一种汽车用高疲劳性能弹簧及其制备方法与流程
1.本发明属于弹簧冶炼技术领域,具体涉及一种汽车用高疲劳性能弹簧及其制备方法。
背景技术:
2.疲劳极限是弹簧的最主要破坏形式之一,疲劳性能除了与钢的成分结构有关以外,还主要受到钢的冶金质量(如非金属夹杂物)和弹簧表面质量(如脱碳)的影响。
3.熔融金属液在精炼处理以及运输过程中,氧化皮、金属间化合物、炉膛碎片等异质物容易被带入到金属液中,形成非金属夹杂,这些非金属夹杂主要是氧化物夹杂。根据其在熔化和浇铸过程中形成时期的不同,可以分为一次氧化物夹杂和二次氧化物夹杂。一次氧化物夹杂主要是指铝液浇注前形成的所有氧化物夹杂。一次氧化物夹杂按其形状可分两类:一类是宏观组织中分布不均匀的大块夹杂物,这类夹杂物,使合金组织不连续,降低工件的气密性能,成为腐蚀的根源,明显降低合金的强度和塑性,也往往成为零件的裂纹源,第二类氧化物夹杂是指细小的、弥散的夹杂物,即使经过仔细净化也不能完全除去,它使金属液粘度增大,降低凝固时合金液的补缩能力,易造成铸件的缩松。
技术实现要素:
4.为了解决上述技术问题,本发明的目的在于提供一种汽车用高疲劳性能弹簧及其制备方法。
5.本发明的目的可以通过以下技术方案实现:
6.一种汽车用高疲劳性能弹簧,包括如下重量百分比原料:c:0.43-0.55%,si:0.25-0.38%,mn:1.5-1.8%,cr:0.8-1.2%,als:0.012-0.015%,nb:0.02-0.03%,ni:0.25-0.35%,ti:0.01-0.02%,ca:0.0012-0.0020%,余量为fe和不可避免的杂质;
7.该汽车用高疲劳性能弹簧通过如下步骤制成:
8.步骤s1、将废钢和精炼渣加入真空熔炼炉中,升温至1600℃,制成钢水,控制精炼渣和废钢的重量比为15-20kg∶1t,将钢水进行lf精炼处理,加入合金熔块调整钢水成分,之后进行vd精炼处理,vd结束后喂入si-ca线调整钢水成分,喂线后底吹氩气弱搅拌5min,氩气压力为0.12-0.15mpa,之后将钢水静置5min后吊包、连铸,制成钢坯;
9.步骤s2、将制成的钢坯在1000-1200℃下开坯为100-200mm的坯料,之后进行高速线材控制轧制,控制温度为1000-1050℃,保温1h,轧制速度为60-80m/s,之后依次进行斯太尔摩控冷和盘条拉拔,制得拉拔钢丝;
10.步骤s3、将制得的拉拔钢丝冷卷绕制成形,并根据设定长度进行单个切断,放入高温热处理炉中,加热至1000-1100℃,保温15min,油冷淬火介质温度18-30℃,5-15s进行一次性淬火,制得弹簧钢丝;
11.步骤s4、将弹簧钢丝置于油炉中,升温至250-330℃,将弹簧钢丝放入热油中进行一次性退火处理,控制时间为5-10min,之后将退火后的弹簧清理后用喷涂环氧树脂漆进行
防腐保养,制得高疲劳性能弹簧。
12.进一步地:所述精炼渣包括如下步骤制成:
13.步骤s11、将煤矸石和氧化铝加入混合溶剂中,匀速搅拌5min后加入尿素,继续搅拌30min,制得混合料,之后将混合料在50mpa下压制成粒径0.8-1.2mm的生坯,之后将生坯在45℃下干燥4h,之后加入电阻炉中,在1200-1300℃下烧结3h,冷却,制得多孔莫来石,控制煤矸石、氧化铝和混合溶剂的重量比为1∶0.5-0.8∶1,尿素的用量为煤矸石重量的5-8%。
14.通过加入尿素作为造孔剂,以煤矸石和氧化铝作为原料,高温煅烧尿素进行分解,在基体中形成孔洞,最终制成多孔莫来石。
15.步骤s12、按重量份计,将20-30份碳酸钙、20-35份多孔莫来石、20-40份氧化钙、2-5份氧化镁和10-12份纳米二氧化硅混合均匀,磨料筛分至50目以下,之后喷淋加水进行调湿,加入压球机中,制成粒径1-2.5cm的料球,烘干,制得精炼渣,控制调湿用水量为物料重量的3-5%,葡萄糖用量为物料重量的3-5%。
16.进一步地:步骤s1中所述连铸二冷比水量1l/kg,匹配末端电磁搅拌强度为340a/6hz。
17.进一步地:所述混合溶剂为pvb和无水乙醇按照2-3∶100的重量比混合而成。
18.一种汽车用高疲劳性能弹簧的制备方法,包括如下步骤:
19.步骤s1、将废钢和精炼渣加入真空熔炼炉中,升温至1600℃,制成钢水,控制精炼渣和废钢的重量比为15-20kg∶1t,将钢水进行lf精炼处理,加入合金熔块调整钢水成分,之后进行vd精炼处理,vd结束后喂入si-ca线调整钢水成分,喂线后底吹氩气弱搅拌5min,氩气压力为0.12-0.15mpa,之后将钢水静置5min后吊包、连铸,制成钢坯;
20.步骤s2、将制成的钢坯在1000-1200℃下开坯为100-200mm的坯料,之后进行高速线材控制轧制,控制温度为1000-1050℃,保温1h,轧制速度为60-80m/s,之后依次进行斯太尔摩控冷和盘条拉拔,制得拉拔钢丝;
21.步骤s3、将制得的拉拔钢丝冷卷绕制成形,并根据设定长度进行单个切断,放入高温热处理炉中,加热至1000-1100℃,保温15min,油冷淬火介质温度18-30℃,5-15s进行一次性淬火,制得弹簧钢丝;
22.步骤s4、将弹簧钢丝置于油炉中,升温至250-330℃,将弹簧钢丝放入热油中进行一次性退火处理,控制时间为5-10min,之后将退火后的弹簧清理后用喷涂环氧树脂漆进行防腐保养,制得高疲劳性能弹簧。
23.本发明的有益效果:
24.本发明一种汽车用高疲劳性能弹簧,在制备过程中以废钢作为原料,通过加入合金熔块来调整金属成分含量达到标准值,加入si-ca线调整硅、钙含量,而且精炼过程中通入氩气,形成气泡,气泡上升过程中吸附合金液中的氧化夹杂物带出合金液,而且气泡由于内外分压差,能够使氢分子扩散至气泡内部,进而将氢去除,而且本发明制备出一种精炼渣,该精炼渣中加入多孔莫来石,通过加入尿素作为造孔剂,以煤矸石和氧化铝作为原料,高温煅烧尿素进行分解,在基体中形成孔洞,最终制成多孔莫来石,在其结构中引入孔洞结构,比表面积增大,吸附性能增强,当该清渣剂与合金元素混合后,能够清除合金液内部的氢和浮游的氧化夹渣,使合金液更纯净,其本身具有的强吸附性能对夹渣进行吸附,并迅速从熔体中逸出,提升合金的纯度,进而提高制备出的弹簧的疲劳性能。
具体实施方式
25.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
26.实施例1
27.精炼渣包括如下步骤制成:
28.步骤s11、将煤矸石和氧化铝加入混合溶剂中,匀速搅拌5min后加入尿素,继续搅拌30min,制得混合料,之后将混合料在50mpa下压制成粒径0.8mm的生坯,之后将生坯在45℃下干燥4h,之后加入电阻炉中,在1200℃下烧结3h,冷却,制得多孔莫来石,控制煤矸石、氧化铝和混合溶剂的重量比为1∶0.5∶1,尿素的用量为煤矸石重量的5%。
29.所述混合溶剂为pvb和无水乙醇按照2∶100的重量比混合而成。
30.步骤s12、按重量份计,将20份碳酸钙、20份多孔莫来石、20份氧化钙、2份氧化镁和10份纳米二氧化硅混合均匀,磨料筛分至50目以下,之后喷淋加水进行调湿,加入压球机中,制成粒径1cm的料球,烘干,制得精炼渣,控制调湿用水量为物料重量的3%,葡萄糖用量为物料重量的3%。
31.实施例2
32.精炼渣包括如下步骤制成:
33.步骤s11、将煤矸石和氧化铝加入混合溶剂中,匀速搅拌5min后加入尿素,继续搅拌30min,制得混合料,之后将混合料在50mpa下压制成粒径1mm的生坯,之后将生坯在45℃下干燥4h,之后加入电阻炉中,在1250℃下烧结3h,冷却,制得多孔莫来石,控制煤矸石、氧化铝和混合溶剂的重量比为1∶0.6∶1,尿素的用量为煤矸石重量的6%。
34.所述混合溶剂为pvb和无水乙醇按照3∶100的重量比混合而成。
35.步骤s12、按重量份计,将25份碳酸钙、30份多孔莫来石、30份氧化钙、3份氧化镁和11份纳米二氧化硅混合均匀,磨料筛分至50目以下,之后喷淋加水进行调湿,加入压球机中,制成粒径2cm的料球,烘干,制得精炼渣,控制调湿用水量为物料重量的4%,葡萄糖用量为物料重量的4%。
36.实施例3
37.精炼渣包括如下步骤制成:
38.步骤s11、将煤矸石和氧化铝加入混合溶剂中,匀速搅拌5min后加入尿素,继续搅拌30min,制得混合料,之后将混合料在50mpa下压制成粒径0.8-1.2mm的生坯,之后将生坯在45℃下干燥4h,之后加入电阻炉中,在1300℃下烧结3h,冷却,制得多孔莫来石,控制煤矸石、氧化铝和混合溶剂的重量比为1∶0.8∶1,尿素的用量为煤矸石重量的8%。
39.所述混合溶剂为pvb和无水乙醇按照3∶100的重量比混合而成。
40.步骤s12、按重量份计,将30份碳酸钙、35份多孔莫来石、40份氧化钙、5份氧化镁和12份纳米二氧化硅混合均匀,磨料筛分至50目以下,之后喷淋加水进行调湿,加入压球机中,制成粒径2.5cm的料球,烘干,制得精炼渣,控制调湿用水量为物料重量的5%,葡萄糖用量为物料重量的5%。
41.实施例4
42.一种汽车用高疲劳性能弹簧,包括如下重量百分比原料:c:0.43%,si:0.25%,mn:1.5%,cr:0.8%,als:0.012%,nb:0.02%,ni:0.25%,ti:0.01%,ca:0.0012%,余量为fe和不可避免的杂质;
43.该汽车用高疲劳性能弹簧通过如下步骤制成:
44.步骤s1、将废钢和精炼渣加入真空熔炼炉中,升温至1600℃,制成钢水,控制精炼渣和废钢的重量比为15kg∶1t,将钢水进行lf精炼处理,加入合金熔块调整钢水成分,之后进行vd精炼处理,vd结束后喂入si-ca线调整钢水成分,喂线后底吹氩气弱搅拌5min,氩气压力为0.12mpa,之后将钢水静置5min后吊包、连铸,制成钢坯;
45.步骤s2、将制成的钢坯在1000℃下开坯为100-200mm的坯料,之后进行高速线材控制轧制,控制温度为1000℃,保温1h,轧制速度为60m/s,之后依次进行斯太尔摩控冷和盘条拉拔,制得拉拔钢丝;
46.步骤s3、将制得的拉拔钢丝冷卷绕制成形,并根据设定长度进行单个切断,放入高温热处理炉中,加热至1000℃,保温15min,油冷淬火介质温度18℃,5s进行一次性淬火,制得弹簧钢丝;
47.步骤s4、将弹簧钢丝置于油炉中,升温至250℃,将弹簧钢丝放入热油中进行一次性退火处理,控制时间为5min,之后将退火后的弹簧清理后用喷涂环氧树脂漆进行防腐保养,制得高疲劳性能弹簧。
48.实施例5
49.一种汽车用高疲劳性能弹簧,包括如下重量百分比原料:c:0.50%,si:0.30%,mn:1.6%,cr:1%,als:0.013%,nb:0.02%,ni:0.30%,ti:0.01%,ca:0.0016%,余量为fe和不可避免的杂质;
50.该汽车用高疲劳性能弹簧通过如下步骤制成:
51.步骤s1、将废钢和精炼渣加入真空熔炼炉中,升温至1600℃,制成钢水,控制精炼渣和废钢的重量比为18kg∶1t,将钢水进行lf精炼处理,加入合金熔块调整钢水成分,之后进行vd精炼处理,vd结束后喂入si-ca线调整钢水成分,喂线后底吹氩气弱搅拌5min,氩气压力为0.14mpa,之后将钢水静置5min后吊包、连铸,制成钢坯;
52.步骤s2、将制成的钢坯在1100℃下开坯为150mm的坯料,之后进行高速线材控制轧制,控制温度为1000℃,保温1h,轧制速度为70m/s,之后依次进行斯太尔摩控冷和盘条拉拔,制得拉拔钢丝;
53.步骤s3、将制得的拉拔钢丝冷卷绕制成形,并根据设定长度进行单个切断,放入高温热处理炉中,加热至1100℃,保温15min,油冷淬火介质温度25℃,10s进行一次性淬火,制得弹簧钢丝;
54.步骤s4、将弹簧钢丝置于油炉中,升温至280℃,将弹簧钢丝放入热油中进行一次性退火处理,控制时间为8min,之后将退火后的弹簧清理后用喷涂环氧树脂漆进行防腐保养,制得高疲劳性能弹簧。
55.实施例6
56.一种汽车用高疲劳性能弹簧,包括如下重量百分比原料:c:0.55%,si:0.38%,mn:1.8%,cr:1.2%,als:0.015%,nb:0.03%,ni:0.35%,ti:0.02%,ca:0.0020%,余量为fe和不可避免的杂质;
57.该汽车用高疲劳性能弹簧通过如下步骤制成:
58.步骤s1、将废钢和精炼渣加入真空熔炼炉中,升温至1600℃,制成钢水,控制精炼渣和废钢的重量比为20kg∶1t,将钢水进行lf精炼处理,加入合金熔块调整钢水成分,之后进行vd精炼处理,vd结束后喂入si-ca线调整钢水成分,喂线后底吹氩气弱搅拌5min,氩气压力为0.15mpa,之后将钢水静置5min后吊包、连铸,制成钢坯;
59.步骤s2、将制成的钢坯在1200℃下开坯为200mm的坯料,之后进行高速线材控制轧制,控制温度为1050℃,保温1h,轧制速度为80m/s,之后依次进行斯太尔摩控冷和盘条拉拔,制得拉拔钢丝;
60.步骤s3、将制得的拉拔钢丝冷卷绕制成形,并根据设定长度进行单个切断,放入高温热处理炉中,加热至1100℃,保温15min,油冷淬火介质温度30℃,15s进行一次性淬火,制得弹簧钢丝;
61.步骤s4、将弹簧钢丝置于油炉中,升温至330℃,将弹簧钢丝放入热油中进行一次性退火处理,控制时间为10min,之后将退火后的弹簧清理后用喷涂环氧树脂漆进行防腐保养,制得高疲劳性能弹簧。
62.对比例1
63.本对比例为发明专利cn202111408385.1制备出的弹簧材料。
64.对比例2
65.本对比例为发明专利cn202210117250.8制备出的弹簧材料。
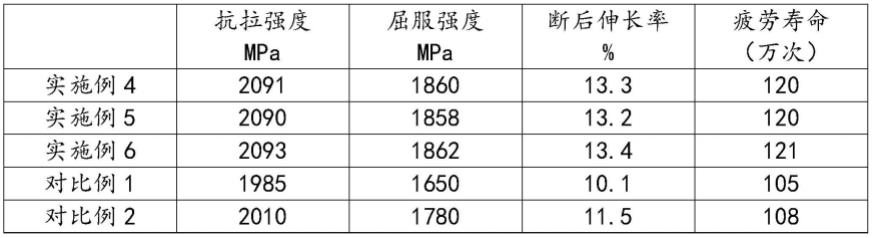
66.将实施例4-6和对比例1-2制备出的汽车用弹簧的力学性能进行检索,结果如下表所示:
[0067][0068]
从上表中能够看出本发明实施例制备出的汽车用弹簧钢具有优异的力学性能和高疲劳性能。
[0069]
以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1