用于排气集管总成30°进气接管法兰焊接的辅助装置和方法与流程
本发明涉及钢结构焊接工艺,具体涉及到一种用于排气集管总成30°进气接管法兰焊接的辅助装置和方法,属于船用柴油机制造。
背景技术:
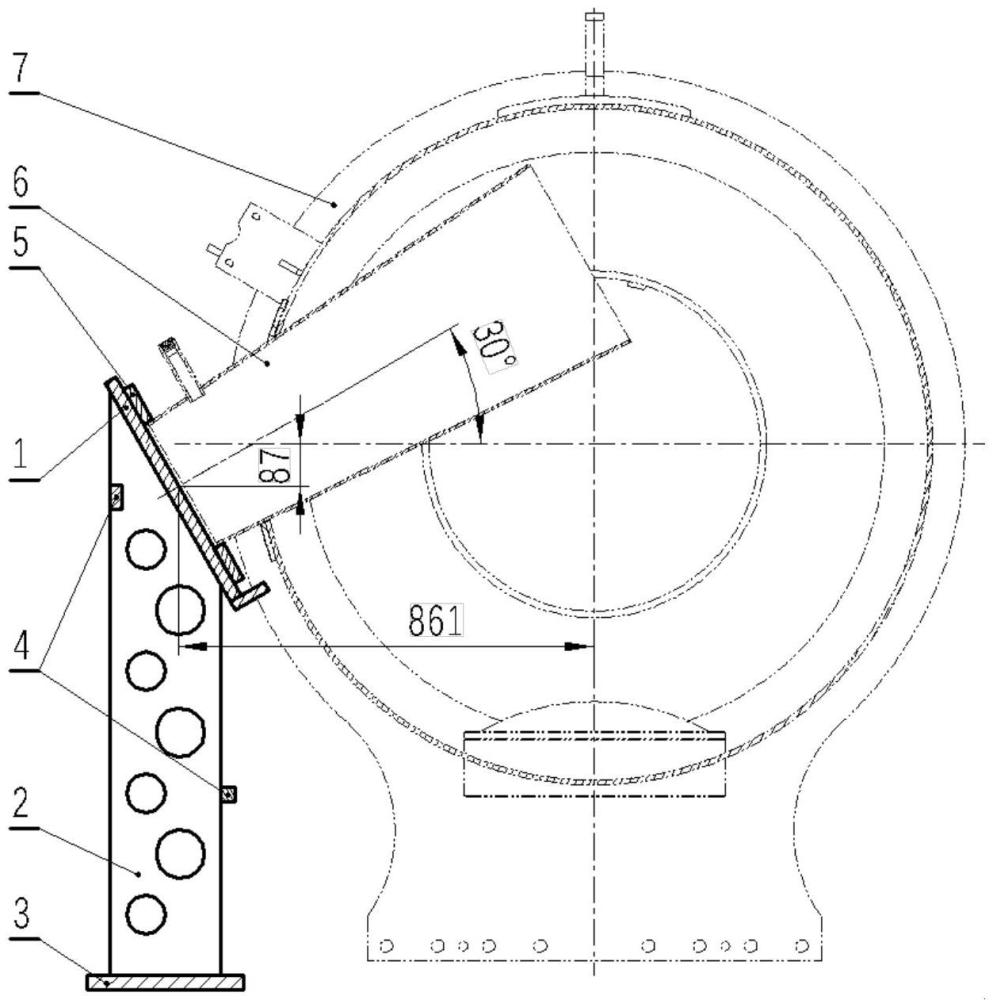
1、船用低速柴油机的排气集管是一种焊接结构零件,在其外圆面同侧同径向的位置上焊接有成行排列的多个进气接管6,请参阅图1,该进气接管6的法兰面的中心轴线与排气集管7的安装底面呈30°夹角。为了确保每个进气接管法兰5的位置准确,原有焊接方法是:在焊前先划线确定进气接管法兰5所在平面位置,位置确定后,再将进气接管法兰5逐渐找正定位点,然后调整30°角,最后进行焊接。
2、原有方法需要划线工提前准确划好定位点,操作人员要保证进气接管法兰5的法兰面在30°角度位置,因而无法一人单独完成,需要其他人员配合,该方法不仅定位准确度不可靠,每个法兰面位置存在人为误差,而且整个焊前准备工作过程花费较长时间,操作繁琐,生产效率低下。
技术实现思路
1、本发明的目的在于,克服原有焊接方法的缺陷,提供一种用于排气集管总成30°进气接管法兰焊接的辅助装置和方法,实现进气接管法兰的快速定位,达到减少辅助定位时间、提高生产效率的效果。
2、基于上述目的,本发明所采用的技术方案是:
3、一种用于排气集管总成30°进气接管法兰焊接的辅助装置,该进气接管法兰的中心轴线与排气集管的安装底面呈30°夹角;其特征在于:所述辅助装置包括托板、支撑板和底座;所述底座水平地置放于所述排气集管的安装底面上,作为定位基准,两块支撑板直立地焊接于所述底座上,作为所述托板的支撑,所述托板同时焊接于两块支撑板的顶端,用于置放所述进气接管法兰且进行焊前定位,该托板与所述底座成60°夹角,以保证所述进气接管法兰的中心轴线与安装底面呈30°夹角,所述托板的上表面设有十字刻线,用于对所述进气接管法兰由两个方向上进行位置校正,从而达到中心定位;该托板的侧边延展有凸缘部,所述十字刻线的水平刻线伸展到该凸缘部的表面上,以便观察校准所述进气接管法兰的位置。
4、进一步地,所述的辅助装置还包括有若干筋板,焊接于两块支撑板之间。
5、进一步地,所述的筋板分别分布于所述支撑板的前侧面和后侧面。
6、进一步地,所述的支撑板上开设有多个圆孔,以减轻整体辅助装置的重量。
7、进一步地,所述的辅助装置采用钢板焊接而成。
8、本发明的另一技术方案如下:
9、一种通过上述辅助装置实现的用于排气集管总成30°进气接管法兰的焊接定位方法,包括如下步骤:
10、1)将所述辅助装置和排气集管同时放置于工作平台上,利用所述托板凸缘上的水平刻线调整所述排气集管的安装高度位置,确保所述十字刻线的中心与该排气集管的中心的垂直距离达到技术要求;
11、2)利用所述托板凸缘上的水平刻线调整所述辅助装置的位置,确保十字刻线的中心与所述排气集管的中心的水平距离达到技术要求;
12、3)将进气接管法兰安装在进气接管上,先在所述进气接管法兰上划出对称中心线并延伸至外圆面,调整该进气接管法兰使其紧贴所述托板的表面,以保证所述进气接管法兰的中心轴线与安装底面成30°夹角,然后校正该进气接管法兰外圆上的划线与所述托板上的十字刻线重合,保证所述进气接管法兰的中心与所述十字刻线的中心重合,以及螺栓孔的位置符合技术要求,从而完成该进气接管法兰的定位;
13、4)完成一个进气接管法兰的焊接定位后,将所述辅助装置移动至下一个进气接管法兰处,然后重复执行步骤3)的操作,直至完成所有进气接管法兰的定位;
14、5)全部进气接管法兰定位完成后,进行该进气接管法兰的焊接作业。
15、本发明取得的有益效果是:
16、实现了进气接管法兰焊接前的快速、精准定位,使得焊接的辅助操作时间缩短,操作更方便安全,定位更准确,降低了操作人员的劳动强度,保证了产品质量,提高了生产效率。
技术特征:
1.一种用于排气集管总成30°进气接管法兰焊接的辅助装置,该进气接管法兰的中心轴线与排气集管的安装底面呈30°夹角;其特征在于:所述辅助装置包括托板、支撑板和底座;所述底座水平地置放于所述排气集管的安装底面上,作为定位基准,两块支撑板直立地焊接于所述底座上,作为所述托板的支撑,所述托板同时焊接于两块支撑板的顶端,用于置放所述进气接管法兰且进行焊前定位,该托板与所述底座成60°夹角,以保证所述进气接管法兰的中心轴线与安装底面呈30°夹角,所述托板的上表面设有十字刻线,用于对所述进气接管法兰由两个方向上进行位置校正,从而达到中心定位;该托板的侧边延展有凸缘部,所述十字刻线的水平刻线伸展到该凸缘部的表面上,以便观察校准所述进气接管法兰的位置。
2.根据权利要求1所述的用于排气集管总成30°进气接管法兰焊接的辅助装置,其特征在于:所述的辅助装置还包括有若干筋板,焊接于两块支撑板之间。
3.根据权利要求1所述的用于排气集管总成30°进气接管法兰焊接的辅助装置,其特征在于:所述的筋板分别分布于所述支撑板的前侧面和后侧面。
4.根据权利要求1所述的用于排气集管总成30°进气接管法兰焊接的辅助装置,其特征在于:所述的支撑板上开设有多个圆孔,以减轻整体辅助装置的重量。
5.根据权利要求1所述的用于排气集管总成30°进气接管法兰焊接的辅助装置,其特征在于:所述的辅助装置采用钢板焊接而成。
6.一种通过权利要求所述辅助装置实现的用于排气集管总成30°进气接管法兰的焊接定位方法,其特征在于:所述的焊接定位方法包括如下步骤:
技术总结
一种用于排气集管总成30°进气接管法兰焊接的辅助装置和方法,辅助装置包括托板、支撑板和底座;其中,底座水平地置放于排气集管的安装底面上,作为定位基准,两块支撑板直立地焊接于底座上,作为托板的支撑,托板焊接于两块支撑板的顶端,用于置放进气接管法兰且进行焊前定位,该托板与底座成60°夹角,以保证进气接管法兰的中心轴线与安装底面呈30°夹角,托板上设有十字刻线,用于对进气接管法兰由两个方向上进行位置校正,从而达到中心定位;该托板的侧边延展有凸缘部,十字刻线的水平刻线伸展到该凸缘部的表面上,以便观察校准进气接管法兰的位置。本发明使用辅助装置对进气接管法兰进行焊前定位,使得操作更安全简便,保证了产品质量,降低了劳动强度,提高了生产效率。
技术研发人员:钱钟民,周毅峰,江军,王世军
受保护的技术使用者:上海中船三井造船柴油机有限公司
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!