一种难变形金属花键轴挤压模具的制作方法
本发明涉及金属挤压模具,更具体的,涉及一种难变形金属花键轴挤压模具。
背景技术:
1、难变形金属是指那些在加工过程中具有高变形抗力和加工硬化严重的金属材料,通常应用在航空航天以及汽车等领域。难变形金属由于其物理性质,其加工方式通常采用切削、铣削或锻造等工艺制作,现有切削、铣削在针对一些难变形金属空心轴件加工时,由于需要钻孔,会造成材料浪费;而铸造挤压工艺中,正挤工艺同样造成材料浪费,优选反挤工艺。
2、花键轴用于传动机械扭矩,在轴的中间设置有纵向的键槽,可以和轴同步转动,现有的花键轴多采用铣削、磨削或冷锻等方式加工,但是铣削、磨削会造成材料浪费;而冷锻挤压加工时,模具内摩擦力大,导致摸具报废快,尤其是模具内挤压花键的部分,如果磨损变形一般需要更换整套模具,增加成本。
技术实现思路
1、本发明为克服的上述背景技术中的问题,而提供一种难变形金属花键轴挤压模具,通过热锻正反挤压的方式加工,设置可拆卸的花键模,在磨损时方便更换,同时也方便更换不同槽深的花键模,实用性强。
2、为解决上述技术问题,本发明的技术方案如下:
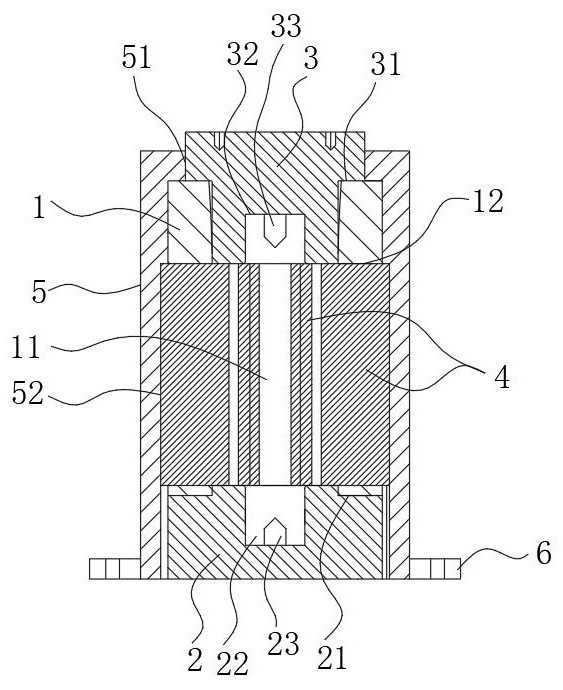
3、一种难变形金属花键轴挤压模具,包括中段模,设置于模具整体中部,中段模内设置有圆柱形中段模型腔,且中段模型腔上下两端开口设置;中段模内壁一圈均匀设置有多个花件模安装孔;
4、下段模,可拆卸安装于中段模下部,下段模内部设置有顶部开口的圆柱形第一轴端型腔;第一轴端型腔和中段模型腔共轴设置;
5、上段模活动安装于中段模顶部,上段模内部设置有底部开口的第二轴端型腔,第二轴端型腔和中段模型腔共轴设置;
6、花键模,多个所述花键模可拆卸安装于花件模安装孔内;
7、外模,包括外模内腔以及外模内腔上下两侧的外模顶部开口和外模底部开口;外模可拆卸套设于中段模、下段模、上段模和下段模的外部;外模内腔和中段模、花键模的外侧壁贴合安装;
8、外模底板,外模底板和外模侧边底部一圈一体成型,外模底板上开设有多个安装孔。
9、优选的,花件模安装孔的长度和中段模型腔的长度一致。
10、优选的,第一轴端型腔和第二轴端型腔内径尺寸一致。
11、优选的,所述下段模的顶部还开设有中段模底部安装槽,中段模底部安装槽和中段模底部贴合,中段模底部安装槽水平槽深和中段模的内壁厚度相等。
12、优选的,所述下段模的外壁直径和中段模的外壁直径一致。
13、优选的,所述外模顶部开口内径小于中段模的外径;外模顶部开口内壁和上段模外侧壁贴合。
14、优选的,所述上段模的底部还开设有中段模顶部安装槽,中段模顶部安装槽和中段模顶部贴合,中段模顶部安装槽的水平槽深小于的小于中段模内壁厚度。
15、优选的,所述外模内壁上设置有多个底部贯穿的花键模安装槽,花键模的外侧壁伸出花件模安装孔外侧开口,且花键模外侧壁和花键模安装槽内壁贴合。
16、优选的,所述第一轴端型腔内壁底部中间以及第二轴端型腔的内壁顶部中间分别设置有第一轴孔压件和第二轴孔压件;第一轴孔压件和第二轴孔压件与第一轴端型腔第二轴端型腔共轴设置。
17、优选的,所述中段模内壁顶部预留有开模角,开模角为1°。
18、与现有技术相比,本发明技术方案的有益效果是:
19、本发明提供了一种难变形金属花键轴挤压模具,通过热锻的方式加工,设置可拆卸的花键模,在磨损时方便更换,同时也方便更换不同槽深的花键模,实用性强,具体为:
20、中段模的中段模型腔以及花键模构成花键轴的花键段,上段模作为挤压件,在合模后,将工件放置到中段模型腔中,此时工件定位超出中段模型腔内的花键段,通过挤压机输出端向下压上段模,上段模内的第二轴端型腔配合上段模构成反挤,形成第一轴段;下段模内的第一轴端型腔配合下段模构成正挤,形成第二轴段;中段模型腔配合花键轴,构成花键轴段,完成花键轴的挤压成型,该模具中的花键模可拆卸,可有效延长花键模使用寿命,同时可以根据花键轴花键槽深选择不同的花键模,提升实用性。
技术特征:
1.一种难变形金属花键轴挤压模具,其特征在于:包括中段模(1),设置于模具整体中部,中段模(1)内设置有圆柱形中段模型腔(11),且中段模型腔(11)上下两端开口设置;中段模(1)内壁一圈均匀设置有多个花件模安装孔(12);
2.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,花件模安装孔(12)的长度和中段模型腔(11)的长度一致。
3.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,第一轴端型腔(22)和第二轴端型腔(32)内径尺寸一致。
4.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,所述下段模(2)的顶部还开设有中段模底部安装槽(21),中段模底部安装槽(21)和中段模(1)底部贴合,中段模底部安装槽(21)水平槽深和中段模(1)的内壁厚度相等。
5.根据权利要求4所述的难变形金属花键轴挤压模具,其特征在于,所述下段模(2)的外壁直径和中段模(1)的外壁直径一致。
6.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,所述外模顶部开口(51)内径小于中段模(1)的外径;外模顶部开口(51)内壁和上段模(3)外侧壁贴合。
7.根据权利要求6所述的难变形金属花键轴挤压模具,其特征在于,所述上段模(3)的底部还开设有中段模顶部安装槽(31),中段模顶部安装槽(31)和中段模(1)顶部贴合,中段模顶部安装槽(31)的水平槽深小于的小于中段模(1)内壁厚度。
8.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,所述外模(5)内壁上设置有多个底部贯穿的花键模安装槽(54),花键模(4)的外侧壁伸出花件模安装孔(12)外侧开口,且花键模(4)外侧壁和花键模安装槽(54)内壁贴合。
9.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,所述第一轴端型腔(22)内壁底部中间以及第二轴端型腔(32)的内壁顶部中间分别设置有第一轴孔压件(23)和第二轴孔压件(33);第一轴孔压件(23)和第二轴孔压件(33)与第一轴端型腔(22)第二轴端型腔(32)共轴设置。
10.根据权利要求1所述的难变形金属花键轴挤压模具,其特征在于,所述中段模(1)内壁顶部预留有开模角,开模角为1°。
技术总结
本发明公开了一种难变形金属花键轴挤压模具,属于金属挤压模具技术领域;包括中段模、下段模,上段模内部设置有底部开口的第二轴端型腔,第二轴端型腔和中段模型腔共轴设置;花键模,多个所述花键模可拆卸安装于花件模安装孔内;外模,包括外模内腔以及外模内腔上下两侧的外模顶部开口和外模底部开口;外模可拆卸套设于中段模、下段模、上段模和下段模的外部;外模内腔和中段模、花键模的外侧壁贴合安装;外模底板,外模底板和外模侧边底部一圈一体成型,外模底板上开设有多个安装孔。本发明提供一种难变形金属花键轴挤压模具,热锻的方式加工,设置可拆卸的花键模,在磨损时方便更换,同时也方便更换不同槽深的花键模,实用性强。
技术研发人员:刘怡文,吕凌翔,侯勇强
受保护的技术使用者:常州和仕达机械装备制造有限公司
技术研发日:
技术公布日:2025/4/28
- 还没有人留言评论。精彩留言会获得点赞!