一种控制生产超薄超宽带钢沉没辊的运行方法与流程
1.本发明涉及一种控制生产超薄超宽带钢沉没辊的运行方法。
背景技术:
2.沉没辊是热镀锌机组关键工艺设备,它的运行状况直接影响热镀锌机组的生产运行和产品质量,由于沉没辊为被动辊,没有电机驱动,它的运行状况是由静摩擦力及带钢拉力之差形成的动力矩mf与沉没辊轴套和衬瓦的摩擦力形成的阻力矩mf来决定,当mf》mf沉没辊正常运转,否则就运行卡阻,引起带钢表面划伤,造成生产中断,而沉没辊受力复杂,环境工况恶劣,又有高温锌液的强烈腐蚀。因此有关沉没辊稳定运行问题的研究成为了生产厂关注的焦点,对此不同的厂家均有对沉没辊运行的报道。
3.检索文献披露:(1)李文波在《中国冶金》2018年1月p54-60发表的论文“超薄镀锌产品沉没辊划伤成因分析与控制技术”一文中采用 striebeck曲线确定不同摩擦方式与摩擦因数的关系,找到影响沉没辊运行原因,通过镀后冷却塔的张力优化、沉没辊装配改进等方面调整措施,解决沉没辊稳定运行问题。(2)刘海军在酒钢科技专刊的《关于延长酒钢镀锌线锌锅沉没辊系寿命的研究》论文中表述了“在新机器正常运行之前,通常要采用合适的规范进行磨合, 在磨合过程中,通过接触峰点磨损和塑性变形,使摩擦副接触表面的形态逐渐改善 ,而表面压力、摩擦系数和磨损率也随之降低 ,从而达到稳定磨损率进入正常磨损阶段由于磨合期表面形态发生急剧变化 ,通常的磨损率较正常工作时大50-100倍 ,磨去最大粗糙峰高度的60%-75%通过磨合磨损不仅使摩擦副在几何上相互贴服 ,同时还使表面层的组织结构发生变化,获得适应工况条件的稳定的表面品质”的内容。
4.由上述信息可知:有关沉没辊的稳定运行的控制是冶金企业热镀锌工艺中一种常见的工艺问题,其主要的原因是新上线的沉没辊投用以后,由于沉没辊安装和磨合磨损设置不合理,使得投用后沉没辊运行卡阻,产生划伤,造成生产中断,目前还没有有关解决沉没辊轴向和径向卡阻具体、可靠、操作性强的办法。
技术实现要素:
5.本发明的目的在于提供一种控制生产超薄超宽带钢沉没辊的运行方法,解决热镀锌生产超薄超宽带钢时,由于锌锅内沉没辊的轴套和衬瓦形成内止档的轴向卡阻,致使沉没辊运行不畅而引起生产中断的问题。
6.本发明采用的技术方案是,一种控制生产超薄超宽带钢沉没辊的运行方法,1)、沉没辊离线安装初检完成之后,复检重点检测沉没辊支臂中截面间距符合2280
±
3mm, 之后用行车吊起沉没辊,使一侧的内止档间隙为0,调整使另一侧内止档间隙符合40
ꢀ±
3mm;2)、旧沉没辊下线,新安装检测的沉没辊上线,用6—8卷0.70*1000mm规格带钢进行粗磨,粗磨前期沉没辊振动大、要磨去沉没辊轴套与衬瓦形成的贴合面间粗糙度高峰值点的60-75%,之后经中间卷的快速切换过渡至0.385*1250mm带钢,经6-8次精磨以使摩擦副接触表面的形态逐渐改善,表面压力、摩擦系数和磨损率随之下降,此时沉没辊运行平稳、无振动而进
入稳定的磨合磨损阶段;3)、再经中间卷快速切换,过渡至超薄过渡料0.30*1000mm带钢,然后过渡至超薄超宽带钢0.28*1250mm ,随即沉没辊系稳定运行批量规模化生产超薄超宽料0.28*1250mm,从而完成生产超薄超宽带钢的沉没辊系运行稳定控制。
7.合理设置沉没辊支撑臂中截面间距的大小,尤其对于去除沉没辊连接杆后,沉没辊轴向游隙增大,沉没辊轴向卡阻与否和沉没辊支撑臂中截面间距的大小强相关,经多年热镀锌生产实践多次反复验证,沉没辊内止挡间隙即s
止档
应满足式(1),由此得出沉没辊支臂中截面间距的大小才是合理的。
8.2s
止档
=δl+
ϭ
余量
ꢀꢀꢀꢀꢀꢀ
(1)s
止档
:沉没辊内止档间隙值δl:沉没辊线膨胀量
ϭ
余量
:锌锅内沉没辊内止档间隙余量经验值18-22mm,取20mmδl=λ*δt*l
ꢀꢀꢀꢀꢀꢀ
(2)λ:线膨胀系数,沉没辊材质为耐热不锈钢,λ=17.9*10-6
mm/m℃δt:沉没辊上线前后温度差t1:锌液温度t1=475
±
3℃,取478℃t0:沉没辊预装间温度0-30℃,取15℃l:沉没辊全长即2380mmδl=17.9*10-6
(478-15)*2380=19.6≈20mm∴ 2s
止档
=δl+
ϭ
余量
=20+20=40mm沉没辊中截面间距=l=2100+100+40+40=2280mm为了便于现场检测验收,入锌锅前沉没辊轴向游隙为40
±
3mm即可。
9.将沉没辊支臂中截面间距l=2280
±
3mm作为标准值替换原有的2270
±
3mm,成为新的安装验收基准,从根本上根治了沉没辊轴向卡阻问题。
10.本发明的有益效果:1. 产能提升:生产厚度≤0.35mm的带钢,由于受沉没辊运行状况的影响,机组最大生产速度仅为95mpm,否则沉没辊运行不畅引起划伤或阻转现象,由于本专利技术的运用,生产厚度≤0.35mm的带钢机组生产速度由原来95mpm提升至120-130mpm,机组产能由1.35万吨/月,提高至1.70万吨/月,利润=200元/吨,年利润=0.35*12*200=840万元;2. 由于减少了沉没辊划伤,成材率提高0.80%;年利润=180000*0.008*200*10-4
=30万元;3.减少了更换沉没辊和产生停机料损失:2013-2015年度:沉没辊卡阻次数:2.50次/年2016-2019年度:沉没辊卡阻次数:0.50次/年,节约费用=2*2+2*10*0.58=15.8万元/年;4.提高一次合同兑现率,赢得了用户的信任,提高产品的竞争力;5.由于超薄超宽镀锌钢卷主要销往中西亚地区,本专利技术应用,增加了八钢公司镀锌产品出口创汇能力。
附图说明
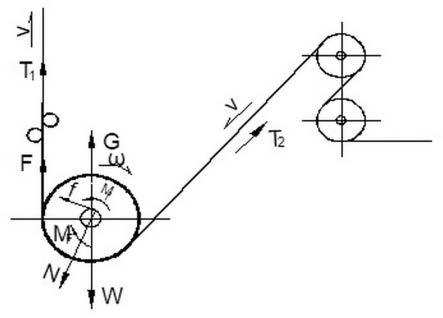
11.图1为本发明沉没辊受力示意图。
具体实施方式
12.本发明方法操作步骤如下:一种控制生产超薄超宽带钢沉没辊的运行方法,以八钢公司15万吨热镀锌机组为例:1.沉没辊离线安装初检完成之后,复检重点检测沉没辊支臂中截面间距符合2280
±
3mm, 之后用行车吊起沉没辊,使一侧的内止档间隙为0,调整使另一侧内止档间隙符合40
ꢀ±
3mm;2.旧沉没辊下线,新安装检测的沉没辊上线,用6—8卷0.70*1000mm规格带钢进行粗磨,粗磨前期沉没辊振动大、主要是要磨去沉没辊轴套与衬瓦形成的贴合面间粗糙度高峰值点的60-75%,之后经中间卷的快速切换过渡至0.385*1250mm带钢,经6-8次精磨以使摩擦副接触表面的形态逐渐改善,表面压力、摩擦系数和磨损率随之下降,此时沉没辊运行平稳、无振动而进入稳定的磨合磨损阶段;3. 再经中间卷快速切换,过渡至超薄过渡料0.30*1000mm带钢,然后过渡至超薄超宽带钢0.28*1250mm ,随即沉没辊系稳定运行批量规模化生产超薄超宽料0.28*1250mm,从而完成生产超薄超宽带钢的沉没辊系运行稳定控制。
13.如图1所示,解决沉没辊径向轴套和衬瓦形成滑动摩擦副的磨合面状态不佳引起的运行不畅的问题。
14.沉没辊受力分析:由图1可知,沉没辊在运行时受到重力w,带钢的拉力t1、t2,静摩擦力f、浮力g、衬瓦的支撑力n以及轴套与衬瓦间的摩擦力fn引起的阻力矩mf的作用,只有静摩擦力与带钢拉力之差形成的动力矩mf,高于轴套和衬瓦的摩擦力形成的阻力矩时,方可正常运转,否则就运转不良或卡阻,本发明切入点最大限度减少轴套和衬瓦之间形成的滑动摩擦副的摩擦力fn,从根本上解决生产超薄超宽带钢时沉没辊运行径向滑动摩擦副的磨合面状态不佳而卡阻问题,由此根据机组特点在生产中总结出合理沉没辊磨合规范。
15.沉没辊磨合规范:合理的磨合规范可获得性能优良的沉没辊滑动摩擦副几何、物理特征,使摩擦副在几何上磨合面相互贴合,沉没辊轴套和衬瓦相互贴合磨损面间锌液在沉没辊运转时起一定的润滑作用,使摩擦副接触表面的形态得以改善,表面压力、摩擦系数随之降低。经长期的热镀锌生产实践,总结出适合八钢公司热镀锌机组生产超薄超宽带钢控制沉没辊系稳定运行方法的合理的磨合规范,即沉没辊粗磨、精磨制度及超薄超宽带钢的厚度切换的过渡料制度。
16.沉没辊粗磨制度:以八钢公司热镀锌机组为例,沉没辊处于4#热张力辊和5#张力辊之间的镀后冷却段的区域,新沉没辊上线安装,全线建张运行,沉没辊轴套与衬瓦的接合面初期,需磨去贴合面间粗糙度高峰值点的60-75%,故沉没辊轴套与衬瓦形成的滑动摩擦副磨合磨损采用大负荷、低速模式,经实践摸索确定沉没辊粗磨制度:即用0.70*1000mm带钢,卷重=~17吨工艺段即“退火炉+镀后冷却”采用大张力,f
退火炉
=8
±
1kn f
镀后冷却
=24
±
2kn,速度=70mpm低速连续生产6-8卷方可完成沉没辊的粗磨阶段。
17.沉没辊精磨制度:沉没辊粗磨制度完成之后,经中间卷的快速切换过渡至0.385*1250mm带钢,卷重=~17吨工艺段“退火炉+镀后冷却”采用较小张力,f
退火炉
=6
±
1knf
镀后冷却
=20
±
2kn,速度=120mpm高速度连续生产6-8卷。由于时间短、切换快、速度高、负荷相对较小、此间沉没辊轴套与衬瓦形成的滑动摩擦副接触表面的形态逐渐改善,表面压力、摩擦系数和磨损率随之下降,从而达到稳定磨损率进入正常磨损阶段即完成沉没辊的精磨阶段。
18.超薄超宽带钢生产的过渡料制度:沉没辊精磨阶段完成之后,经中间卷快速切换,过渡至超薄过渡料0.30*1000mm带钢,不断优化全线的张力、温度制度,当超薄过渡料0.30*1000mm带钢过沉没辊出锌锅时,超薄带钢板型平整、表面锌花均匀、锌层冷却线沿板宽方向波动小、沉没辊在锌锅内运行平稳,之后切换超薄超宽带钢0.28*1250mm 即完成超薄超宽料的过渡阶段而进入超薄超宽料的正常生产阶段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1