钢锭模和钢锭的分离工艺的制作方法
1.本技术涉及钢铁冶炼设备的技术领域,具体涉及一种钢锭模和钢锭的分离工艺。
背景技术:
2.钢锭,钢水经盛钢包注入铸模凝固形成钢锭。钢液在炼钢炉中冶炼完成后,必须铸成一定形状的锭或坯才能进行加工,用铸模铸成钢锭的工艺过程简称为铸锭。钢锭至今仍是轧钢生产的主要原料,钢锭质量的优劣、锭型的状况以及其重量大小对轧钢生产有着十分重要的作用。
3.钢锭模,钢锭模是炼钢厂模铸生产必备的、周转使用的大宗铸锭设备,它对钢锭的表面和内部质量以及钢锭成本有重要影响。钢水借以凝固成型的铸铁模型。
4.在现有技术中,钢锭模的内腔从底壁到模口处的侧壁呈倾斜状,倾斜向外,即侧壁与底壁的夹角为钝角,这样,钢锭模内的钢水凝固后,利用钢锭的热涨冷缩原理及钢液的线收缩率,钢锭与钢锭模的内腔侧壁的四周形成空隙,可以倾斜钢锭模,将钢锭从钢锭模内倒出来,钢锭可以沿倾斜的侧壁滑出模口,完成脱模;然而,钢锭模内的钢锭一次成型有数吨重,钢锭模内的钢水在凝固成型的过程中,由于钢锭的自重,钢锭模内靠近底壁的钢锭在顶部钢锭的重力挤压下,靠近底壁的钢锭与内腔侧壁的四周的空隙减小,钢锭成型后,靠近底壁的钢锭与钢锭模内的内腔侧壁抵紧,导致钢锭难以顺利沿钢锭模的内腔侧壁倒出,需要外力撞击钢锭模,这将导致钢锭模损坏、增加噪声、提高作业区粉尘浓度等问题。
技术实现要素:
5.为此,本技术提供一种钢锭模和钢锭的分离工艺,以解决现有技术中的钢锭难以顺利脱模的问题。
6.为了实现上述目的,本技术提供如下技术方案:
7.一种钢锭模,包括冒口模和锭身模,所述锭身模的第一内腔的底壁开设有贯穿所述锭身模的注液孔,钢水通过所述注液孔注入所述第一内腔,所述冒口模放置于所述锭身模远离所述注液孔的模口顶面处,以使所述冒口模的第二内腔与所述第一内腔围成用于容纳所述钢水的容纳腔,所述第一内腔的内侧壁与所述第一内腔的底壁之间的夹角为钝角,所述第一内腔的内侧壁开设有多个支撑槽,所述支撑槽延伸贯穿至所述模口顶面。
8.优选地,所述锭身模的外壁一体成型有多个凸块,多个所述凸块与多个所述支撑槽一一对应,当所述锭身模水平放置时,所述凸块与所述支撑槽位于同一水平面,所述凸块与所述支撑槽的连线经过所述锭身模的中轴线,所述凸块沿该连线的厚度与所述支撑槽沿该连线的厚度相同。
9.优选地,所述支撑槽沿所述锭身模的周向方向均匀布置。
10.优选地,所述锭身模的外壁连接有两个起吊部,两个所述起吊部分别连接于所述锭身模上、下位置,所述起吊部包括两个便于吊具起吊的吊杆,所述吊杆垂直于所述锭身模的外壁,两个所述吊杆的中轴线共线,且所述吊杆的中轴线穿过所述锭身模的中轴线。
11.优选地,所述吊杆的一端插入所述锭身模的外壁,且所述吊杆插入所述锭身模的一端的端部一体成型有两个限位件,两个所述限位件远离所述吊杆的一端相互远离,所述吊杆远离锭身模的一端连接有用于限制吊具脱离的止挡块。
12.优选地,所述支撑槽的厚度为所述锭身模的壁厚的2/5,所述支撑槽的宽度为60-142mm,所述支撑槽的深度为120-180mm。
13.优选地,所述第一内腔的侧壁与所述第一内腔的底壁连接处弧形过渡。
14.优选地,当所述锭身模水平放置时,所述锭身模沿水平方向的截面为圆形、椭圆形、梅花或矩形。
15.本技术还公开一种钢锭的分离工艺,所述分离工艺包括以下步骤:
16.s1:将冒口模吊放在锭身模的上端,使冒口模的底部与模口顶面对齐并抵接,第一内腔和第二内腔围成容纳腔;
17.s2:将钢水从注液孔注入容纳腔,直至钢水与所述冒口模的顶部平齐后,停止注入钢水;
18.s3:待所述钢水冷却凝固成所述钢锭时,将所述冒口模吊走;
19.s4:起吊所述锭身模的起吊部,以将所述锭身模吊起,然后逐渐放下靠近所述模口顶面的起吊部,使所述锭身模倾斜,所述钢锭沿所述第一内腔的侧壁滑出所述第一内腔。
20.本技术具有如下优点:
21.在注入钢水之前,将冒口模通过吊具吊装到锭身模的模口顶面处,使冒口模的底部与锭身模的模口顶面对齐并抵接,第一内腔和第二内腔共同围成容纳腔,然后将钢水从注液孔注入容纳腔内,直至钢水注满容纳腔,待容纳腔内的钢水冷却凝固后,将冒口模吊走取下,再将凝固成型的钢锭从锭身模中倒出,其中,钢锭的一端一体成型有多个支撑块(该支撑块是通过支撑槽浇筑成型的),在钢锭冷却成型的过程中,支撑块位于锭身模的顶部,这样,支撑块通过支撑槽的限制,可以起到支撑钢锭顶部重量的作用,因此,可以避免顶部钢锭对底部钢锭的挤压,解决了靠近第一内腔的底壁的钢锭与第一内腔的侧壁的四周的空隙减小的问题,有利于钢锭的顺利脱模。
附图说明
22.为了更直观地说明现有技术以及本技术,下面给出几个示例性的附图。应当理解,附图中所示的具体形状、构造,通常不应视为实现本技术时的限定条件;例如,本领域技术人员基于本技术揭示的技术构思和示例性的附图,有能力对某些单元(部件)的增/减/归属划分、具体形状、位置关系、连接方式、尺寸比例关系等容易作出常规的调整或进一步的优化。
23.图1为本技术一个实施例提供的一种钢锭模的整体结构示意图;
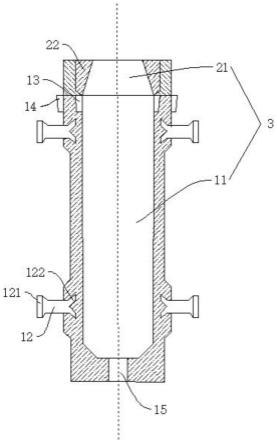
24.图2为图1中a-a处的剖视图;
25.图3为本技术一个实施例提供的一种钢锭模的锭身模的结构示意图;
26.图4为本技术一个实施例提供的一种钢锭模的锭身模的俯视图;
27.图5为本技术一个实施例提供的一种钢锭模的锭身模的部分示意图;
28.图6为冷却成型的钢锭的示意图。
29.附图标记说明:
30.1、锭身模;11、第一内腔;12、吊杆;121、止挡块;122、限位件;13、支撑槽;14、凸块;15、注液孔;16、模口顶面;2、冒口模;21、第二内腔;22、保温板;3、容纳腔;4、钢锭;41、支撑块。
具体实施方式
31.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
32.在本技术的描述中:术语“内”、“外”指的是相应部件轮廓的内和外;术语“第一”、“第二”旨在区别指代的对象,术语“包括”、“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包括了一系列步骤或单元的过程、方法、系统、产品或设备不必限于已明确列出的那些步骤或单元,而是还可包含虽然并未明确列出的但对于这些过程、方法、产品或设备固有的其它步骤或单元,或者基于本技术构思进一步的优化方案所增加的步骤或单元。
33.参考图1-6,本技术公开一种钢锭模,包括冒口模2和锭身模1,锭身模1的第一内腔11的底壁开设有贯穿锭身模1的注液孔15,钢水通过注液孔15注入第一内腔11,冒口模2放置于锭身模1远离注液孔15的模口顶面16处,以使冒口模2的第二内腔21与第一内腔11围成用于容纳钢水的容纳腔3,第一内腔11的内侧壁与第一内腔11的底壁之间的夹角为钝角,第一内腔11的内侧壁开设有多个支撑槽13,支撑槽13延伸贯穿至模口顶面16。
34.在注入钢水之前,将冒口模2通过吊具吊装到锭身模1的模口顶面16处,使冒口模2的底部与锭身模1的模口顶面16对齐并抵接,第一内腔11和第二内腔21共同围成容纳腔3,然后将钢水从注液孔15注入容纳腔3内,直至钢水注满容纳腔3,待容纳腔3内的钢水冷却凝固后,将冒口模2吊走取下,再将凝固成型的钢锭4从锭身模1中倒出,其中,钢锭4的一端一体成型有多个支撑块41(该支撑块41是通过支撑槽13浇筑成型的),在钢锭4冷却成型的过程中,支撑块41位于锭身模1的顶部,这样,支撑块41通过支撑槽13的限制,可以起到支撑钢锭4顶部重量的作用,因此,可以避免顶部钢锭4对底部钢锭4的挤压,解决了靠近第一内腔11的底壁的钢锭4与第一内腔11的侧壁的四周的空隙减小的问题,有利于钢锭4的顺利脱模。
35.在另一个实施例中,锭身模1可以沿自身中轴线的延伸方向分为多段,每段相互抵靠(与冒口模2的安装方式一样),每段也具有模口顶面16,每段的内腔腔壁开设有多个支撑槽13,支撑槽13延伸贯穿至该段的模口顶面16。
36.图2中虚线表示锭身模1的中轴线。
37.参考图1-2,冒口模2为现有技术,具有便于吊具起吊的吊环,图中未示出,且第二内腔21的侧壁设置有保温板22,保温板22为本领域人员惯用的现有技术,本技术对此不做赘述。
38.参考图1-4,锭身模1的外壁一体成型有多个凸块14,多个凸块14与多个支撑槽13一一对应,当锭身模1水平放置时,凸块14与支撑槽13位于同一水平面,凸块14与支撑槽13的连线经过锭身模1的中轴线,凸块14沿该连线的厚度与支撑槽13沿该连线的厚度相同。凸块14位于支撑槽13的外侧,凸块14的厚度也与支撑槽13的厚度相同,这样,支撑槽13处削薄
的部分通过凸块14在外侧补充,这样,可以有效避免温度在此处流失。
39.支撑槽13沿锭身模1的周向方向均匀布置。这样,支撑块41可以均匀受力承载钢锭4的重量。
40.参考图1-4,锭身模1的外壁连接有两个起吊部,两个起吊部分别连接于锭身模1上、下位置,起吊部包括两个便于吊具起吊的吊杆12,吊杆12垂直于锭身模1的外壁,两个吊杆12的中轴线共线,且吊杆12的中轴线穿过锭身模1的中轴线。吊具通过起吊部起吊锭身模1,起吊锭身模1后,慢慢放下靠近模口顶面16的起吊部,这样,可以倾倒锭身模1,两个吊杆12相对设置,吊具可以平稳地通过该两个吊杆12起吊锭身模1。
41.吊具可以是吊车和吊绳配合起吊锭身模1和冒口模2。
42.参考图1-4,吊杆12的一端插入锭身模1的外壁,且吊杆12插入锭身模1的一端的端部一体成型有两个限位件122,两个限位件122远离吊杆12的一端相互远离,吊杆12远离锭身模1的一端连接有用于限制吊具脱离的止挡块121。吊杆12的一端插入锭身模1的外壁,再通过两个限位件122的限制,可以避免吊杆12从锭身模1的外壁脱出,连接牢固。
43.参考图5,支撑槽13的厚度为锭身模1的壁厚的2/5,支撑槽13的宽度为60-142mm,支撑槽13的深度为120-180mm。模支撑槽13上下口之间的锥度差为5%。图5中,a代表支撑槽13的厚度,b代表支撑槽13的宽度,h代表代表支撑槽13的深度。图5中只示意出支撑槽13和锭身模1的部分特征。
44.第一内腔11的侧壁与第一内腔11的底壁连接处弧形过渡。
45.当锭身模1水平放置时,锭身模1沿水平方向的截面为圆形、椭圆形、梅花或矩形。该截面也可以是其它形状,本技术对此不做限制。
46.本技术还公开一种钢锭的分离工艺,分离工艺包括以下步骤:
47.s1:将冒口模2吊放在锭身模1的上端,使冒口模2的底部与模口顶面16对齐并抵接,第一内腔11和第二内腔21围成容纳腔3;
48.s2:将钢水从注液孔15注入容纳腔3,直至钢水与冒口模2的顶部平齐后,停止注入钢水;
49.s3:待钢水冷却凝固成钢锭4时,将冒口模2吊走;
50.s4:起吊锭身模1的起吊部,以将锭身模1吊起,然后逐渐放下靠近模口顶面16的起吊部,使锭身模1倾斜,钢锭4沿第一内腔11的侧壁滑出第一内腔11。
51.以上实施例的各技术特征可以进行任意的组合(只要这些技术特征的组合不存在矛盾),为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述;这些未明确写出的实施例,也都应当认为是本说明书记载的范围。
52.上文中通过一般性说明及具体实施例对本技术作了较为具体和详细的描述。应当理解,基于本技术的技术构思,还可以对这些具体实施例作出若干常规的调整或进一步的创新;但只要未脱离本技术的技术构思,这些常规的调整或进一步的创新得到的技术方案也同样落入本技术的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1