一种高强耐热耐损伤铝合金粉末、制备方法及应用
1.本发明属于增材制造材料技术领域,具体涉及一种高强耐热耐损伤铝合金粉末、制备方法及应用。
背景技术:
2.增材制造技术由于具有易于复杂结构成形、制造周期短、节能减材等优点,在航空航天、轨道交通、生物医疗等方面获得了广泛的应用。其中,基于粉末床的选区激光熔化(selectivelasermelting,slm)成形是最先发展起来的代表性增材制造技术之一。铝合金作为应用最广泛的结构材料之一,其激光增材制造在轻量化、高性能铝基复杂零件制造领域变得越来越重要。
3.当前激光增材制造铝合金主要以传统铸造牌号合金为主,存在以下问题:
4.(1)以alsi10mg和alsi12为代表的al-si基近共晶合金,共晶组织较为粗大,强度和延展率有限;slm制造的alsi10mg合金的机械性能通常在214至358mpa的拉伸强度范围内,热处理后的延伸率为4至15%。(2)2xxx系铝合金和7xxx系铝合金等常规中高强铝合金在增材制造过程中容易发生热裂,这是制约其进一步发展的关键瓶颈;(3)另一种选择是与sc和/或zr合金化的5xxx系列铝合金,具有代表性的是被称为scalmalloy的al-mg-sc-zr合金,由于细小的al3(sc,zr)颗粒的强化和mg的固溶强化,表现出良好的室温强度和塑性。然而,对于scalmalloy和具有相似成分的合金,避免热裂倾向和改善力学性能在很大程度上取决于高水平的稀有元素sc(>0.66wt%)。此外,高温下较差的热稳定性和力学性能的急剧下降限制了它们的应用。(4)为了扩大增材制造铝合金在高温下的应用,新的耐热铝合金被设计用于增材制造,例如al-ce基和al-ni基铝合金。然而,上述合金的室温强度低且延展性差。
5.现有技术中也有对增材制造的材料进行改进,如专利cn111922331a提供一种纳米颗粒增强铝合金粉末及其制备方法,包括以下步骤:(1)将纳米粉末a和纳米粉末b在有机溶剂中分散均匀,得到混合体系c,所述纳米粉末a为纳米ti粉、纳米ta粉、纳米nb粉和纳米zr粉的至少一种,所述纳米粉末b为纳米硼粉;(2)将粘结剂分散在所述混合体系c中,得到混合体系d;(3)向搅拌状态下的铝合金粉末中加入所述混合体系d至铝合金粉末形成团聚颗粒并继续搅拌至有机溶剂挥发得到固体颗粒e;(4)筛分固体颗粒e去除粒径大于270目的颗粒,该专利所制备铝合金粉末进行应用均具备良好的力学性能,选区激光熔化制备得到的铝合金材料无裂纹缺陷,但是耐热性较差,室温强度较低。
6.专利cn110791686a公开一种用于增材制造的铝合金粉末材料、制备方法。该铝合金粉末材料的表达式为:al-x-y,x组分为fe、co、ni的一种或多种,y组分为sc、ti、zr的一种或多种,其中,x组分的原子百分比为0.1~10%、y组分的原子百分比为0.1~5%,其余的组分为al。所述制备方法为:按照铝合金粉末的表达式进行配料,采用加热方法熔炼制备母合金铸锭,然后将母合金铸锭进行雾化制粉,从而获得铝合金粉末材料。该专利所制得的铝合金粉末增材制造成形后的零件具有力学性能相比于前述专利更好、也有较好的热稳定性、
高温强度也得到提升,但是延展性较差,致密度较差。
7.因此,开发兼具室温高强高韧和良好高温热稳定性,能有效抑制3d打印过程中热裂纹损伤、具有良好致密度的铝合金仍然是亟需解决的。
技术实现要素:
8.为实现上述目的,本发明一个方面,提出一种高强耐热耐损伤铝合金粉末,所述铝合金粉末的组成按照质量百分比计算:mg:4.0~12%,ca:0.50~3.0%,sc:0.10~0.90%,mn:0.20~1.5%,zr:0.1~0.5%,其余为al和不可避免引入的杂质元素。
9.本发明的另一个方面,提供一种高强耐热耐损伤铝合金粉末的制备方法,包括以下步骤:
10.步骤1、配制元素组分:所述铝合金粉末的组成组分包括mg、ca、sc、mn、zr,其余的组分为al;
11.步骤2、真空熔炼-雾化制粉:将经过步骤1中配制的高强耐热铝合金粉末进行真空熔炼;经过所述真空熔炼后进行雾化制粉,即得到所述高强耐热耐损伤铝合金粉末。
12.优选地,所述步骤2中,所述真空熔炼的熔炼温度为750~850℃,真空度≤0.1pa。
13.优选地,所述步骤2中,所述真空气雾化的工艺为通入ar、he或者混合气体保护并气雾化,雾化压力为0.3~10mpa。
14.本发明的另一个方面,提供了一种高强耐热耐损伤铝合金粉末材料在选区激光熔化成型3d打印技术中的应用。
15.优选地,将制备所得的铝合金粉末应用在3d打印中,包括如下步骤:
16.步骤一、将所述铝合金粉末在惰性气体中保温处理,温度为300~400℃,时间为3~6h;
17.步骤二、将经过所述预处理后的粉末进行3d打印。
18.优选地,将所述铝合金粉末进行选取激光融化成型处理,其中,激光功率为200~400w,扫描速度为500~2000mm/s,扫描间距为50~120μm,层间厚度为20~50μm。
19.优选地,在步骤二之后,对3d打印出的合金进行热处理,所述热处理温度为300~420℃,时间为3~36h。
20.与现有技术相比,本发明的有益效果:
21.(1)本发明公开的高强耐热al-mg-ca-sc合金粉末通过合金元素ca的添加,显著抑制了合金在3d打印成形过程中的热裂倾向,本发明中所涉及的高强耐热al-mg-ca-sc合金粉末3d打印成形性良好,经过3d打印,零件不产生裂纹,致密度高。通过构建多尺度结构,发挥多级强化机制,3d打印后样件具有优良的室温力学性能和高温稳定性。
22.(2)本发明的另一有益效果是铝合金粉末的特定组合发挥固溶强化、晶界强化和纳米析出相强化等多重强化的协同作用,具有高的室温强度和塑性。其中,金元素mg固溶在铝合金基体中,起到固溶强化的作用;合金元素ca在晶界形成网状/半网状共晶组织,发挥晶界强化和第二相强化效应;sc和zr形成al3(sc,zr)纳米相,一方面作为凝固过程中的异质形核点,细化晶粒,另一方面经过热处理后,在基体内弥散析出共格/半共格的纳米析出相,发挥弥散强化效应。
23.(3)本发明公开的铝合金粉末的特定组合,具有优良的热稳定性,在高温条件下力
学性能损失较小。这主要归因于:一方面,合金元素ca在晶界上形成的网状/半网状共晶组织对晶界具有明显的钉扎效果,抑制晶粒的长大;另一方面,晶内的共格/半共格al3(sc,zr)纳米相热稳定性好,弥散强化效应削弱不明显。
24.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,从而可依照说明书的内容予以实施,并且为了让本技术的上述和其他目的、特征和优点能够更明显易懂,以下以本技术的较佳实施例并配合附图详细说明如后。
25.根据下文结合附图对本技术具体实施例的详细描述,本领域技术人员将会更加明了本技术的上述及其他目的、优点和特征。
附图说明
26.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
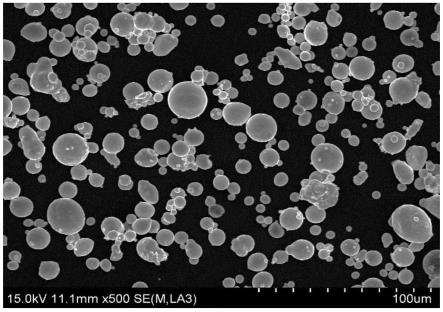
27.图1为本发明所述高强耐热耐损伤铝合金粉末的形貌图;
28.图2为本发明所述高强耐热耐损伤铝合金粉末的粒度分布图;
29.图3为本发明所述铝合金粉末进行选区激光熔化成型工艺处理下铝合金的光镜图,图3a-3c是所述铝合金粉末进行选区激光熔化成型工艺不同处理参数下铝合金的光镜图;
30.图4为本发明所述高强耐热耐损伤铝合金粉末经过3d打印后的透射电镜haddf图及对应ca元素的分布;
31.图5为本发明所述高强耐热耐损伤铝合金粉末经过3d打印后的高分辨透射电镜图显示纳米弥散第二相粒子;
32.图6为本发明所述3d打印铝合金不同温度条件下的力学性能图;
33.图7为本发明所述3d打印铝合金与其他合金在不同温度条件下的力学性能对比图;
34.图8为本发明所述3d打印铝合金的热裂纹敏感因子随着ca含量的变化图。
具体实施方式
35.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本技术的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本技术的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
36.本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存
在a,单独存在a和b两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
37.还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
38.实施例1
39.本实施例制备一种高强耐热耐损伤铝合金粉末。
40.步骤1、配制元素组分:该铝合金粉末的成分各元素按质量百分比包括,mg:5%,ca:1%,sc:0.6%;zr:0.3%;mn:0.6%,不可避免引入的杂质元素小于0.25%,其余为al。
41.步骤2、真空熔炼-雾化制粉:以上合金粉末的制备方法为按照质量配比混合后,经过所述真空熔炼后进行雾化制粉,得到该高强耐热耐损伤铝合金粉末。
42.步骤2中的真空熔炼温度为820℃,真空度0.01pa。然后采用氩气作为介质对金属熔滴进行雾化,雾化气压为5mpa。将所述铝合金粉末在氩气氛围中进行350℃,4小时保温处理。
43.制备所得的铝合金粉末如图1、图2所示,图1为本发明方法高强耐热耐损伤铝合金粉末的形貌图,图2为本发明所述高强耐热耐损伤铝合金粉末的粒度分布图。其粒径小于55.4μm的颗粒占90%,粒径小于25.4μm的颗粒占50%。通过在要制备的铝合金粉末中添加合金元素ca,显著的抑制了合金在3d打印成形过程中的热裂倾向。其中,金元素mg固溶在铝合金基体中,起到固溶强化的作用;合金元素ca在晶界形成网状/半网状共晶组织,发挥晶界强化和第二相强化效应;sc和zr形成al3(sc,zr)纳米相,一方面作为凝固过程中的异质形核点,细化晶粒,另一方面经过热处理后,在基体内弥散析出共格/半共格的纳米析出相,发挥弥散强化效应。
44.进一步的,将制备所得的铝合金粉末材料在选区激光熔化成型3d打印技术中进行应用。如图3a所示,图3a是所述铝合金粉末进行选区激光熔化成型工艺处理下铝合金的光镜图。将以上制备的铝合金粉末进行选区激光熔化成型(slm)工艺处理,在本实施例中工艺处理参数:激光功率为350w,扫描速度为800mm/s,扫描间距为80μm,层间厚度为30μm。通过上述3d打印工艺制备了成形质量良好,致密度高的样件,样件内部没有观察到明显的孔洞、裂纹等缺陷。
45.实施例2
46.本实施例与实施例1不同的是,实施例1的合金为打印态,未经过热处理,而本实施例中的铝合金是由实施例1合金经过325℃,9h热处理获得的。如图5所示,图5为本发明所述高强耐热耐损伤铝合金粉末经过3d打印后的高分辨透射电镜图显示纳米弥散第二相粒子。通过上述热处理,样件内部析出弥散分布的al3(sc,zr)纳米相,发挥弥散强化的作用,显著提升合金的强度。
47.实施例3
48.本实施例与实施例1不同的是,如图3b所示,图3b是所述铝合金粉末进行选区激光熔化成型工艺处理下铝合金的光镜图。将制备的所述铝合金粉末进行选区激光熔化成型(slm)工艺处理,在本实施例中工艺处理参数:激光功率为350w,扫描速度为700mm/s,扫描
间距为80μm,层间厚度为30μm。经过上述处理后,在低扫描速度下,能量密度大,会导致粉体熔化后形成的金属液体发生气化,形成金属蒸汽,在试样中形成气孔。
49.实施例4
50.本实施例与实施例1、3的不同的是,如图3c所示,图3c是所述铝合金粉末进行选区激光熔化成型工艺处理下铝合金的光镜图。将制备的所述铝合金粉末进行选区激光熔化成型(slm)工艺处理,在本实施例中工艺处理参数激光功率为300w,扫描速度为1000mm/s,扫描间距为80μm,层间厚度为30μm。通过上述3d打印工艺制备成形的样件,质量良好,致密度高,样件内部没有观察到明显的孔洞、裂纹等缺陷。
51.实施例5
52.基于上述实施例,将制备获得的该高强耐热耐损伤铝合金粉末材料通过3d打印,3d打印的样件经过铣面、清洗,通过线切割加工方式切割成室温/高温拉伸试样尺寸;进一步的,拉伸试样经过打磨处理并用酒精清洗。
53.其中,室温、高温拉伸试样分别在cmt5205和cmt5808试验机上完成。如图6所示,图6为本发明所述3d打印铝合金不同温度条件下的力学性能图。分别选取实施例1中经过处理的样件和实施例2经过处理的样件,并观察不同温度下的应力应变曲线的变化。包括:温度在25℃下的实施例1样件的应力应变曲线变化,以及温度分别在25℃、150℃、250℃下的实施例2样件的应力应变曲线变化。其中,实施例2中样件在不同温度条件下的力学性能试验数据如下表1所示。
54.表1实施例2在不同温度条件下的力学性能结果
[0055][0056]
实施例2与已经报道的3d打印铝合金(scalmalloy合金,alsi10mg)和铸造态合金相比,样件具有优良的综合力学性能,如图7所示,图7为本发明所述3d打印铝合金与其他合金在不同温度条件下的力学性能对比图。包括在室温下具有高强度和延展性,并在高温下热稳定性优良,强度损失小。
[0057]
一种高强耐热耐损伤铝合金优异的力学性能源于固溶强化、纳米颗粒有序强化和晶界强化的协同作用。如图4所示,图4为本发明所述高强耐热耐损伤铝合金粉末经过3d打印后的透射电镜haddf图及对应ca元素的分布。沿晶界的半网络al4ca抑制了高温下的晶粒生长,保持了较高的强度。
[0058]
与铸造合金相比,强度的增加主要是由于增材制造过程中快速凝固导致晶粒和al3(sc,zr)纳米粒子尺寸减小,如图5所示,图5为本发明所述高强耐热耐损伤铝合金粉末经过3d打印后的高分辨透射电镜图显示纳米弥散第二相粒子。
[0059]
在本技术所提出的这一种3d打印用铝合金粉末中合金元素ca的添加,显著的抑制了合金的热裂纹倾向性。如图8所示,图8为本发明所述3d打印铝合金的热裂纹敏感因子随着ca含量的变化图。ca的添加使合金的裂纹敏感性显著降低,同时3d打印后的样件在较宽
的打印工艺窗口内都没有发现明显的热裂现象,证明了本技术所公开的这一种高强耐热耐损伤铝合金粉末在3d打印制备过程中具有明显的抑制损伤的优势。
[0060]
以上所述仅为本技术的优选实施例而已,其并非因此限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本技术的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1