送料及废料自动处理机构的制作方法
本技术涉及金属加工设备,特别是一种送料及废料自动处理机构。
背景技术:
1、随着现代制造业的快速发展,对零件的加工精度和生产效率提出了更高的标准。尤其在汽车、航空和模具等机械制造关键领域,材料的切割和成形工艺变得至关重要。传统的人工送料和切割方法已无法满足大规模生产的需求,也难以达到高精度加工的规格要求。因此,自动化送料和切割技术的发展已成为行业进步的必然选择。
2、在典型的加工过程中,坯料通常是从型材上一段段切割而来,尤其是在大批量生产中。在这样的过程中,一根型材被分割成多段,每根型材连续送入切割机,切刀不断进行切割。这样的切割方式确保了被切刀切割过的坯料端面光洁、形状和位置精度高,符合高精度产品加工的要求。然而,未经切刀切割的料头和料尾部分,往往保留了原有的瑕疵,如碰伤、腐蚀和毛刺,这使得它们不符合高精度加工的标准。特别是料尾部分,其长度往往无法达到所需坯料的精确尺寸。
3、在当前的工业生产实践中,每个料棒8的长度都会因制造误差而略有不同,这导致每次剪切后剩余的尾料长度不一致,即便是在剪切相同长度的坯料时,由于正常误差的波动,料尾的长度也会有所变化,这是因为尾料的下料通常依赖后一根料棒8的送进来推动前一根料棒8的尾料下料台,然而,现有的送料机构的设计往往缺乏必要的灵活性,且在送料过程中缺少精确的控制,这导致前一根料棒8的尾料在剪切后需要在料台上停留一段时间,直到后一根料棒8送进并将其推下。这种传统的送料方式限制了生产效率的进一步提升。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种减少了人工干预,降低了劳动强度和生产成本的送料及废料自动处理机构。
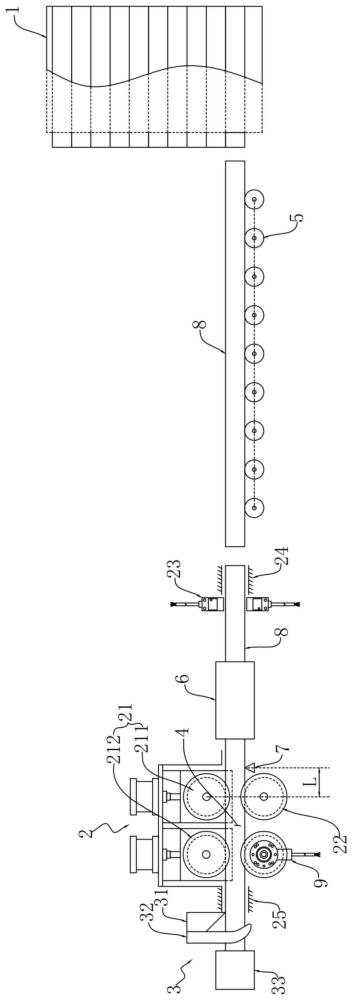
2、为了达到上述目的,本实用新型设计的送料及废料自动处理机构,包括顺序排列的储料架、送料部件和切料部件,所述送料部件包括送料架以及设置在送料架上的上送料轮组、下送料轮组和位置传感器;所述上送料轮组和下送料轮组相对设置并间隔形成有送进通道,且上送料轮组配置为能相对所述下送料轮组上下移动,所述送进通道的进料侧通过输送带与储料架对接;所述位置传感器设置在送进通道与输送带之间,位置传感器用于检测送进通道内料棒的棒尾位置,且位置传感器与输送带的控制器连锁控制;所述切料部件包括设置在送进通道出料侧的切刀。
3、为了在送料过程中保持料棒的稳定,所述送料架上设置有同轴的前筒支承和后筒支承,前筒支承位于送进通道的进料侧,后筒支承位于送进通道的出料侧。
4、为了提高剪切质量,还包括加热器,所述加热器用于对送入间隙的料棒进行加热。
5、为了确保后续棒料能够连续、稳定地送进,所述上送料轮组与加热器之间设置有定位装置,所述定位装置用于感应送进通道内料棒的棒尾位置,并配置为在检测到送进通道内料棒的棒尾通过定位装置的检测区域后,驱动所述上送料轮组相对于下送料轮组上抬,并延迟预定时间后下压复位。
6、进一步的方案是,所述上送料轮组包括第一上轮和第二上轮,所述第一上轮和第二上轮均配置有独立的升降驱动机构。
7、更进一步的方案是,所述定位装置与第一上轮的轮心在同一水平面上的距离l等于料棒的直径。
8、为了进一步提高剪切质量,所述切料部件包括与切刀同步移动的夹持机构,所述夹持机构用于在切刀剪切过程中夹持切下的料棒。
9、更进一步的方案是,所述切料部件还包括挡料块,所述挡料块与后筒支承相对设置。
10、本实用新型所设计的送料及废料自动处理机构,通过位置传感器对当前料棒棒尾的位置进行检测,实现了料棒的连续输送和废料处理的全自动化,该机构的自动化操作减少了人工干预,降低了劳动强度和生产成本,同时提升了材料利用率,减少了材料浪费,提高了设备的可靠性和维护效率。
技术特征:
1.一种送料及废料自动处理机构,其特征在于,包括顺序排列的储料架、送料部件和切料部件,所述送料部件包括送料架以及设置在送料架上的上送料轮组、下送料轮组和位置传感器;所述上送料轮组和下送料轮组相对设置并间隔形成有送进通道,且上送料轮组配置为能相对所述下送料轮组上下移动,所述送进通道的进料侧通过输送带与储料架对接;所述位置传感器设置在送进通道与输送带之间,位置传感器用于检测送进通道内料棒的棒尾位置,且位置传感器与输送带的控制器连锁控制;所述切料部件包括设置在送进通道出料侧的切刀。
2.根据权利要求1所述的送料及废料自动处理机构,其特征在于,所述送料架上设置有同轴的前筒支承和后筒支承,前筒支承位于送进通道的进料侧,后筒支承位于送进通道的出料侧。
3.根据权利要求1所述的送料及废料自动处理机构,其特征在于,还包括加热器,所述加热器用于对送入间隙的料棒进行加热。
4.根据权利要求1所述的送料及废料自动处理机构,其特征在于,所述上送料轮组与加热器之间设置有定位装置,所述定位装置用于感应送进通道内料棒的棒尾位置,并配置为在检测到送进通道内料棒的棒尾通过定位装置的检测区域后,驱动所述上送料轮组相对于下送料轮组上抬,并延迟预定时间后下压复位。
5.根据权利要求4所述的送料及废料自动处理机构,其特征在于,所述上送料轮组包括第一上轮和第二上轮,所述第一上轮和第二上轮均配置有独立的升降驱动机构。
6.根据权利要求5所述的送料及废料自动处理机构,其特征在于,所述定位装置与第一上轮的轮心在同一水平面上的距离l等于料棒的直径。
7.根据权利要求1所述的送料及废料自动处理机构,其特征在于,所述切料部件包括与切刀同步移动的夹持机构,所述夹持机构用于在切刀剪切过程中夹持切下的料棒。
8.根据权利要求2或7所述的送料及废料自动处理机构,其特征在于,所述切料部件包括挡料块,所述挡料块与后筒支承相对设置。
技术总结
本技术涉及一种送料及废料自动处理机构,包括顺序排列的储料架、送料部件和切料部件,送料部件包括送料架以及设置在送料架上的上送料轮组、下送料轮组和位置传感器;上送料轮组和下送料轮组相对设置并间隔形成有送进通道,且上送料轮组配置为能相对下送料轮组上下移动,送进通道的进料侧通过输送带与储料架对接;位置传感器设置在送进通道与输送带之间,位置传感器用于检测送进通道内料棒的棒尾位置,且位置传感器与输送带的控制器连锁控制。本技术所设计的送料及废料自动处理机构,通过位置传感器对当前料棒棒尾的位置进行检测,实现了料棒输送和废料处理的全自动化,该机构的自动化操作减少了人工干预,降低了劳动强度和生产成本。
技术研发人员:陈鑫,周佳标,吴旭辉
受保护的技术使用者:思进智能成形装备股份有限公司
技术研发日:20240507
技术公布日:2024/12/5
- 还没有人留言评论。精彩留言会获得点赞!