上;当压余沾粘在切割刀或遮挡板的表面时,在切割刀和遮挡板复位的过程中,切割刀、遮挡板的相对面均会与阻挡刮板之间发生相对滑动,通过阻挡刮板对切割刀、遮挡板表面进行刮动清理,使得沾粘的压余能向下掉落。
技术研发人员:段炳生
受保护的技术使用者:天津汇通多源科技发展有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!