沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法与流程
本发明涉及沸腾床渣油加氢反应器接口焊接,具体是一种沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法。
背景技术:
1、沸腾床渣油加氢反应器是我国油品提质升级项目中的核心装备,在设计过程中,为便于各管口接管的快速拆卸,除顶部人孔、底部人孔外,需要在反应器本体管口上焊接不锈钢件。由于反应器本体材料为铬钼钢,因此这些接管的制造过程中,存在大量的异种钢焊接接头。为了防止反应器本体管口腐蚀,根据设计要求需要在管口内侧堆焊一定厚度的不锈钢堆焊层,为了方便管口与不锈钢件连接,焊接前还需要在管口上堆焊镍基堆焊层。
2、由于不锈钢堆焊层、镍基堆焊层均在设备热处理前完成,而焊缝是在设备热处理后进行焊接,因此,如果焊接后检测出镍基堆焊层与铬钼钢母材的熔合线处存在缺陷,则返修时需将缺陷及热处理后焊接的焊缝全部去除,再重新进行焊接。且铬钼钢与不锈钢异种钢焊接坡口底部是不锈钢堆焊层,侧面是镍基堆焊层,结构复杂,铬钼钢与不锈钢异种钢焊接坡口的制作成为了设备制造的难点。
3、现沸腾床渣油加氢反应器接口与不锈钢焊接坡口的常规做法是,先加工接口,去除接口多余余量,待接口加工完毕后在接口一端装上不锈钢堆焊工装,随后进行内壁不锈钢层的堆焊,堆焊完成后机加去除工装并制备镍基堆焊坡口,再进行镍基堆焊层的焊接。但堆焊过程中往往会使不锈钢堆焊层直径变大,加工坡口前还需对不锈钢堆焊层进行补堆焊,整个制造过程较为复杂。或者需采用成本较高的激光熔敷焊、3d打印等增材制造方法进行制作。
技术实现思路
1、本发明所要解决的技术问题是提供一种制作过程更简单,成本低的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法。
2、本发明解决其技术问题所采用的技术方案是:沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,包括以下步骤:
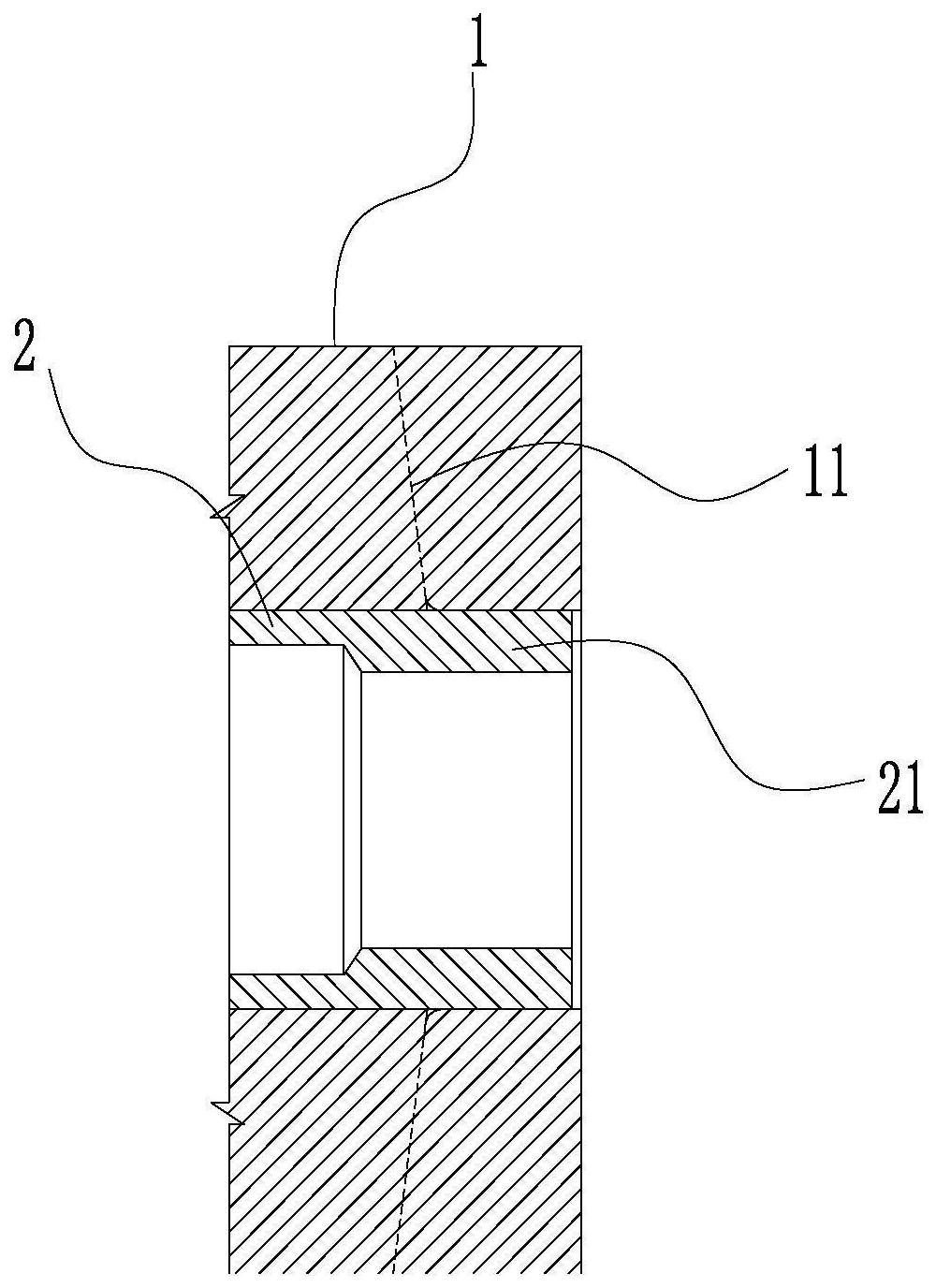
3、保留沸腾床渣油加氢反应器接口的加工余量,在所述接口的内侧堆焊不锈钢堆焊层,所述不锈钢堆焊层超出所述接口的镍基坡口理论堆焊线一定长度,以形成镍基堆焊层支撑段,所述镍基堆焊层支撑段加厚处理,以作为镍基堆焊层堆焊时的变形补充量;
4、待所述不锈钢堆焊层完成后,按照所述镍基坡口理论堆焊线的位置去除所述接口的加工余量,得到镍基坡口堆焊线;
5、在所述镍基堆焊层支撑段上沿所述镍基坡口堆焊线堆焊镍基堆焊层;
6、去除所述镍基堆焊层上多余材料以形成焊接坡口,并去除所述镍基堆焊层支撑段内壁的多余材料。
7、进一步地,所述镍基坡口堆焊线与所述镍基堆焊层支撑段的过渡处圆弧过渡,过渡圆弧半径大于等于3mm。
8、进一步地,还包括设置在所述镍基堆焊层支撑段上堆焊镍基堆焊层步骤后的对镍基堆焊层进行探伤步骤。
9、进一步地,对镍基堆焊层进行探伤采用射线探伤的方式。
10、进一步地,所述不锈钢堆焊层超出所述接口的镍基坡口理论堆焊线15mm~20mm。
11、进一步地,所述镍基堆焊层支撑段的加厚量的计算公式为:所述镍基堆焊层支撑段加厚量h=max(l/2,5),l为镍基堆焊层的设计堆焊长度。
12、本发明的有益效果是:本发明的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,在堆焊不锈钢堆焊层时,特别是超出所述接口的镍基坡口理论堆焊线部分时更方便,不需要在去外侧套设堆焊工装,而不锈钢堆焊层的镍基堆焊层支撑段加厚处理,可以增加镍基堆焊层支撑段的强度,可以减小其在堆焊镍基堆焊层时的变形,且加厚部分以作为镍基堆焊层堆焊变形时的补充量,后续在堆焊镍基堆焊层时,避免了镍基堆焊过程中变形引起的不锈钢层缺肉的问题,不需要对锈钢堆焊层补堆焊。本发明的方法,只需要采用普通的堆焊方法即可完成坡口的制作,且不需要对不锈钢堆焊层补堆焊,坡口的制作过程更简单,成本也低。
技术特征:
1.沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,包括以下步骤:
2.如权利要求1所述的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,所述镍基坡口堆焊线(12)与所述镍基堆焊层支撑段(21)的过渡处圆弧过渡,过渡圆弧半径大于等于3mm。
3.如权利要求1所述的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,还包括设置在所述镍基堆焊层支撑段(21)上堆焊镍基堆焊层(3)步骤后的对镍基堆焊层(3)进行探伤步骤。
4.如权利要求3所述的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,对镍基堆焊层(3)进行探伤采用射线探伤的方式。
5.如权利要求1所述的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,所述不锈钢堆焊层(2)超出所述接口的镍基坡口理论堆焊线(11)15mm~20mm。
6.如权利要求1所述的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,其特征在于,所述镍基堆焊层支撑段(21)的加厚量的计算公式为:所述镍基堆焊层支撑段(21)加厚量h=max(l/2,5),l为镍基堆焊层(3)的设计堆焊长度。
技术总结
本发明是提供一种制作过程更简单,成本低的沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,涉及沸腾床渣油加氢反应器接口焊接技术领域。沸腾床渣油加氢反应器接口与不锈钢焊接坡口制作方法,包括保留沸腾床渣油加氢反应器接口的加工余量,在所述接口的内侧堆焊不锈钢堆焊层,所述不锈钢堆焊层超出所述接口的镍基坡口理论堆焊线一定长度,以形成镍基堆焊层支撑段,所述镍基堆焊层支撑段加厚处理;按照所述镍基坡口理论堆焊线的位置去除所述接口的加工余量,得到镍基坡口堆焊线;在所述镍基堆焊层支撑段上沿所述镍基坡口堆焊线堆焊镍基堆焊层;去除所述镍基堆焊层上多余材料以形成焊接坡口。本发明的坡口的制作过程更简单,成本也低。
技术研发人员:郭太平,朱永有,柳军,王迎君,金卿,吴成林,白树华,何治文
受保护的技术使用者:二重(德阳)重型装备有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!