定点送粉装置、选区激光熔化成型设备及方法
1.本发明属于增材制造技术领域,更具体地,涉及定点送粉装置、选区激光熔化成型设备及方法。
背景技术:
2.随着社会技术的不断发展,生产制造结构复杂、性能优异的合金构件就成为急需解决的难题。显然,采用单种材料成形的传统零件在很多情况下已难以满足工业应用对材料综合性能的要求,而将多种材料结合在一起的异质材料零件可以拥有单一材料零件不具备的优秀的力学、电、热等性能,具有极大的发展前景以及广阔的应用场合。
3.传统加工方法制造多材料零部件往往功能比较局限并且生产效率较低,选区激光熔化技术可以摆脱传统加工方法的束缚,直接面向零件的三维属性进行设计与生产,大大简化设计流程,从而促进产品的技术更新与性能优化,可以弥补传统制造工艺的不足,在多材料制备上有着极为广阔的前景。
4.然而现有的选区激光熔化技术,如图1所示,送粉缸23中的粉末直接堆落在基板41上,然后通过刮板8把粉末刮平铺成一层的厚度h,多余的粉末推入废粉回收缸7,然后利用激光器5进行激光打印成型。这种机构打印单一材料时,能满足我们的使用需求,但是打印多材料时,由于现有的滚轮铺粉手段使得每层只能使用单一材料,打印的多材料只能实现不同层之间材料不同,无法实现单层使用多种材料,也无法定点定向的调控每层不同部位的成分,不同层打印多材料时,由于落粉机构是唯一的,落粉管道只有一条,所以只能通过更换落粉罐里的粉末来实现多材料的打印,然而更换落粉罐里的粉末后,落粉机构中仍有上一种粉末的残留,往往不同材料的结合层附近成分往往难以预计,有着极大的局限性。这极大的地限制选区激光熔化技术在多材料打印的应用,是一个亟待解决的技术难题。
5.因此,如何在选区激光熔化技术中实现单层使用多种材料打印,以及定点定向调控每层不同部位的成分,同时在使用下一种粉末打印时去除上一种粉末残留以净化成分,成为本领域的技术难题。
技术实现要素:
6.针对现有技术的以上缺陷或改进需求,本发明提供了一种定点送粉装置、选区激光熔化成型设备及方法,由此解决现有选区激光熔化成型设备的传统铺粉系统无法对金属粉末定点定向送粉及无法实现单层使用多种材料打印的技术问题。
7.为实现上述目的,按照本发明的一个方面,提供了以下技术方案:
8.一种定点送粉装置,包括:送粉驱动单元和电磁驱动单元,其中,
9.所述送粉驱动单元包括一个或多个送粉缸,所述一个或多个送粉缸可左右及前后移动,或者可左右移动及绕垂向旋转,所述送粉缸内用于装填带电荷的金属粉末;
10.所述电磁驱动单元包括两组复合磁场发生装置;所述复合磁场发生装置包括铁管线圈和两组铁芯线圈组,每组铁芯线圈组包括两个对称布置在所述铁管线圈两侧的铁芯线
圈,四个所述铁芯线圈围绕在所述铁管线圈四周,所述铁管线圈为铁管外周缠绕线圈构成;其中第一组复合磁场发生装置设置于所述送粉驱动单元的下方,用于对从送粉缸落入其铁管内的金属粉末施加磁场力,以使金属粉末沿着预设的轨迹运行;第二组复合磁场发生装置设置于所述第一组复合磁场发生装置的下方,用于从其铁管入口飞入从所述第一组复合磁场发生装置的铁管飞出的金属粉末,对飞入的金属粉末施加磁场力以矫正其轨迹,使得金属粉末最终从其铁管出口飞出落在基板上的指定位置。
11.优选地,所述一个或多个送粉缸还可上下移动。
12.优选地,所述送粉缸包括送粉罐壳,以及均设置于所述送粉罐壳内的第一电机、绝缘板、送料阀门和滚轮,其中,
13.所述第一电机设置于所述送粉罐壳内上部,用于为所述绝缘板提供推力;所述绝缘板设置于所述第一电机下方、金属粉末上方;两个所述送料阀门设置于所述送粉罐壳内下部以作为金属粉末出料口,其开口孔径可调;两个所述滚轮相对设置于两个所述送料阀门之间,以使金属粉末经过两个所述滚轮之间,从下方送料阀门落出时具有设定初速度。
14.优选地,所述送粉驱动单元还包括多根导轨和电机驱动箱,其中,
15.所述电机驱动箱包括第一箱体和固定板,所述第一箱体内部设有多个电机,所述第一箱体设置于所述多根导轨上,所述固定板设置于所述第一箱体下方,所述一个或多个送粉缸均固定在所述固定板的下方,以此方式,由所述多个电机带动第一箱体连带固定板和所有送粉缸沿所述导轨左右、前后移动,或者由所述多个电机带动第一箱体连带固定板和所有送粉缸沿所述导轨左右移动、直接带动固定板连带所有送粉缸整体绕垂向旋转。
16.按照本发明的另一方面,还提供了以下技术方案:
17.一种选区激光熔化成型设备,包括基板、激光器,以及上述的定点送粉装置,其中,
18.所述基板设置于所述另一组复合磁场发生装置的铁管出口右方,所述激光器设置于所述基板的上方。
19.优选地,上述设备还包括落料室、底座和成型室,其中,
20.所述送粉驱动单元、所述电磁驱动单元均设置于所述落料室内,所述基板、所述激光器均设置于所述成型室内,所述落料室和所述成型室均设置于所述底座上。
21.按照本发明的另一方面,还提供了以下技术方案:
22.基于上述选区激光熔化成型设备的定点送粉选区激光熔化成型方法,包括如下步骤:
23.(s1)移动送粉驱动单元使送粉缸的出料口至所述第一组复合磁场发生装置的铁管入口上方设定位置;所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈均通电;
24.(s2)金属粉末从送粉缸的出料口落入所第一组复合磁场发生装置的铁管入口,调整所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈的通电方向和强度,直至金属粉末在两组复合磁场发生装置的磁场力的作用下沿着预设轨迹从所述第二组复合磁场发生装置的铁管出口飞出,并落在基板上的指定位置;
25.(s3)所述两组复合磁场发生装置的通电方向和强度均不变,根据拟成型工件的路径规划左右、前后移动送粉缸的出料口位置,或者左右移动、绕垂向旋转调整送粉缸的出料口位置,则金属粉末落在基板上的位置与所述出料口位置同步改变,直至完成当前层激光
打印;
26.(s4)基板下移一层,重复步骤(s3),直至完成整个拟成型工件的选区激光熔化成型。
27.优选地,上述定点送粉选区激光熔化成型方法,若为多种材料打印,则:
28.在步骤(s3)当前层激光打印过程中,切换打印另一种材料时,通过左右、前后移动,或者左右移动、绕垂向旋转,将当前出料的送粉缸切换至装有所述另一种材料的送粉缸,继续激光打印即可;
29.或者,
30.在不同的送粉缸中装填不同种类的金属粉末,在步骤当前层激光打印过程中,多个送粉缸同时送粉进入电磁驱动单元进行定点定向送粉。
31.按照本发明的另一方面,还提供了以下技术方案:
32.基于上述选区激光熔化成型设备的定点送粉选区激光熔化成型方法,包括如下步骤:
33.(t1)移动送粉驱动单元使送粉缸的出料口至所述第一组复合磁场发生装置的铁管入口上方设定位置;所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈均通电;
34.(t2)金属粉末从送粉缸的出料口落入所述第一组复合磁场发生装置的铁管入口,调整所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈的通电方向和强度,直至金属粉末在两组复合磁场发生装置的磁场力的作用下沿着预设轨迹从所述第二组复合磁场发生装置的铁管出口飞出,并落在基板上的指定位置;
35.(t3)所述送粉缸的出料口位置不变,调整所述两组复合磁场发生装置内的磁场力,通过磁场力控制金属粉末的运动轨迹,直至按照拟成型工件的路径规划完成当前层激光打印;
36.(t4)基板下移一层,重复步骤(s3),直至完成整个拟成型工件的选区激光熔化成型。
37.优选地,上述定点送粉选区激光熔化成型方法,若为多种材料打印,则:
38.在步骤(t3)当前层激光打印过程中,切换打印另一种材料时,通过左右、前后移动,或者左右移动、绕垂向旋转,将当前出料的送粉缸切换至装有所述另一种材料的送粉缸,继续激光打印即可;
39.或者,
40.在不同的送粉缸中装填不同种类的金属粉末,在步骤当前层激光打印过程中,多个送粉缸同时送粉进入电磁驱动单元进行定点定向送粉。
41.优选地,上述定点送粉选区激光熔化成型方法,太空打印时,步骤(s2)具体为:
42.金属粉末从送粉缸的出料口出来时使其具有设定初始速度,以在太空无重力或少重力环境下,在所述设定初始速度的推动下使金属粉末落入所述第一组复合磁场发生装置的铁管入口,此后调整所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈的通电方向和强度,直至金属粉末在两组复合磁场发生装置的磁场力的作用下沿着预设轨迹从所述第二组复合磁场发生装置的铁管出口飞出,并落在基板上的指定位置。
43.优选地,上述定点送粉选区激光熔化成型方法,太空打印时,步骤(t2)具体为:
44.金属粉末从送粉缸的出料口出来时使其具有设定初始速度,以在太空无重力或少重力环境下,在所述设定初始速度的推动下使金属粉末落入所述第一组复合磁场发生装置的铁管入口,此后调整所述两组复合磁场发生装置内的所有铁芯线圈和铁管外线圈的通电方向和强度,直至金属粉末在两组复合磁场发生装置的磁场力的作用下沿着预设轨迹从所述第二组复合磁场发生装置的铁管出口飞出,并落在基板上的指定位置。
45.总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
46.1、本发明提供的定点送粉装置及定点送粉选区激光熔化成型方法,送粉驱动单元通过一个或多个送粉缸装填一种或多种金属粉末,两组复合磁场发生装置依次设置于送粉驱动单元的下方,每组复合磁场发生装置包含铁管线圈和两组布置在铁管线圈四周的四个铁芯线圈,对铁管外线圈和铁芯线圈通以不同方向及强度的电流即可在铁管内产生任意方向的磁场力,当带电荷的金属粉末掉落进入铁管内,通过调整通电电流的方向和强度来调整铁管内磁场力,进而通过施加在金属粉末上的磁场力调控金属粉末的运行轨迹;金属粉末从第一组复合磁场发生装置飞入第二组复合磁场发生装置的铁管内后,进一步在第二组复合磁场发生装置内的磁场力下调整轨迹,直至飞出落在基板指定位置,实现金属粉末定点送粉;
47.此外,在每一层打印过程中,根据待成型工件的预设加工轨迹,可以选择两组复合磁场发生装置的磁场力不变,改变送粉缸出料口位置进而同步改变金属粉末在基板上的落点来完成打印成型复杂形状,也可以选择送粉缸出料口位置不变,通过调控两组复合磁场发生装置的磁场力进而控制金属粉末飞行轨迹使其落在基板上不同指定位置的方式,来完成打印成型复杂形状;送粉缸出料口位置可以通过左右移动或前后移动送粉缸以实现金属粉末在基板上前后左右落点位置的调整,也可以通过左右移动或垂向旋转送粉缸以实现金属粉末在基板上前后左右落点位置的调整;
48.再者,如果是多种材料打印,可以通过多个送粉缸分别装填不同材质金属粉末,每一层打印过程中,当需要切换下一种材料时,直接将装填下一种材料的送粉缸切换至出料口进行出料,继续通过移动新送粉缸位置或两组复合磁场发生装置的磁场力控制金属粉末运动轨迹及落点位置,完成另一种材料打印即可,由此在每一层的激光打印过程中实现每一种材料的精准定点定向送粉和多材料激光打印;
49.还有,如果是多种材料打印,也可以在多个送粉缸分别装填不同材质金属粉末,每一层打印过程中,多个送粉缸同时送粉进入电磁驱动单元进行定点定向送粉,从而在每一层的激光打印过程中实现多种材料同时精准定点定向送粉和多材料激光打印;
50.最后,在太空无重力/少重力环境下打印时,只需通过送粉缸给金属粉末一个初始速度,使金属粉末在初始速度推动下进入第一组复合磁场发生装置的铁管内磁场内,即可继续通过磁场力控制其飞行轨迹使其落在基板的指定位置,完成定点送粉激光打印,并且克服太空环境下由于重力缺失/减少导致金属粉末无法依靠重力完成掉落进而无法正常完成激光打印成型的技术难题,为太空打印领域的开创性设计;
51.2、本发明提供的定点送粉装置及定点送粉选区激光熔化成型方法,可以利用定点送粉的优势修补损伤零件,将需要修补的零件装在基板上,进行定点送粉修补打印即可;
52.3、本发明提供的定点送粉装置,送粉缸内通过第一电机下压绝缘板将金属粉末下
压,以克服在太空打印时由于重力缺失/减少导致金属粉末无法依靠重力自然下落的问题;通过相对设置的两个滚轮使金属粉末经过这两个滚轮之间进行落料时具有设定的初始速度,继而通过磁场力控制其飞行轨迹使其落在基板的指定位置,完成定点送粉激光打印,克服太空环境下由于重力缺失/减少导致金属粉末无法依靠重力完成掉落进而无法正常完成激光打印成型的技术难题;
53.4、本发明提供的选区激光熔化成型设备,采用上述的定点送粉装置,能够实现金属粉末的定点送粉、每一层打印过程中的定点定向送粉复杂形状打印、每一层的多材料精准定点送粉打印及太空无重力/少重力环境下的选区激光熔化成型;激光器设置于基板的上方(优选正上方),相对于激光器斜置于基板其他位置,使得激光器的打印激光能量更加均匀,打印质量更好;而要实现激光器设置于基板的上方,则基板不能直接置于送粉驱动单元下方,因此本发明基板位置位于第二组复合磁场发生装置铁管右方,从送粉刚缸出料口至落到基板,金属粉末轨迹类似l形,先在第一组复合磁场发生装置铁管内磁场作用下向下-向右飞行,然后在第二组复合磁场发生装置铁管内磁场作用下向右飞出落至基板上指定位置;
54.5、本发明提供的选区激光熔化成型设备,将送粉驱动单元和电磁驱动单元设置于落料室,将激光器和基板设置于成型室内,利用落料室和成型室将落料过程和激光打印过程隔开,大大减少金属粉料落料过程产生的粉雾对激光器的影响,免得激光器镜面被金属粉料糊住,提高了打印精度,减少了擦拭激光器次数,且在太空条件下减少宇航员工作量。
附图说明
55.图1是现有技术选区激光熔化成形设备示意图;
56.图2是本发明实施例中利用本发明定点送粉装置进行粉末筛选示意图;
57.图3是本发明实施例中定点送粉装置进行定点送粉示意图;
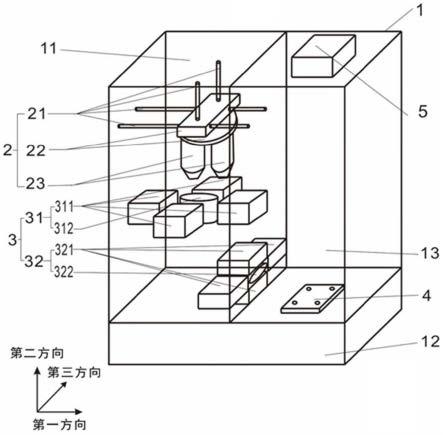
58.图4是本发明实施例中选区激光熔化成型设备示意图;
59.图5是本发明实施例中复合磁场发生装置结构示意图;
60.图6是本发明实施例中第一组复合磁场发生装置的磁场力示意图;
61.图7是本发明实施例中第二组复合磁场发生装置的磁场力示意图;
62.图8是本发明实施例中送粉驱动单元的一种实施方式;
63.图9是本发明实施例中送粉驱动单元的另一种实施方式;
64.图10是本发明实施例中送粉缸的结构示意图;
65.图11是本发明实施例中送粉缸阀门孔径调整示意图。
66.在所有的附图中,相同的附图标记用来表示相同的元件或结构,其中:
67.1、加工室;2、送粉驱动单元;3、电磁驱动单元;4、基板及驱动装置;5、激光器;11、落料室;12、底座;13、成型室;21、导轨;22、电机驱动箱;23、送粉缸;231、送粉罐壳;232、第一电机;233、绝缘板;234、送料阀门;235、滚轮;31、第一铁芯线圈组;32、第二铁芯线圈组;311、第一铁芯线圈;312、第一铁管线圈;321、第二铁芯线圈;322、第二铁管线圈;6、粉末收集罐;7、废粉回收缸;8、刮板;41、基板。
具体实施方式
68.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
69.实施例1
70.如图2和图3所示,本实施例提供一种定点送粉装置,包括:送粉驱动单元和电磁驱动单元。
71.送粉驱动单元包括一个或多个送粉缸23,一个或多个送粉缸23可左右及前后移动,或者可左右移动及绕垂向旋转,送粉缸23内用于装填带电荷的金属粉末。
72.电磁驱动单元设于送粉驱动单元2的下方,其包括两组复合磁场发生装置;如图4所示,每组复合磁场发生装置包括铁管线圈(即第一铁管线圈312或第二铁管线圈322)和两组铁芯线圈组(即第一铁芯线圈组31或第二铁芯线圈组32),每组铁芯线圈组包括两个对称布置在铁管线圈两侧的铁芯线圈(即第一铁芯线圈311或第二铁芯线圈321),四个铁芯线圈围绕在铁管线圈四周,铁管线圈为铁管外周缠绕线圈构成;其中一组复合磁场发生装置设置于送粉驱动单元的下方,用于对从送粉缸23落入其铁管内的金属粉末施加磁场力,以使金属粉末沿着预设的轨迹运行;另一组复合磁场发生装置设置于一组复合磁场发生装置的下方,用于从其铁管入口飞入从一组复合磁场发生装置的铁管飞出的金属粉末,对飞入的金属粉末施加磁场力以矫正其轨迹,使得金属粉末最终从其铁管出口飞出落在基板4上的指定位置。
73.铁芯线圈及铁管外线圈通电之后,每组铁芯线圈组里两个铁芯线圈之间以及铁管线圈的铁管内部可以形成稳定的磁场,电流恒定时,形成的磁场强度恒定,电流越大则形成的磁场强度越高。
74.如图5所示,第一组复合磁场发生装置中,两组铁芯线圈组通电后可以产生第一方向(即左右方向)的磁场a1和第三方向的磁场a3,铁管线圈通电后可以产生第二方向(即上下方向/垂向)的磁场a2,磁场a1和磁场a3会叠加形成合磁场a1,且磁场a1、磁场a3和合磁场a1满足a1=a1*cosψ1、a3=a1*sinψ1,合磁场a1的方向与第一方向夹角为ψ1,合磁场a1、磁场a2会叠加形成复合磁场ah,且合磁场a1、磁场a2和复合磁场ah满足a2=ah*sinθ1、a1=ah*cosθ1,复合磁场ah的方向与合磁场a1方向夹角为θ1。
75.如图6所示,第二组复合磁场发生装置中,两组铁芯线圈组通电后可以产生第二方向的磁场b2和第三方向(即前后方向)的磁场b3,铁管线圈通电后可以产生第一方向的磁场b1,磁场b2和磁场b3会叠加形成合磁场b1,且磁场b2、磁场b3和合磁场b1满足b2=b1*cosψ2、b3=b1*sinψ2,合磁场b1的方向与第二方向夹角为ψ2,合磁场b1、磁场b1会叠加形成复合磁场bh,且合磁场b1、磁场b1和复合磁场bh满足b1=bh*sinθ2、b1=bh*cosθ2,复合磁场bh的方向与合磁场b1方向夹角为θ2。
76.当带电金属粉末以一定速度进入复合磁场时,复合磁场会对运动的带电金属粉末形成一个垂直于速度方向和复合磁场方向的洛伦磁力。通过调整铁芯线圈和铁管线圈两端的电压来调整通过铁芯线圈和铁管线圈的电流,通过调整铁芯线圈和铁管线圈的电流直接调整每组铁芯线圈组之间的磁场强度和铁管线圈的铁管内部的磁场强度,进而调整复合磁
场的强度和方向,最终通过调整复合磁场的强度和方向来改变待加工金属粉末所受的洛伦磁力,进而来改变待加工金属粉末的运动状态,使之按照预定的轨迹到达预定的位置。
77.送粉驱动单元和电磁驱动单元均可以有一个或多个。
78.实施例2
79.本实施例提供一种定点送粉装置,其结构与实施例1相同,区别在于:
80.送粉驱动单元采用如图7所示结构,该送粉驱动单元包括一个或多个送粉缸23、多根导轨21和电机驱动箱22。
81.电机驱动箱22包括第一箱体和固定板,第一箱体内部设有多个电机,第一箱体设置于多根导轨21上,固定板设置于第一箱体下方,一个或多个送粉缸均固定在固定板的下方。电机采用双向电动机,所述双向电动机可根据电流的流向不同控制电机的正转与反转。以此方式,由多个电机带动第一箱体连带固定板和所有送粉缸沿导轨左右(即第一方向),或前后(即第三方向)移动,或上下(即第二方向)移动。
82.利用电机驱动箱调整待加工金属粉末的位置和高度进而调整待加工金属粉末进入铺粉驱动单元电磁驱动单元的位置和速度。在非太空环境下,即地球有重力环境下打印时,送粉缸上下移动可改变送粉缸出料口的高度,进而改变金属粉末进入复合磁场的速度,进而改变金属粉末的运行轨迹。
83.实施例3
84.本实施例提供一种定点送粉装置,其结构与实施例1相同,区别在于:
85.送粉驱动单元采用如图8所示结构,该送粉驱动单元包括一个或多个送粉缸23、多根导轨21和电机驱动箱22。
86.电机驱动箱22包括第一箱体和固定板,第一箱体内部设有多个电机,第一箱体设置于多根导轨上,固定板设置于第一箱体下方,一个或多个送粉缸均固定在固定板的下方。电机采用双向电动机,所述双向电动机可根据电流的流向不同控制电机的正转与反转。以此方式,由多个电机带动第一箱体连带固定板和所有送粉缸沿导轨左右或上下移动,或者直接带动固定板连带所有送粉缸整体绕垂向旋转。
87.实施例4
88.本实施例提供一种定点送粉装置,其结构与实施例1或2或3相同,区别在于:
89.送粉缸23采用如图9所示的结构,该送粉缸23包括送粉罐壳231,以及均设置于送粉罐壳231内的第一电机232、绝缘板233、送料阀门234、滚轮235和第二电机。
90.第一电机232设置于送粉罐壳231内上部,用于为绝缘板233提供推力,可根据电流的流向不同控制电机的正转与反转从而控制绝缘板在送粉罐壳里前进后退。
91.绝缘板233设置于第一电机232下方、金属粉末上方,绝缘板在电机的带动前进时可以将粉末往送粉缸23出口处推动。
92.两个送料阀门234设置于送粉罐壳231内下部以作为金属粉末出料口,用于控制送粉缸23的开关。如图10所示,送料阀门的开口孔径可调,以调节出料口出粉量。
93.两个滚轮235相对设置于两个送料阀门234之间,位于送粉缸23出口处,均与第二电机连接。在第二电机的带动下,两个滚轮滚动可以将金属粉末送出出料口,并具有设定初始速度。
94.根据加工需要来控制送粉缸23送料阀门的开启或关闭,开关开启后,待加工金属
粉末可以从送粉缸23中自由落下,通过移动送粉缸23的位置和高度来改变待加工金属粉末的初始位置和高初始度,从而调整待加工金属粉末进入铺粉驱动单元电磁驱动单元的位置和初始速度。
95.在太空无重力/少重力环境下打印时,由于重力缺失/减少导致金属粉末无法依靠重力完成掉落进而无法正常完成激光打印成型,采用本实施例装置即可克服该技术难题。具体地,送粉缸内通过第一电机下压绝缘板将金属粉末下压,以克服在太空打印时由于重力缺失/减少导致金属粉末无法依靠重力自然下落的问题,通过相对设置的两个滚轮使金属粉末经过这两个滚轮之间进行落料时具有设定的初始速度,继而通过磁场力控制其飞行轨迹使其落在基板的指定位置,完成定点送粉激光打印。
96.实施例5
97.本实施例提供一种选区激光熔化成型设备,包括加工室1、基板及驱动装置4、激光器5,以及实施例1所述的定点送粉装置。
98.加工室1包括落料室11、底座12和成型室13。
99.送粉驱动单元2、电磁驱动单元3均设置于落料室11内,基板及驱动装置4、激光器5均设置于成型室13内,落料室11和成型室13均设置于底座12上。
100.基板及驱动装置4包括基板41、基板固定板、基板加热板、基板连接板、连接件、导轨、电机、齿轮装置外壳等组成,所述组成通过螺钉连接,所述基板驱动单元可以利用电机作为驱动力驱动基板沿着第二方向上下移动、利用基板加热板使基板保持加工所需温度。
101.激光器5包括激光单元和振镜单元,激光单元提供不同功率的激光,震镜单元来改变激光的运动方向、速率和轨迹。
102.基板设置于第二组复合磁场发生装置的铁管出口右方,激光器5设置于基板的上方。
103.实施例6
104.本实施例提供一种选区激光熔化成型设备,其结构与实施例5相同,区别在于,本实施例采用实施例2所述的定点送粉装置。
105.实施例7
106.如图11所示,本实施例提供一种选区激光熔化成型设备,其结构与实施例5相同,区别在于,本实施例采用实施例3所述的定点送粉装置。
107.实施例8
108.本实施例提供一种选区激光熔化成型设备,其结构与实施例5相同,区别在于,本实施例采用实施例4所述的定点送粉装置。
109.实施例9
110.本实施例利用实施例6所述的选区激光熔化成型设备,提供一种定点送粉选区激光熔化成型方法。具体如下:
111.首先提供一种金属粉末筛选和初始轨迹设定方法,包括如下步骤:
112.1)粉末充电:分别对待加工金属粉末进行充电,使之带有电荷;
113.2)粉末筛选:参见图2,将充电完成后的待加工金属粉末装入送粉缸23,在基板上放一粉末收集罐6,设置合适的送粉缸23的位置、电磁驱动单元3的外加磁场的强度和方向,使之按预定轨迹落入粉末收集罐6,最终落入的就是我们所需的粉末,将收集的待加工金属
粉末重新装入送粉缸23;
114.3)送粉缸送粉:计算机控制单元控制电机驱动箱22的运动以及送粉缸23阀门的开关,通过电机驱动箱22沿着导轨21向第一方向和第二方向运动,进而带动送粉缸23沿着导轨21向第一方向和第二方向运动,当送粉缸23运动到合适的位置后,由计算机控制单元发出开启指令打开送粉缸23阀门进行落粉,粉末从送粉缸23出来后自由落体进入电磁驱动单元3;
115.4)电磁驱动单元送粉:设置合适的电磁驱动单元3的外加磁场的强度和方向,使进入电磁驱动单元3的待加工金属粉末能在洛伦兹力的作用下改变轨迹,按照图3轨迹运动到基板13上。初始轨迹设定完成。
116.通过粉末筛选可将同等条件下轨迹相同的金属粉末筛选出来,去除掉由于质量或带电量等原因导致轨迹有偏差的金属粉末,影响定点定向送粉和激光打印效果。通过初始轨迹设定可按照待成型工件位置精准控制接下来的激光打印定点送粉过程。
117.然后继续按照如下第一种定点送粉控制方法,完成定点送粉选区激光熔化成型:
118.5)电磁驱动单元提供恒定的磁场,调节送粉缸送粉。设置合适的电磁驱动单元3的外加磁场的强度和方向并保持外加磁场的强度和方向恒定,使得在相同位置从送粉缸23出来的待加工金属粉末进入电磁驱动单元3能在洛伦兹力的作用下按照相同的轨迹运行到相同的位置,当送粉缸23沿着第一方向和第三方向移动时,由于待加工金属粉末在电磁驱动单元3中受到的洛伦兹力保持不变,使得待加工金属粉末的运行轨迹整体沿着第一方向和第三方向移动,最终使得待加工金属粉末落在基板得位置沿着第一方向和第三方向移动,从而实现定点送粉的目的。当送粉缸23沿着第二方向移动时,通过重力等作用改变待加工金属粉末进入电磁驱动单元的初始速度,从而改变运行轨迹。优选沿着第一方向和第三方向移动。计算机控制单元控制激光器6将落在基板41的粉末熔化成型,直至完成当前层激光打印。
119.6)基板41下移一层,重复步骤5),直至完成整个拟成型工件的选区激光熔化成型。
120.实施例10
121.本实施例提供一种定点送粉多材料选区激光熔化成型方法,其步骤与实施例9相同,区别在于:
122.步骤5)中,在不同的送粉缸中装填不同种类的金属粉末,在当前层激光打印过程中,多个送粉缸同时送粉进入电磁驱动单元进行定点定向送粉,从而在每一层的激光打印过程中实现多种材料同时精准定点定向送粉和多材料激光打印。
123.实施例11
124.本实施例提供一种定点送粉多材料选区激光熔化成型方法,其步骤与实施例9相同,区别在于:
125.步骤5)中,当前层激光打印过程中,切换打印另一种材料时,通过左右、前后移动,将当前出料的送粉缸(23)切换至装有所述另一种材料的送粉缸(23),继续激光打印即可。从而在每一层的激光打印过程中实现每一种材料的精准定点定向送粉和多材料激光打印。
126.实施例12
127.本实施例利用实施例7所述的选区激光熔化成型设备,提供一种定点送粉选区激光熔化成型方法。
128.该方法首先利用实施例9中所述的金属粉末筛选和初始轨迹设定方法,完成粉末筛选和初始轨迹设定。
129.然后继续按照如下第二种定点送粉控制方法,完成定点送粉选区激光熔化成型:
130.5a)送粉缸送粉的位置保持不变,调节电磁驱动单元。设置合适的送粉缸送粉的位置并保持送粉缸送粉的位置不变,使得进入电磁驱动单元的待加工金属粉末的位置和初始速度不发生变换,进入电磁驱动单元的待加工金属粉末首先会通过第一组复合磁场发生装置。
131.通过调整第一组复合磁场发生装置里铁芯线圈和铁管线圈两端的电压来调整通过铁芯线圈和铁管线圈的电流,通过调整铁芯线圈和铁管线圈的电流直接调整每组铁芯线圈组之间的磁场强度和铁管线圈的铁管内部的磁场强度,进而调整复合磁场的强度和方向,第一组复合磁场发生装置中,两组铁芯线圈组通电后可以产生第一方向的磁场a1和第三方向的磁场a3,铁管线圈通电后可以产生第二方向的磁场a2,磁场a1和磁场a3会叠加形成合磁场a1,且磁场a1、磁场a3和合磁场a1满足a1=a1*cosψ1、a3=a1*sinψ1,合磁场a1的方向与第一方向夹角为ψ1,合磁场a1、磁场a2会叠加形成复合磁场ah,且合磁场a1、磁场a2和复合磁场ah满足a2=ah*sinθ1、a1=ah*cosθ1,复合磁场ah的方向与合磁场a1方向夹角为θ1。复合磁场ah会对运动的带电金属粉末形成一个垂直于速度方向和复合磁场方向的洛伦磁力,通过调整复合磁场的强度和方向来改变作用于待加工金属粉末上洛伦磁力的大小和方向,进而调整待加工金属粉末运动出第一组复合磁场时的速度和方向,第二组复合磁场发生装置的作用机理和发生第一组复合磁场装置的相同,
132.第二组复合磁场发生装置中,两组铁芯线圈组通电后可以产生第二方向的磁场b2和第三方向的磁场b3,铁管线圈通电后可以产生第一方向的磁场b1,磁场b2和磁场b3会叠加形成合磁场b1,且磁场b2、磁场b3和合磁场b1满足b2=b1*cosψ2、b3=b1*sinψ2,合磁场b1的方向与第二方向夹角为ψ2,合磁场b1、磁场b1会叠加形成复合磁场bh,且合磁场b1、磁场b1和复合磁场bh满足b1=bh*sinθ2、b1=bh*cosθ2,复合磁场bh的方向与合磁场b1方向夹角为θ2。复合磁场bh会对运动的带电金属粉末形成洛伦磁力,通过调整复合磁场的强度和方向来改变作用于待加工金属粉末上洛伦磁力的大小和方向,进而调整待加工金属粉末运动出第二组复合磁场时的速度和方向,第二组复合磁场发生装置是对第一组复合磁场发生装置的补充和修改,主要是对进入第二组复合磁场待加工金属粉末运动速度大小和方向进行调节和修正,从而能更加准确落入基板上指定的位置,实现定点送粉的目的。
133.计算机控制单元控制激光器6将落在基板41的粉末熔化成型,直至完成当前层激光打印。
134.6a)基板41下移一层,重复步骤5a),直至完成整个拟成型工件的选区激光熔化成型。
135.实施例13
136.本实施例提供一种定点送粉多材料选区激光熔化成型方法,其步骤与实施例12相同,区别在于:
137.步骤5a)中,在不同的送粉缸中装填不同种类的金属粉末,在当前层激光打印过程中,多个送粉缸同时送粉进入电磁驱动单元进行定点定向送粉,从而在每一层的激光打印过程中实现多种材料同时精准定点定向送粉和多材料激光打印。
138.实施例14
139.本实施例提供一种定点送粉多材料选区激光熔化成型方法,其步骤与实施例12相同,区别在于:
140.步骤5a)中,当前层激光打印过程中,切换打印另一种材料时,通过左右移动或绕垂向旋转,将当前出料的送粉缸23切换至装有所述另一种材料的送粉缸23,继续激光打印即可。从而在每一层的激光打印过程中实现每一种材料的精准定点定向送粉和多材料激光打印。
141.实施例15
142.本实施例提供一种定点送粉多材料选区激光熔化成型方法,其步骤与实施例10或13相同,区别在于:
143.步骤5)中,同时调节送粉缸送粉的位置和电磁驱动单元的磁场力,来调控金属粉末在基板上的落点位置。
144.实施例10或13的多材料打印时由于基板上落点同时有多个,单独改变磁场力或变换送料缸位置可能存在效率不高的问题,本实施例方案在进行多材料打印时对金属粉末轨迹联合调控,效率更高。
145.实施例16
146.本实施例利用实施例8所述的选区激光熔化成型设备,提供一种定点送粉多材料选区激光熔化成型太空打印方法,其步骤与实施例9-15中任一项所述的方法步骤相同,区别在于:
147.在太空无重力或少重力环境下打印,送粉缸内通过第一电机下压绝缘板将金属粉末下压,以克服在太空打印时由于重力缺失/减少导致金属粉末无法依靠重力自然下落的问题;通过相对设置的两个滚轮使金属粉末经过这两个滚轮之间进行落料时具有设定的初始速度,继而通过磁场力控制其飞行轨迹使其落在基板的指定位置,克服太空环境下由于重力缺失/减少导致金属粉末无法依靠重力完成掉落进而无法正常完成激光打印成型的技术难题。
148.上述实施例1-16中所述金属粉末材质包括但不限于镍钛合金粉末、tc4合金粉末、cusn合金粉末、纯铜粉末。粉末球形度优选大于99%,粉末粒度优选30um-42um,其他材质、球形度与粉末粒度依据实际需要也可以选用,本发明实施例对此不作限制。
149.通过本发明所构思的以上技术方案,至少能够取得以下有益效果:
150.1)与现有的选区激光熔化技术相比,本发明提供了一种全新的铺粉方案,利用洛伦磁力改变带电金属粉末的运动轨迹进行铺粉,从而实现定点送粉的目的,所以有更高的效率。
151.2)拥有更多的调整的方法,可以通过调整送粉缸的位置和外加磁场的强度和方向来改变待加工金属粉末的运动状态,进而调整金属粉末落在基板的位置:送粉缸的位置一定时,通过调整外加磁场的强度和方向,来调整待加工金属粉末所受的洛伦磁力进而调整金属粉末落在基板的位置;外加磁场的强度和方向一定时,通过调整送粉缸的位置来调整待加工金属粉末进入电磁驱动单元的位置和初速度,进而调整待加工金属粉末所受的洛伦磁力进而调整金属粉末落在基板的位置。
152.3)克服了传统选区激光熔化技术每层打印只能打印单一材料的问题,可以实现不
同材料每层定点定向的铺粉,并且粉末出落粉机构后,只会接触基板,避免了其他外加因素的干扰。
153.4)本发明有望应用于太空打印,现有的选区激光熔化技术,都是利用重力来落粉,粉末的运行并没有考虑在其中,在外太空失重或者引力很小的时候,落粉是一个问题,本发明具有更大的应用范围。
154.5)本发明适用于多材料打印,与现有技术相比,本发明可以打印不同材料,除此之外由于本发明可以实现定点送粉,因此可以打印复杂结构。
155.6)材料打印开裂时,可以利用定点送粉的优势进行修补。修补损伤零件,可以将需要修补的零件装在基板上,进行修补打印。
156.本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1