用于成形弯曲玻璃制品的方法与流程
用于成形弯曲玻璃制品的方法
1.相关申请的交叉引用
2.本技术根据35 u.s.c.
§
119要求于2020年2月24日提交的美国临时申请序列号62/980,796和2019年10月29日提交的美国临时申请序列号62/927,352的优先权权益,所述申请的内容是本技术的基础并且以引用的方式整体并入本文。
背景技术:
3.本公开内容涉及用于成形弯曲玻璃制品的方法和用于成形弯曲玻璃制品的系统,并且更具体地涉及用于其中玻璃是冷成形的车辆内部系统的此类制品。
4.车辆内部包括弯曲表面并且可在这种弯曲表面中结合显示器。用于成形这种弯曲表面的材料通常限于聚合物,所述聚合物不表现出与玻璃相同的耐用性和光学性能。因此,弯曲玻璃片是所需的,特别是当用作显示器的盖板时。成形这种弯曲玻璃片的现有方法诸如热成形具有包括高成本、光学畸变和表面印痕的缺点。因此,申请人已经确定了对能够以成本有效的方式结合弯曲玻璃制品并且不存在通常与玻璃热成形工艺相关联的问题的车辆内部系统的需求。
技术实现要素:
5.根据一个方面,本公开内容的实施例涉及一种冷成形玻璃制品的方法。在所述方法的一个或多个实施例中,提供了一种卡盘,所述卡盘具有弯折表面,所述弯折表面带有具有第一曲率半径的第一区域。在一个或多个实施例中,提供了具有第一主表面和第二主表面的玻璃片。所述第二主表面与所述第一主表面相反。在所述方法的一个或多个实施例中,使所述玻璃片在所述卡盘之上弯折,使得所述第一主表面适形于所述弯折表面并且包括具有第一曲率半径的第一区域。在一个或多个实施例中,提供了框架,所述框架具有弯曲表面并且设置在所述玻璃制品的所述第二主表面上,所述弯曲表面带有具有第二曲率半径的第二区域。在将所述框架设置在所述玻璃制品的所述第二主表面上之后,所述第二曲率半径匹配所述第一曲率半径并且在所述第一曲率半径的10%以内。在一个或多个实施例中,至少一个间隔件定位在所述玻璃片的所述第二主表面上的所述第一区域中或所述框架的所述弯曲表面上的所述第二区域中。在所述方法的一个或多个实施例中,所述方法包括:将所述框架的所述弯曲表面粘附到所述玻璃制品的所述第二主表面,使得所述间隔件设置在所述玻璃制品和所述框架之间。在一个或多个实施例中,将所述框架的所述弯曲表面粘附到所述玻璃制品的所述第二主表面包括:固化设置在所述玻璃片的所述第二主表面和所述框架的所述弯曲表面中的一者或两者上的粘合剂。使用所述粘合剂将所述框架的所述弯曲表面粘附到所述玻璃片的所述第二主表面,使得所述间隔件设置在所述玻璃片和所述框架之间,并且施加力以将所述玻璃片保持在所述卡盘或所述框架中的至少一者上,直到所述粘合剂完全固化。
6.根据另一个方面,本公开内容的实施例涉及一种冷成形玻璃制品的方法。在所述方法的一个或多个实施例中,所述方法包括:是玻璃片在弯折表面之上弯折,所述弯折表面
包括具有第一曲率半径的第一区域。所述玻璃片包括第一主表面和与所述第一主表面相反的第二主表面。在所述方法的一个或多个实施例中,所述方法包括:使所述玻璃片弯折,致使所述第一主表面适形于所述弯折表面的第一曲率半径。在一个或多个实施例中,所述方法包括:将粘合剂施加到所述玻璃制品的所述第二主表面或所述框架的所述弯曲表面,并且固化持续第一固化时间。在一个或多个实施例中,所述第一固化时间在标准压力和温度以及低湿度下执行。在一个或多个实施例中,所述方法包括:在所述第二主表面上设置具有弯曲表面的框架,所述弯曲表面包括具有第二曲率半径的第二区域,其中所述第二曲率半径匹配第一曲率半径至10%以内并且在所述第一主表面的10%以内。在一个或多个实施例中,所述方法包括:使用所述粘合剂将所述框架的所述弯曲表面粘附到所述玻璃片的所述第二主表面,并且使用促进剂固化所述粘合剂持续第二固化时间。在一个或多个实施例中,所述第二固化时间小于所述第一固化时间的一半。
7.根据另一个方面,本公开内容的实施例涉及一种用于制造玻璃制品的系统,所述玻璃制品包括粘附到弯曲框架的冷成形玻璃片。在一个或多个实施例中,所述系统包括:卡盘,所述卡盘具有弯折表面,所述弯折表面包括具有第一曲率的第一区域;以及一组夹具,所述一组夹具被构造为将所述玻璃片夹紧到所述卡盘的所述弯折表面。在一个或多个实施例中,所述夹具能够在所述夹具不对所述玻璃片施加夹紧压力的第一位置和所述夹具对所述玻璃片施加夹紧压力的第二位置之间移动。
8.根据又一个方面,本公开内容的实施例涉及一种用于制造玻璃制品的系统,所述玻璃制品包括粘附到弯曲框架的冷成形玻璃片。在一个或多个实施例中,所述系统包括:卡盘,所述卡盘具有弯折表面,所述弯折表面带有具有第一曲率的第一区域;加热元件被构造为加速将玻璃片粘附到弯折框架的粘合剂的固化过程。
9.根据另一方面,本公开内容的实施例涉及一种包括玻璃片和框架的玻璃制品。在一个或多个实施例中,所述玻璃片包括第一主表面和与所述第一主表面相反的第二主表面,所述第一主表面包括10,000mm或更小的曲率半径;以及框架,所述框架使用粘合剂粘附到所述玻璃片的所述第二主表面。在一个或多个实施例中,所述框架包括在所述玻璃片的所述曲率半径的10%以内的曲率半径和至少部分地围绕所述玻璃片的周边延伸的边框,所述边框具有10mm或更小的宽度。在一个或多个实施例中,所述玻璃制品包括附接到所述玻璃片和所述框架的至少一个机械保持器。在一个或多个实施例中,所述至少一个机械保持器被构造为向所述玻璃片的所述第一主表面施加压缩应力。在一个或多个实施例中,所述粘合剂具有拉伸强度,并且由于将所述玻璃片保持在所述曲率半径处,所述粘合剂中存在拉伸应力。在一个或多个实施例中,来自所述至少一个机械保持器的所述压缩应力在-40℃至95℃的温度范围内保持至少3.0的所述拉伸强度与所述拉伸应力的比率。
10.附加的特征和优点将在随后的详细描述中阐述,并且部分地对于本领域技术人员将从所述描述中显而易见或通过实践如本文所述的实施例(包括随后的详细描述)、权利要求书以及附图而认识到。
11.应当理解,前述一般描述和以下详细描述都仅仅是示例性的,并且旨在提供概述或框架以理解权利要求的性质和特征。包括附图以提供进一步理解并且所述附图并入本说明书且构成本说明书的一部分。附图示出一个或多个实施例,并且与描述一起用于解释各种实施例的原理和操作。
附图说明
12.图1是根据示例性实施例的带有车辆内部系统的车辆内部的透视图。
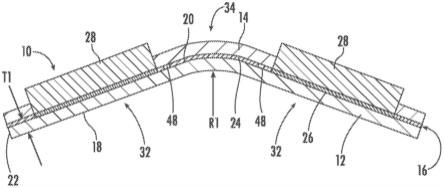
13.图2描绘根据示例性实施例的弯曲玻璃制品的剖视图。
14.图3描绘根据示例性实施例的弯曲玻璃制品和卡盘的分解图。
15.图4描绘v形弯曲玻璃制品以及显示区之间的区域中玻璃片上的应力的图。
16.图5a至图5d描绘c形弯曲玻璃制品上的应力。
17.图6描绘根据示例性实施例的成形弯曲玻璃制品的第一方法的流程图。
18.图7a和图7b分别描绘根据示例性实施例的用于具有v形部分的玻璃制品和具有c形部分的玻璃制品的间隔件的位置。
19.图8a和图8b描绘根据示例性实施例的用于具有v形部分的玻璃制品和具有用于离线固化的c形部分的玻璃制品的夹紧位置。
20.图9描绘根据示例性实施例的成形弯曲玻璃制品的第二方法的流程图。
21.图10a至图10c描绘根据示例性实施例的用于在固化期间将弯曲玻璃制品保持在卡盘上的各种卡盘夹具。
22.图11a和图11b分别描绘根据示例性实施例的用于具有v形部分的玻璃制品和具有c形部分的玻璃制品的卡盘夹具的夹紧位置。
23.图12a至图12c描绘根据示例性实施例的用于在固化期间控制玻璃片上的拉伸应力和压缩应力的夹子。
24.图13描绘根据示例性实施例的成形弯曲玻璃制品的第三方法的流程图。
25.图14a至图14c描绘根据示例性实施例的用于加热卡盘的加热器放置。
26.图15描绘根据示例性实施例的包括用于加速固化的辐射源的卡盘。
27.图16描绘根据示例性实施例的设置在卡盘上方以加速固化的蒸汽室。
28.图17描绘根据示例性实施例的具有紧密曲率半径和小边框宽度的冷成形玻璃制品,其中机械保持器将玻璃片压紧到框架。
29.图18是在室温和两个温度极限下玻璃制品的框架和玻璃片之间的粘合剂中的拉伸应力和剪切应力的图。
30.图19是图18的图中所考虑的粘合剂的拉伸强度和剪切强度与拉伸应力和剪切应力的比率的图。
31.图20描绘根据示例性实施例的具有机械保持器的玻璃制品,所述机械保持器将压缩应力施加到玻璃片的表面以抵消在粘合剂中产生的拉伸应力和剪切应力。
32.图21描绘根据示例性实施例的带有示例性尺寸的玻璃片。
具体实施方式
33.现在将详细参考弯曲玻璃制品及其成形方法的各种实施例,其实例在附图中示出。一般来讲,车辆内部系统可包括设计为透明的多种不同弯曲表面,诸如弯曲显示表面和弯曲非显示玻璃盖板,并且本公开内容提供了用于由玻璃材料成形这些弯曲表面的制品和方法。与通常在车辆内部发现的典型弯曲塑料面板相比,由玻璃材料成形弯曲车辆表面提供了许多优点。例如,与塑料覆盖材料相比,玻璃通常被认为在许多弯曲覆盖材料应用(诸如显示器应用和触摸屏应用)中提供增强的功能和用户体验。
34.因此,如下文将更详细讨论的,申请人开发了一种弯曲玻璃制品和相关的制造工艺,它们提供了有效且具有成本效益的方式来成形弯曲玻璃制品,诸如用于利用冷成形玻璃片的车辆内部系统的显示器。
35.在特定实施例中,弯曲玻璃制品经由在冷成形工艺中减少玻璃制品的循环时间,从而增加加工线上的产量的工艺成形。通常,冷成形玻璃制品通过在卡盘上方弯折玻璃片并将所弯折的玻璃片粘附到框架,在真空卡盘上成形并固化。在固化期间,重要的是,在达到粘合剂的处理强度之前不要移动玻璃制品。特别地,粘合剂必须固化到能够处理由玻璃的刚度所施加的应力的强度,所述刚度趋于将玻璃片从框架拉开。对于某些粘合剂,固化到处理强度可能需要大约一个小时,这使得卡盘无法用于冷成形其他玻璃制品。根据本公开内容,提供了以更迅速的方式在线或离线固化玻璃制品的各种方式。
36.在一个实施例中,使玻璃制品在卡盘上成形,将玻璃片和框架夹紧在一起并从卡盘移除,并且允许玻璃制品离线固化。在另一个实施例中,使玻璃制品在卡盘上成形、夹紧在卡盘上,并且使卡盘离线移动以允许固化,同时将另一个卡盘用于成形其他玻璃制品。在另一个实施例中,使玻璃制品在卡盘上成形,并且使粘合剂的固化工艺加速(例如,热或化学加速),同时仍然在线以减少卡盘用于任何一个玻璃制品的时间。使用这些技术中的任何一种都将消除或减少与常规在线固化工艺相关联的加工瓶颈。下文将更详细地描述这些实施例和其他实施例中的每个实施例,并且这些描述意图是示例性的而不是限制性的。另外,弯曲玻璃制品及其成形方法的各种其他方面和优点将结合本文所述和图中所示的示例性实施例进行描述。
37.图1示出包括车辆内部系统100、200、300的三个不同实施例的示例性车辆内部1000。车辆内部系统100包括示出为中央控制基座110的框架,所述中央控制基座具有包括弯曲显示器130的弯曲表面120。车辆内部系统200包括示出为仪表板基座210的框架,所述仪表板基座具有包括弯曲显示器230的弯曲表面220。仪表板基座210通常包括仪表板215,所述仪表板215也可包括弯曲显示器。车辆内部系统300包括示出为方向盘基座310的框架,所述方向盘基座具有弯曲表面320和弯曲显示器330。在一个或多个实施例中,车辆内部系统包括框架,所述框架是扶手、车柱、座椅靠背、底板、头枕、门板或车辆的内部的包括弯曲表面的任何部分。在其他实施例中,框架是外壳的用于自立式显示器(即,未永久性地连接到车辆的一部分的显示器)的一部分。在实施例中,显示器130、230、330可以是(例如,使用光学透明的粘合剂)粘结到的本文所公开的弯曲玻璃制品10的后表面的发光二极管显示器、有机发光二极管显示器、等离子体显示器或液晶显示器中的至少一者。另外,任何显示或非显示弯曲覆盖玻璃制品都可设置有触摸功能。
38.本文所述的弯曲玻璃制品的实施例可用于车辆内部系统100、200和300中的每一者。另外,本文所讨论的弯曲玻璃制品可用作本文所讨论的包括用于车辆内部系统100、200和/或300中的弯曲显示器实施例中的任一个的弯曲覆盖玻璃。在实施例中,玻璃材料可基于其重量、美学外观等进行选择,并且可设置有涂层(油墨或颜料涂层),所述涂层具有在视觉上使玻璃部件与相邻的非玻璃部件相匹配的图案(例如,金属拉丝外观、木纹外观、皮革外观、彩色外观等)。在特定实施例中,这种油墨或颜料涂层可具有提供死前端或颜色匹配功能的透明度水平。
39.图2描绘根据示例性实施例的弯曲玻璃制品10,诸如用于弯曲显示器130、230、330
的覆盖玻璃。应当理解,虽然根据成形弯曲显示器130、230、330描述了图2,但图2的弯曲玻璃制品10可用于任何合适的弯曲玻璃应用,包括图1的车辆内部系统中的任一者的任何弯曲玻璃部件或车辆内部1000的其他弯曲玻璃表面。这种弯曲玻璃部件可以是显示区域或非显示区域,例如平板显示区域和弯曲非显示区域、弯曲显示器、弯曲显示区域和弯曲非显示区域。
40.如图2所示,弯曲玻璃制品10包括弯曲玻璃片12,其通过粘合剂层16粘结到框架14。玻璃片12具有第一主表面18和与第一主表面18相反的第二主表面20。第一主表面18和第二主表面20之间的距离限定它们之间的厚度t1。另外,第一主表面18和第二主表面20通过围绕玻璃片12的周边延伸的副表面22连接。
41.玻璃片12具有弯曲形状,使得第一主表面18和第二主表面20各自包括具有曲率半径r1的至少一个弯曲区域。在各种实施例中,玻璃片12的r1为约30mm或更大。在实施例中,r1在30mm和5m之间。例如,r1可在约30mm至约10,000mm、约50mm至约10,000mm、约70mm至约10,000mm、约90mm至约10,000mm、约110mm至约10,000mm、约150mm至约10,000mm、约200mm至约10,000mm、约250mm至约10,000mm、约300mm至约10,000mm、约350mm至约10,000mm、约400mm至约10,000mm、约450mm至约10,000mm、约500mm至约10,000mm、约550mm至约10,000mm、约600mm至约10,000mm、约650mm至约10,000mm、约700mm至约10,000mm、约750mm至约10,000mm、约800mm至约10,000mm、约850mm至约10,000mm、约900mm至约10,000mm、约950mm至约10,000mm、约1000mm至约10,000mm、约1500mm至约10,000mm、约2000mm至约10,000mm、约2500mm至约10,000mm、约3000mm至约10,000mm、约3500mm至约10,000mm、约4000mm至约10,000mm、约4500mm至约10,000mm、约30mm至约9,000mm、约30mm至约8,000mm、约30mm至约7,000mm、约30mm至约6,000mm、约30mm至约5,000mm、约30mm至约4500mm、约30mm约4000mm、约30mm至约3500mm、约30mm至约3000mm、约30mm至约2500mm、约30mm至约2000mm、约30mm至约1500mm、约30mm至约1000mm、约30mm至约950mm、约30mm至约900mm、约30mm至约850mm、约30mm至约800mm、约30mm至约750mm、约30mm至约700mm、约30mm至约650mm、约30mm至约600mm、约30mm至约550mm、约30mm至约500mm、约30mm至约450mm或约30mm至约400mm的范围内。在其他实施例中,r1落入本段中阐述的精确数值范围中的任一者内。
42.参考图21,示出和描述了玻璃片12的附加结构细节。如上所述,玻璃片12具有基本上恒定的厚度t1并且被定义为第一主表面18和第二主表面20之间的距离。在各种实施例中,t1可是指玻璃片的平均厚度或最大厚度。此外,玻璃片12包括宽度w1和长度l1,所述宽度w1被定义为第一主表面18或第二主表面20中的一者的与厚度t1正交的第一最大尺寸,所述长度l1被定义为第一主表面18或第二主表面20中的一者的垂直于厚度和宽度两者的第二最大尺寸。在其他实施例中,w1和li可分别是玻璃片12的平均宽度和平均长度。
43.另外,在实施例中,玻璃片12的厚度tl在0.05mm至2mm的范围内。在具体的实施例中,t1小于或等于1.5mm,并且在更具体的实施例中,t1在约0.3mm至1.5mm、约0.4mm至1.3mm或约0.5mm至约1.5mm的范围内。在各种实施例中,厚度t1厚度t1可在约0.1mm至约1.5mm、约0.15mm至约1.5mm、约0.2mm至约1.5mm、约0.25mm至约1.5mm、约0.3mm至约1.5mm、约0.35mm至约1.5mm、约0.4mm至约1.5mm、约0.45mm至约1.5mm、约0.5mm至约1.5mm、约0.55mm至约1.5mm、约0.6mm至约1.5mm、约0.65mm至约1.5mm、约0.7mm至约1.5mm、约0.1mm至约1.4mm、约0.1mm至约1.3mm、约0.1mm至约1.2mm、约0.1mm至约1.1mm、约0.1mm至约1.05mm、约0.1mm至
约1mm、约0.1mm至约0.95mm、约0.1mm至约0.9mm、约0.1mm至约0.85mm、约0.1mm至约0.8mm、约0.1mm至约0.75mm、约0.1mm至约0.7mm、约0.1mm至约0.65mm、约0.1mm至约0.6mm、约0.1mm至约0.55mm、约0.1mm至约0.5mm、约0.1mm至约0.4mm或约0.3mm至约0.7mm的范围内。在其他实施例中,t1落入本段中阐述的精确数值范围中的任一者内。
44.在各种实施例中,宽度w1在5cm至250cm、约10cm至约250cm、约15cm至约250cm、约20cm至约250cm、约25cm至约250cm、约30cm至约250cm、约35cm至约250cm、约40cm至约250cm、约45cm至约250cm、约50cm至约250cm、约55cm至约250cm、约60cm至约250cm、约65cm至约250cm、约70cm至约250cm、约75cm至约250cm、约80cm约250cm、约85cm至约250cm、约90cm至约250cm、约95cm至约250cm、约100cm至约250cm、约110cm至约250cm、约120cm至约250cm、约130cm至约250cm、约140cm至约250cm、约150cm至约250cm、约5cm至约240cm、约5cm至约230cm、约5cm至约220cm、约5cm至约210cm、约5cm至约200cm、约5cm至约190cm、约5cm至约180cm、约5cm至约170cm、约5cm至约160cm、约5cm至约150cm、约5cm至约140cm、约5cm至约130cm、约5cm至约120cm、约5cm至约110cm、约5cm至约110cm、约5cm至约100cm、约5cm至约90cm、约5cm至约80cm或约5cm至约75cm的范围内。在其他实施例中,w1落入本段中阐述的精确数值范围中的任一者内。
45.在各种实施例中,长度l1在约5cm至约1500cm、约50cm至约1500cm、约100cm至约1500cm、约150cm至约1500cm、约200cm至约1500cm、约250cm至约1500cm、约300cm至约1500cm、约350cm至约1500cm、约400cm至约1500cm、约450cm至约1500cm、约500cm至约1500cm、约550cm至约1500cm、约600cm至约1500cm、约650cm至约1500cm、约650cm至约1500cm、约700cm至约1500cm、约750cm至约1500cm、约800cm至约1500cm、约850cm至约1500cm、约900cm至约1500cm、约950cm至约1500cm、约1000cm至约1500cm、约1050cm至约1500cm、约1100cm至约1500cm、约1150cm至约1500cm、约1200cm至约1500cm、约1250cm至约1500cm、约1300cm至约1500cm、约1350cm至约1500cm、约1400cm至约1500cm或约1450cm至约1500cm的范围内。在其他实施例中,l1落入本段中阐述的精确数值范围中的任一者内。
46.在各种实施例中,玻璃片12的r1(在图2中示出)为约30mm或更大。例如,r1可在约30mm至约10,000mm、约50mm至约10,000mm、约70mm至约10,000mm、约90mm至约10,000mm、约110mm至约10,000mm、约150mm至约10,000mm、约200mm至约10,000mm、约250mm至约10,000mm、约300mm至约10,000mm、约350mm至约10,000mm、约400mm至约10,000mm、约450mm至约10,000mm、约500mm至约10,000mm、约550mm至约10,000mm、约600mm至约10,000mm、约650mm至约10,000mm、约700mm至约10,000mm、约750mm至约10,000mm、约800mm至约10,000mm、约850mm至约10,000mm、约900mm至约10,000mm、约950mm至约10,000mm、约1000mm至约10,000mm、约1500mm至约10,000mm、约2000mm至约10,000mm、约2500mm至约10,000mm、约3000mm至约10,000mm、约3500mm至约10,000mm、约4000mm至约10,000mm、约4500mm至约10,000mm、约30mm至约9,000mm、约30mm至约8,000mm、约30mm至约7,000mm、约30mm至约6,000mm、约30mm至约5,000mm、约30mm至约4500mm、约30mm约4000mm、约30mm至约3500mm、约30mm至约3000mm、约30mm至约2500mm、约30mm至约2000mm、约30mm至约1500mm、约30mm至约1000mm、约30mm至约950mm、约30mm至约900mm、约30mm至约850mm、约30mm至约800mm、约30mm至约750mm、约30mm至约700mm、约30mm至约650mm、约30mm至约600mm、约30mm至约550mm、约30mm至约500mm、约30mm至约450mm或约30mm至约400mm的范围内。在其他实施例中,r1落入本段
中阐述的精确数值范围中的任一者内。
47.申请人已经发现,这种薄玻璃片可以利用冷成形来冷成形成多种弯曲形状(包括本文所讨论的相对紧凑的曲率半径)而不会破裂,同时为各种汽车内部应用提供高质量的覆盖层。此外,这种薄玻璃片12可能更容易变形,这潜在地补偿了可能相对于框架14存在的形状不匹配和间隙。
48.在各种实施例中,玻璃片12由强化玻璃片(例如,热强化的玻璃材料、化学强化的玻璃片等)形成。在此类实施例中,当玻璃片12由强化玻璃材料形成时,第一主表面18和第二主表面20处于压缩应力下,并且因此第二主表面20在弯折成凸面形状期间可承受更大的拉伸应力而没有断裂的风险。这允许强化玻璃片12适形于更紧密的弯曲表面。
49.一旦玻璃片12已经弯折成弯曲形状,冷成形玻璃片12的特征是第一主表面18和第二主表面20之间的不对称表面压缩应力。在此类实施例中,在冷成形工艺或被冷成形之前,玻璃片12的第一主表面18和第二主表面20中的相应压缩应力基本相等。在冷成形之后,凹的第一主表面18上的压缩应力增加,使得第一主表面18上的压缩应力在冷成形之后大于冷成形之前。相比之下,凸的第二主表面20在弯折期间经受拉伸应力,导致第二主表面20上的表面压缩应力净减小,使得弯折后第二主表面20中的压缩应力小于玻璃片平坦时第二主表面20中的压缩应力。
50.除了提供加工优势诸如消除昂贵和/或缓慢加热步骤之外,据信本文所讨论的冷成形工艺产生具有优于热成形玻璃制品的多种特性的弯曲玻璃制品,特别是用于车辆内部或显示器覆盖玻璃应用。例如,申请人认为,对于至少一些玻璃材料,在热成形期间的加热会损坏或降低弯曲玻璃片的光学特性,因此,使用本文所讨论的冷弯折工艺/系统成形的弯曲玻璃片提供了弯曲玻璃形状以及改进的光学质量两者,这是热弯折工艺无法实现的。
51.另外,许多玻璃表面处理(例如,防眩光涂层、减反射涂层、触感涂层、易于清洁的涂层等)是通过沉积工艺诸如溅射工艺应用的,所述工艺通常不适用于涂覆弯曲玻璃制品。此外,许多表面处理(例如,防眩光涂层、减反射涂层、触感涂层、易于清洁的涂层等)也无法承受与热弯折工艺相关联的高温。因此,在本文所讨论的特定实施例中,在冷弯折之前对玻璃片12的第一主表面18和/或第二主表面20施加一种或多种表面处理,并且将包括表面处理的玻璃片12弯折成如本文所讨论的弯曲形状。因此,申请人认为,与典型的热成形工艺相比,本文所讨论的工艺和系统允许在一种或多种涂层材料已经施加到玻璃之后允许玻璃弯折。
52.在各种实施例中,玻璃片12的第一主表面18和/或第二主表面20包括一个或多个表面处理或层。表面处理可覆盖第一主表面18和/或第二主表面20的至少一部分。示例性表面处理包括防眩光表面/涂层、减反射表面/涂层、触感表面/涂层和易于清洁的表面涂层/处理。在一个或多个实施例中,第一主表面18和/或第二主表面20的至少一部分可包括防眩光表面、减反射表面、触感表面和易于清洁的涂层/处理中的任一者、任两者、任三者或所有四者。在一个实例中,第一主表面18包括减反射涂层。在另一个实例中,第一主表面18可包括防眩光表面并且第二主表面20可包括减反射表面。在另一个实例中,第一主表面18包括减反射表面并且第二主表面20包括防眩光表面。在又一实例中,第二主表面20包括防眩光表面和减反射表面中的任一者或两者,并且第一主表面18包括易于清洁的涂层。在一个或多个实施例中,第一主表面18包括设置在第一主表面上的减反射涂层和减反射涂层上的易
852accelerator 25gb(两者均可购自北卡罗莱纳cary的lord corporation)、delo pur sj9356(可购自德国windach的delo industrial adhesives)、aa4800、hf8000。ms 9399和ms 647-2c(后四种可购自德国的henkel ag&co.kgaa)等。在其他实施例中,第一粘合剂24包括一种或多种聚氨酯,诸如dow betaseal x2500、3m
tm scotch-weld
tm urethane dp640 brown和3m
tm scotch-weld
tm urethane dp604,并且在另外的其他的实施例中,第一粘合剂24包括一种或多种硅酮,诸如dow995(可购自密歇根州midland的dow corning corporation)。
57.在所描绘的实施例中,玻璃制品10包括v形部分,其具有设置在弯折区域34的任一侧上的两个平坦部段32。在其他实施例中,玻璃制品10可以是例如c形(弯曲玻璃制品10的横向端部之间的连续弯曲弯折区域34)、j形(一个平坦部段32和一个弯折区域34)或s形(具有相反曲率的两个弯折区域34),以及其他可能的构型。每个显示器28可以是多种合适的显示器类型中的任一种,诸如液晶显示器(lcd)、发光二极管(led)、有机led(oled)或等离子体显示器。另外,每个显示器28可以是平板显示器或弯曲显示器。因此,显示器28可设置在玻璃制品10的平坦部段32或弯折区域34中的任一者上。在图2的实施例中,两个显示器28各自设置在玻璃制品10的具有v形部分的平坦部段32中。应当理解,可使用单个显示器或多于两个显示器。在一个或多个实施例中,可使用触摸面板来代替显示器或除了显示器之外还可使用触摸面板。在一些实施例中,所使用的一个或多个显示器可具有触摸功能。
58.图3描绘玻璃制品10的分解图,所述玻璃制品具有位于用于冷成形玻璃制品10的卡盘36上的v形部分。根据一个或多个实施例,玻璃制品10通过经由将第一主表面18压贴在卡盘36的弯折表面38上冷成形玻璃片12而成形。此后,所述方法的实施例包括将第一粘合剂24施加在玻璃片12的第二主表面20之上,并且将框架14压贴在第一粘合剂24上。因此,弯折表面38最初限定了玻璃片12的第一曲率半径。框架14包括具有第二曲率半径的弯曲表面。在实施例中,框架14的弯曲表面的第二曲率半径与弯折表面的第一曲率半径基本匹配,例如,第一曲率半径在第二曲率半径的10%以内、5%以内或甚至2%以内。此后,可将附着的框架14和玻璃片12从卡盘36的弯折表面38移除以提供玻璃制品10。
59.在一个或多个实施例中,框架14由刚性材料(诸如金属、陶瓷、复合材料或塑料)制成,并且在施加第一粘合剂24并且将框架14压贴在玻璃片12上之后,刚性框架14的弯曲表面保持玻璃片12的曲率。
60.图4描绘在具有v形部分的玻璃制品10的玻璃片12上的应力。从显示区域的边缘处开始,应力略有压缩并且压缩增大,直到达到约5mm的距离。此后,应力压缩减小,并且在约9mm处,应力转变为拉伸应力,所述拉伸应力增大直到在距显示区域边缘约15mm至17mm的距离处达到峰值。在峰值之后,随着距显示区域的距离朝向玻璃制品10的中心增大,拉伸应力减小。根据本公开内容的实施例,提供了在具有v形部分的玻璃制品10的冷成形期间将玻璃片12在高拉伸应力区域中保持在适当位置的各种方式。
61.图5a至图5d描绘具有c形部分的玻璃制品10的玻璃片12的表面上的最大应力。图5a大体确定了玻璃片12上的拉伸应力区域(圆圈)。图5b描绘沿着玻璃片12的表面的各种迹线的应力图。从图5c中可看出,路径3和路径4的迹线的应力在它们的整个距离内是压缩的,
但从图5d中可以看出,路径1和路径2在玻璃片12的内部上的迹线的应力几乎完全处于张力状态。特别地,路径1在距边缘约20mm(标准化距离约为0.1)处表现出峰值应力。根据本公开内容,还提供了在c形玻璃制品10的冷成形期间将玻璃片12在高拉伸应力区域中保持在适当位置的各种方式。
62.图6描绘成形玻璃制品的第一方法40的流程图,所述方法减少了玻璃制品10在冷成形期间必须花费在卡盘36上的时间。根据方法40的第一步骤41,玻璃片12通过将玻璃片12压贴在卡盘36的弯折表面38上而在卡盘36上冷成形。玻璃片12可通过真空压力保持抵靠在弯折表面38上。在实施例中,第一主表面18和弯折表面38之间的真空使用到弯曲表面38的端口成形,所述端口从第一主表面18和弯折表面38之间抽吸空气,并且在其他实施例中,真空袋可围绕卡盘36、框架14和玻璃片12放置以将玻璃片12保持为冷成形形状。
63.在第二步骤42中,将一个或多个间隔件48(如图2、图7a和图7b所示)施加到玻璃片12或框架14,使得在玻璃制品10中,间隔件48位于玻璃片12和框架14之间。参考图7a和图7b,每个间隔件48被施加在玻璃制品10的弯折区域34的边缘处。特别地,间隔件48定位在粘结线压缩可能发生并且期望被防止的位置。间隔件48被选择来在完全固化之前具有比周围的第一粘合剂24更高的模量或刚度(在第一粘合剂24已经完全固化之后,间隔件48可具有等于或甚至小于第一粘合剂24的模量或刚度)。例如,在实施例中,间隔件48具有至少4mpa、至少10mpa或至少20mpa的弹性模量,并且第一粘合剂24具有约5mpa或更小、2mpa或更小的弹性模量,或1mpa或更小。在一个或多个实施例中,间隔件48具有在约4mpa至约50mpa、约5mpa至约50mpa、约6mpa至约50mpa、约8mpa至约50mpa、约10mpa至约50mpa、约12mpa至约50mpa、约14mpa至约50mpa、约15mpa至约50mpa、约16mpa至约50mpa、约18mpa至约50mpa、约20mpa至约50mpa、约22mpa至约50mpa、约24mpa至约50mpa、约25mpa至约50mpa、约26mpa至约50mpa、约28mpa至约50mpa、约30mpa至约50mpa、约32mpa至约50mpa、约34mpa至约50mpa、约35mpa至约50mpa、约36mpa约50mpa、约38mpa至约50mpa、约40mpa至约50mpa、约5mpa至约45mpa、约5mpa至约40mpa、约5mpa至约35mpa,约5mpa至约30mpa、约5mpa至约25mpa、约5mpa至约20mpa、或约5mpa至约15mpa范围内的弹性模量。在一个或多个实施例中,粘合剂24具有在约0.1mpa至约5mpa、约0.2mpa至约5mpa、约0.25mpa至约5mpa、约0.5mpa至约5mpa、约0.75mpa至约5mpa、约1mpa至约5mpa、约1.5mpa至约5mpa、约2mpa至约5mpa、约2.5mpa至约5mpa、约3mpa至约5mpa、约3.5mpa至约5mpa、约4mpa至约5mpa、约0.1mpa至约4.5mpa、约0.1mpa至约4mpa、约0.1mpa至约3.5mpa、约0.1mpa至约3mpa、约0.1mpa至约2.5mpa、约0.1mpa至约2mpa、约0.1mpa至约1.5mpa、约0.1mpa至约1mpa、或约0.1mpa至约0.5mpa范围内的弹性模量。
64.在一个或多个实施例中,间隔件48可以是粘性材料或不具有粘性。在一个实施例中,间隔件是压敏粘合剂条带(例如,3m vhb带)或弹性体材料。在另一个实施例中,框架14模制或成形有用作间隔件48的凸起或脊。
65.对于图7a所示的具有v形部分的玻璃制品10,间隔件48朝向玻璃制品10的中心在平坦部段32和弯折区域34之间的每个过渡近侧定位,并且对于图7b所示的具有c形部分的玻璃制品10,由于玻璃片12的连续曲率基本上跨越玻璃片12的整个长度,因此间隔件48朝向玻璃制品10的边缘定位。在实施例中,间隔件48具有基本上等于粘合剂层16的其余部分的厚度的厚度,例如约1.0mm至约4.0mm、并且特别地约2.0mm。另外,间隔件48被选择为相对
较薄,特别是在它们不提供玻璃片12和框架14之间的粘合的情况下,并且在实施例中,每个间隔件48具有1.0mm至10.0mm的宽度。
66.在将间隔件48定位在框架14或玻璃片12上之后,在第三步骤43中将第一粘合剂24施加到玻璃片12或框架14。在第四步骤44中,将框架14压紧到玻璃片12上,并且在第五步骤45中,允许第一粘合剂24在卡盘36上固化。在实施例中,允许第一粘合剂24仅部分地固化,例如不超过约5分钟(更具体地,不超过1分钟)。
67.在允许第一粘合剂24部分地固化之后,在第六步骤46中将玻璃制品10从卡盘36移除。
68.根据一个或多个实施例,在第七步骤47中,夹紧玻璃制品10以使玻璃片12保持在框架14上,并且允许所夹紧的玻璃制品10固化至处理强度。在实施例中,可将玻璃片12夹紧到框架14,同时两者都仍在卡盘36上,然后将所夹紧的玻璃制品10从卡盘26移除以完成固化。在实施例中,在标准温度和压力(约20℃和1atm)以及低湿度(例如,小于约20%或小于约10%的湿度)下达到处理强度的固化时间为约45分钟至约1小时。
69.图8a和图8b分别描绘具有v形部分的夹紧玻璃制品10和具有c形部分的玻璃制品10。如图8a所示,玻璃制品10具有夹具49,所述夹具定位在玻璃片12上的如图4所示的高拉伸应力区域处。类似地,如图8b所示,具有c形部分的玻璃制品10用夹具49被夹紧在如图5d所示的高拉伸应力区域中。在图8a和图8b中描绘的实施例中,夹具49是单面c形夹具,但在其他实施例中,夹具49可以是双面的。例如,在实施例中,夹具49可以是每个端部处固定的矩形杆夹具。另外,为了说明的目的并且为了展示待由夹具49覆盖的高拉伸应力区域,夹具49被描绘为与玻璃制品10的宽度相比相对较薄,但是在其他实施例中,只要夹具49被定位成向高拉伸应力区域施加力,夹具49可更宽。即,夹具49不必仅向高拉伸应力区域提供夹紧压力。夹紧玻璃制品10有助于确保玻璃片12在从卡盘36固化分离时不与框架14分离。有利地,通过仅部分地固化然后从卡盘36移除,可将卡盘36空出来以成形另一个玻璃制品10,从而减少玻璃制品10在卡盘36上的循环时间并且增加产量。
70.图9描绘成形弯折玻璃制品10的方法50的另一个实施例。在方法50的第一步骤51中,使玻璃片12抵靠卡盘36冷成形(例如,使用如上所述的真空成形)。在第二步骤52中,如上所述,将间隔件48定位在玻璃片12或框架14上(例如,对于具有v形部分的玻璃制品或具有c形部分的玻璃制品,定位在弯折区域34的端部处)。在第三步骤53中,将第一粘合剂24施加到玻璃片12或框架14,并且在第四步骤54中,将框架14压紧到玻璃片12上。在第五步骤55中,使用如上所述的真空压力将玻璃片12保持到卡盘36,以允许第一粘合剂24部分地固化。在实施例中,使用真空压力将玻璃片12保持到卡盘36不超过五分钟(更具体地,不超过一分钟)。
71.在这一点上,方法50与前述方法40类似,但是在第六步骤56中出现不同,在第六步骤中,玻璃制品10被夹紧到卡盘36。根据方法50,卡盘36设置有一种或多种类型的卡盘夹具58,如图10a至图10c所示。在第六步骤56中,卡盘夹具58从不向玻璃制品10施加夹紧压力的第一位置移动到卡盘夹具58向至少玻璃片12施加夹紧压力的第二位置以在没有真空压力的情况下使玻璃片12保持与卡盘36的弯折表面38接触。在第七步骤57中,将其上夹紧有玻璃制品10的卡盘36从加工线移除,使得第一粘合剂24可例如在约45分钟至1小时内固化至处理强度。有利地,由于卡盘36不再需要真空压力,因此可将整个卡盘36从加工线移除以允
许玻璃制品10有时间固化,并且可将其上夹紧有玻璃制品10的卡盘36更换为另一个可在其上成形另一个玻璃制品10的卡盘36。同样,通过离线固化玻璃制品10,减少了循环时间减少并且增加了产量。
72.图10a至图10c描绘卡盘夹具58的实施例。如图10a的实施例所示,卡盘夹具58延伸穿过或邻近卡盘36的弯折表面38并且能够在第一位置和第二位置之间平移。图10a的卡盘夹具58包括柱子59和悬垂的凸缘60。柱子59在弯折表面38之上延伸一段距离,使得悬垂的凸缘60处于对应于玻璃片12的厚度t1的高度。如图10a中的双端箭头所指示的,柱子59在第一位置和第二位置之间横向平移。另外,在实施例中,柱子59垂直地平移以调整悬垂的凸缘60的高度以容纳不同厚度t1的玻璃片12。
73.图10b描绘卡盘夹具58的另一个实施例,其中柱子59能够在第一位置和第二位置之间旋转。在实施例中,柱子59延伸穿过或邻近卡盘36的弯折表面38,并且柱子59在弯折表面38之上延伸一段距离,使得悬垂的凸缘60处于对应于玻璃片12的厚度t1的高度。在实施例中,柱子59可拧入卡盘36中,使得可通过将柱子59旋转到卡盘36中而将悬垂的凸缘60向下收紧抵靠在玻璃片12上,以便针对玻璃片12施加夹紧压力。
74.图10c描绘卡盘夹具58的另一个实施例,其中楔形边缘表面61与玻璃片12滑动接合。在图10c所示的卡盘夹具58的实施例中,卡盘夹具58可通过在弯折表面38之上滑动而相对于卡盘36平移以接合玻璃片12。从图10c中可以看出,由卡盘夹具58施加的夹紧压力可根据横向施加在卡盘夹具58上的力而变化。由于楔形边缘表面61,卡盘夹具58上的横向力被转化为施加在抵靠卡盘36的弯折表面38的玻璃片12上的向下的夹紧压力。另外,楔形边缘表面61允许卡盘夹具58容纳具有多种不同厚度t1的玻璃片12。即,相对较厚的玻璃片12将比相对较薄的玻璃片12在楔形边缘表面61上更高处接合卡盘夹具58。
75.图10a至图10c中描绘的卡盘夹具58中的任一者可自动定位或手动定位。例如,图10a和图10c中所示的卡盘夹具58的能够平移实施例可以是弹簧加载的,使得当玻璃片12压贴卡盘36时,卡盘夹具58远离玻璃片12移动达到允许玻璃片12与卡盘36的弯折表面38接触的程度。此后,弹簧力可致使卡盘夹具58向后移动到悬垂的凸缘60或楔形边缘表面61位于(至少部分地)玻璃片12上方的位置。
76.图11a和图11b描绘针对具有v形部分的玻璃制品10和具有c形部分的玻璃制品10的卡盘36上的卡盘夹具58的示例性位置62。首先参考图11a,针对具有v形部分的玻璃制品10,四个卡盘夹具位置62被描绘为在弯折区域34的边缘处。在图11b中,针对被构造为成形具有c形部分的玻璃制品10的卡盘36,六个卡盘夹紧位置62被描绘为在卡盘36的弯折表面38的横向边缘或端部处各三个。如图5d所示,拉伸应力不仅在纵向边缘(路径3)上达到峰值,而且在沿着玻璃片12的横向边缘(路径4)朝着横向边缘的中线移动时稳定增加。因此,在实施例中,在卡盘36的横向边缘的中线位置处提供了附加的一组卡盘夹具58。
77.图12a至图12c描绘被构造为在第一粘合剂24固化期间减轻玻璃制品10的各种位置处的拉伸应力或压缩应力的夹子64的各种实施例。夹子64可与关于方法40讨论的夹具48或关于方法50讨论的卡盘夹具58结合使用。在图12a所示的第一实施例中,夹子64附接到框架14并且防止粘结线在压缩力高于冷成形和固化期间所需压缩力的区域中的压缩。因此,夹子64具有基脚66,其针对玻璃片12的第二主表面20施加压力以便产生拉伸应力以抵消不期望的压缩应力。图12b描绘被构造为产生压缩应力以抵消不期望的拉伸应力的夹子64的
另一个实施例。夹子64附接到框架14,并且基脚66被构造为接合玻璃片12的第一主表面18,将玻璃片12拉靠在框架14上。图12c描绘防止不期望的拉伸应力和压缩应力的夹子64的另一个实施例。在图12c的实施例中,夹子64附接到框架14,并且狭槽臂67定位在玻璃片12相对于框架14的特定距离处。狭槽臂67包括狭槽68,玻璃片12插入所述狭槽中。以这种方式,使玻璃片12相对于框架14偏离特定距离的任何压缩应力或拉伸应力都被狭槽臂67抵消,所述狭槽臂针对第一主表面18或第二主表面20施加压力,如抵消不期望的应力可能需要的。
78.图13描绘用于减少玻璃制品10在加工线中的循环时间的另一种方法70的流程图。在方法70中,使第一粘合剂24的固化时间加速(至少局部地)以减少在从将玻璃制品10卡盘36移除之前实现完全固化所花费的时间。在方法70的第一步骤71中,使玻璃片12抵靠卡盘36的弯折表面38(例如,使用真空压力使玻璃片12保持在卡盘36上)冷成形。在第二步骤72中,将第一粘合剂24施加到玻璃片12或框架14,并且在第三步骤73中,使框架14压贴在玻璃片12上。在第四步骤74中,使第一粘合剂24的固化时间至少在预期将玻璃片12拉离框架14的拉伸应力较高的局部区域中加速。在实施例中,使第一粘合剂15的固化加速(至少局部地),使得固化时间为非加速固化时间(即,在标准温度和压力以及0%湿度下的固化时间)的50%或更少、25%或更少或者10%或更少。因此,在其中在标准温度和压力以及0%湿度下的固化时间为大约一小时的其他描述的实施例中,方法70的步骤四74的加速固化时间为三十分钟或更短、十五分钟或更短,或甚至六分钟或更短。在方法70的第五步骤75中,将玻璃制品10从卡盘36移除。根据方法70,所加速的固化时间通过使卡盘36比常规冷成形工艺快至少两倍循环来减少循环时间并且增加产量。
79.在本文所述的各种实施例中,可使第一粘合剂24的固化以各种不同的方式加速。例如,固化反应可通过热或化学加速。图14a至图14c描绘加热的卡盘36的各种实施例。在图14a所示的实施例中,卡盘36包括围绕卡盘36周边的加热器76。在实施例中,加热器是带式加热器(例如,带状加热器)或筒式加热器中的一者或多者。围绕周边的加热可以是连续的或不连续的。例如,围绕周边的加热可通过气隙或水冷却区域来中断。在图14b和图14c所示的实施例中,加热对于在预期产生高拉伸应力或压缩应力的区域是局部的。因此,例如,如图14b所示,对于具有c形部分的玻璃制品10,加热器76沿着卡盘36的横向边缘设置,并且如图14c所示,加热器76设置在弯折区域34的边缘处。当使用加热来加速固化时间时,必须认真选择可使用加热以加速方式固化的第一粘合剂。一般来讲,大多数双组分粘合剂都可热加速。可加速固化的示例性第一粘合剂24包括betaseal
tm x2500 plus聚氨酯粘合剂(可购自密歇根州midland的the dow chemical company)或scotch-weld
tm dp604环氧树脂粘合剂(可购自明尼苏达州st.paul的3m)。
80.在另一个实施例中,固化通过在冷成形之前预热玻璃片12、框架14和/或卡盘36,使用加热而不使用加热的卡盘36来加速。在另一个实施例中,在固化工艺期间成形之后,固化通过例如在烘箱或隧道炉中加热整个玻璃制品10和/或卡盘36来加速。在另一个实施例中,固化通过在分配第一粘合剂24时加热所述第一粘合剂来加速(例如,使用机械臂上的加热的分配器)。
81.在图15中示意性描绘的另一个实施例中,固化使用辐射源78来加速。例如,第一粘合剂被选择来在特定辐射诸如紫外线、红外线或微波辐射的影响下固化。在实施例中,辐射源78穿过或围绕卡盘36(例如沿着围绕卡盘36的路径79)行进,从而提供目标辐射以加速第
一粘合剂24的固化。在其他实施例中,辐射源78可嵌入卡盘36的弯折表面38中,设置在卡盘36周围或指向第一粘合剂层24。例如,在一个实施例中,辐射源78是红外或紫外光漫射纤维,其嵌入卡盘36的弯折表面38中的粘合剂将被施加到玻璃片12的区域中。另外,在实施例中,辐射源78仅局部地设置在预期拉伸应力或压缩应力相对较高的区域中。更进一步,辐射源78可在加速固化的区域内是连续的或不连续的。另外,辐射源78可在某些区域中使用快门或通过遮蔽玻璃制品10的部段来关闭/打开。通过不连续固化,可在加速固化期间防止收缩。即,在实施例中,不连续固化将玻璃片点焊或钉在适当位置,以防止可能在加速固化期间发生的收缩。
82.图16描绘其中使用蒸汽室80加速第一粘合剂24的固化以催化固化反应的一个实施例。在示例性实施例中,使玻璃制品10成形在卡盘36上,然后将蒸汽室80降低到卡盘36上方,或者将卡盘36传送到加工线上的蒸汽室80中。蒸汽室80充满催化固化反应的蒸汽。前述段落中描述的以及图14a至图16所示的用于加速固化的设备中的每个设备可单独使用或与其他设备中的一个或多个设备结合使用,以根据图13所示的方法70来加速第一粘合剂24的固化。
83.在成形和固化玻璃制品10之后,第一粘合剂24通常使玻璃片12保持粘结到框架14。然而,对于紧密曲率(例如,具有10,000mm或更小的弯折半径)和小边框宽度,玻璃制品10可包括一个或多个机械保持器90以在玻璃制品10的第一主表面18上提供压缩应力以防止玻璃片12在极端操作温度下从框架14分层。
84.图17描绘具有紧密曲率半径和框架14的薄边框的玻璃制品10的一个实施例。如本文所用,“边框”是框架14的与玻璃片12的第二主表面20接触的部分。因此,边框限定玻璃片12和框架14之间的粘结区域。另外,如本文所用,“薄边框”是具有10mm的最大宽度b的一个边框。在实施例中,边框的宽度b为5mm或更小、特别地3mm或更小。在曲率半径r1(如本文所述)处,并且在其中r1为约250mm或更小且边框薄的一些实例中,第一粘合剂可能处于第一粘合剂各自的拉伸强度和/或剪切强度的约60%或更多的拉伸强度和/或剪切强度下。在这种情况下,当玻璃制品暴露于由温度极限引起的进一步的拉伸应力和/或剪切应力时,玻璃片可能从框架分层。
85.图18描绘第一粘合剂24在冷成形之后在-40℃的温度和95℃的温度下的拉伸应力和剪切应力的图。温度极限代表例如可能在某些气候区域(例如,极端北部或南部的地理位置或沙漠)或分别在冬季和夏季期间经历的极端寒冷和炎热。对于所考虑的特定第一粘合剂,室温下的拉伸强度为3.8mpa,室温下的剪切强度为4.3mpa。从图18中可看出,玻璃制品中的残余拉伸应力(来自以弯折构型保持冷成形玻璃片的第一粘合剂)已经是2.8mpa,这超过了第一粘合剂的拉伸强度的70%。因此,没有太多余量来解释与暴露于温度极限相关联的附加的应力。
86.图19描绘示出在室温和-40℃和95℃的温度极限下玻璃制品中所经历的拉伸强度和剪切强度与拉伸应力和剪切应力的比率的图。为了提供足够的防止分层的余量,申请人已确定拉伸强度和剪切强度与拉伸应力和剪切应力的比率在操作温度范围内应当保持在低于3.0。特别地,在实施例中,与冷成形相关联的拉伸强度和剪切强度与拉伸应力和剪切应力(即,不考虑热致应力)的比率在玻璃制品中优选地保持在低于5.0。然而,如图19可见,对于某些具有低于250mm的紧密弯折半径和10mm或更小、特别地5mm或更小的边框宽度,拉
伸强度与拉伸应力的比率在操作温度范围内可为低于2.0。实际上,在95℃时,此类玻璃制品的拉伸强度与拉伸应力的比值低于1.0,这表明拉伸应力超过拉伸强度并且可能发生分层。另外,在95℃时,剪切强度与剪切应力的比率也下降到低于3.0的所需比率,特别是低于2.0。
87.因此,如图20所示,玻璃制品10设置有机械保持器90,以便在玻璃片12的第一主表面18上提供附加的压缩应力,以抵消残余和热拉伸应力和剪切应力。在所描绘的实施例中,机械保持器90是具有第一腿92、第二腿94和将第一腿92连接到第二腿94的横向构件96的夹子。呈夹子形式的机械保持器90由弹性材料制成,使得第一腿92将压力施加在玻璃片12的第一主表面18上。第二腿94连接到框架14以提供用于机械保持器90的锚固点。在实施例中,机械保持器90由金属、塑料或复合材料制成。
88.在实施例中,机械保持器90可围绕玻璃制品10的整个周边或玻璃制品10的周边的仅一部分延伸。例如,在实施例中,机械保持器90可仅在玻璃制品10的弯折区域34之上延伸而不在平坦部段32之上延伸。另外,在实施例中,多个机械保持器90可在弯折区域34和/或平坦部段32中围绕玻璃制品10的周边使用。在实施例中,多个机械保持器90可以规则或不规则的间隔周期性地间隔开。
89.车辆内部系统的各种实施例可结合到车辆诸如火车、汽车(例如,小汽车、卡车、公共汽车等)、海上航行器(船、轮船、潜艇等)和飞机(例如,无人机、飞机、喷气式飞机、直升机等)中。
90.强化玻璃特性
91.如上所述,玻璃片12可强化。在一个或多个实施例中,玻璃片12可被强化以包括从表面延伸到压缩深度(doc)的压缩应力。压缩应力区域由表现出拉伸应力的中心部分平衡。在doc处,应力从正(压缩)应力转变为负(拉伸)应力。
92.在各种实施例中,玻璃片12可通过利用制品各部分之间的热膨胀系数的失配来产生压缩应力区域和表现出拉伸应力的中心区域而机械地强化。在一些实施例中,可通过将玻璃加热到高于玻璃化转变点的温度然后快速淬火来对玻璃片进行热强化。
93.在各种实施例中,玻璃片12可通过离子交换进行化学强化。在离子交换工艺中,玻璃片表面处或附近的离子被具有相同价态或氧化态的较大离子替换或与其交换。在玻璃片包括碱金属铝硅酸盐玻璃的那些实施例中,制品的表面层中的离子和较大的离子是单价碱金属阳离子,诸如li
+
、na
+
、k
+
、rb
+
和cs
+
。可替代地,可将表面层中的单价阳离子替换为碱金属阳离子以外的单价阳离子诸如ag
+
等。在此类实施例中,交换到玻璃片中的单价离子(或阳离子)产生应力。
94.离子交换工艺通常通过将玻璃片浸入包含待与玻璃片中的较小离子交换的较大离子的熔融盐浴(或两种或更多种熔融盐浴)中来进行。应当注意,也可使用水性盐浴。此外,一个或多个浴的组合物可包括多于一种类型的较大离子(例如,na+和k+)或单个较大离子。本领域技术人员将理解包括但不限于浴组合物和温度、浸渍时间、玻璃片在盐浴(或多个浴)中的浸渍次数、多个盐浴的用途、附加的步骤诸如退火、洗涤等的用于离子交换工艺的参数通常由玻璃片的组合物(包括制品的结构和存在的任何结晶相)和由强化产生的玻璃片的所需doc和cs决定。示例性熔融浴组合物可包括较大碱金属离子的硝酸盐、硫酸盐和氯化物。典型的硝酸盐包括kno3、nano3、lino3、naso4及它们的组合。熔融盐浴的温度通常在
约380℃至约450℃的范围内,而浸渍时间的范围为约15分钟至约100小时,这取决于玻璃片厚度、浴温度和玻璃(或单价离子)扩散性。然而,也可使用与上述不同的温度和浸渍时间。
95.在一个或多个实施例中,玻璃片可浸入具有约370℃至约480℃的温度的100%的nano3、100%的kno3或nano3和kno3的组合的熔融盐浴中。在一些实施例中,玻璃片可浸入包含约5%至约90%的kno3和约10%至约95%的nano3的熔融混合盐浴中。在一个或多个实施例中,玻璃片可在浸入第一浴中后浸入第二浴中。第一浴和第二浴可具有彼此不同的组合物和/或温度。第一浴和第二浴中的浸泡时间可不同。例如,在第一浴中的浸泡时间可能比在第二浴中的浸泡时间长。
96.在一个或多个实施例中,玻璃片可浸入具有低于约420℃(例如,约400℃或约380℃)的温度的包含nano3和kno3(例如,49%/51%、50%/50%、51%/49%)的熔融混合盐浴中持续小于约5小时,或甚至约4小时或更短。
97.可调整离子交换条件以提供“尖峰”或增加所得玻璃片表面处或附近的应力分布的斜率。尖峰可能导致更大的表面cs值。由于本文所述的玻璃片中使用的玻璃组合物的独特特性,这种尖峰可通过单个浴或多个浴来实现,其中一个或多个浴具有单一组合物或混合组合物。
98.在一个或多个实施例中,其中多于一种单价离子被交换到玻璃片中,不同的单价离子可交换到玻璃片内的不同深度(并且在玻璃片内的不同深度处产生不同大小的应力)。产生应力的离子的最终相对深度可被确定,并且导致应力分布的不同特性。
99.使用本领域已知的那些方法测量cs,诸如使用可商购获得的仪器诸如由(日本)的orihara industrial co.,ltd制造的fsm-6000通过表面应力计(fsm)测量。表面应力测量依赖于应力光学系数(soc)的准确测量,这与玻璃的双折射有关。soc进而通过本领域已知的那些方法来测量,所述方法诸如光纤和四点弯折方法以及散装圆柱体方法,所述光纤和四点弯折方法两者都在标题为“standard test method for measurement of glass stress-optical coefficient”的astm standard c770-98(2013)中进行了描述,其内容通过引用的方式整体并入本文。如本文所用,cs可以是“最大压缩应力”,其是在压缩应力层内所测量的最高压缩应力值。在一些实施例中,最大压缩应力位于玻璃片的表面处。在其他实施例中,最大压缩应力可能出现在地表以下的深度处,从而使压缩分布呈现“埋峰”的外观。
100.doc可通过fsm或散射光偏光镜(scalp)(诸如可购自位于爱沙尼亚塔林的glasstress ltd.的scalp-04scattered light polariscope)测量,这取决于强化方法和条件。当通过离子交换处理对玻璃片进行化学强化时,根据交换到玻璃片中的离子种类,可使用fsm或scalp。在玻璃片中的应力是通过将钾离子交换到玻璃片中而产生的情况下,使用fsm来测量doc。在应力是通过将钠离子交换到玻璃片中而产生的情况下,使用scalp来测量doc。如果玻璃片中的应力是通过将钾离子和钠离子交换到玻璃中而产生的,则通过scalp测量doc,因为据信钠的交换深度指示doc,并且钾离子的交换深度指示压缩应力的大小变化(但不是应力从压缩到张力的变化);钾离子在此类玻璃片中的交换深度通过fsm测量。中心张力或ct是最大拉伸应力并且通过scalp测量。
101.在一个或多个实施例中,玻璃片可被强化以表现出描述为玻璃片厚度t1的一部分的doc(如本文所述)。例如,在一个或多个实施例中,doc可等于或大于约0.05t1、等于或大于约0.1t1、等于或大于约0.11t1、等于或大于约0.12t1、等于或大于约0.13t1、等于或大于
约0.14t1、等于或大于约0.15t1、等于或大于约0.16t1、等于或大于约0.17t1、等于或大于约0.18t1、等于或大于约0.19t1、等于或大于约0.2t1、等于或大于约0.21t1。在一些实施例中,doc可在约0.08t1至约0.25t1、约0.09t1至约0.25t1、约0.18t1至约0.25t1、约0.11t1至约0.25t1、约0.12t1至约0.25t1、约0.13t1至约0.25t1、约0.14t1至约0.25t1、约0.15t1至约0.25t1、约0.08t1至约0.24t1、约0.08t1至约0.23t1、约0.08t1至约0.22t1、约0.08t1至约0.21t1、约0.08t1至约0.2t1、约0.08t1至约0.19t1、约0.08t1至约0.18t1、约0.08t1至约0.17t1、约0.08t1至约0.16t1或约0.08t1至约0.15t1的范围内。在一些情况下,doc可为约20μm或更小。在一个或多个实施例中,doc可为约40μm或更大(例如,约40μm至约300μm、约50μm至约300μm、约60μm至约300μm、约70μm至约300μm、约80μm至约300μm、约90μm至约300μm、约100μm至约300μm、约110μm至约300μm、约120μm至约300μm、约140μm至约300μm、约150μm至约300μm、约40μm至约290μm、约40μm至约280μm、约40μm至约260μm、约40μm至约250μm、约40μm至约240μm、约40μm至约230μm、约40μm至约220μm、约40μm至约210μm,约40μm至约200μm、约40μm至约180μm、约40μm至约160μm、约40μm至约150μm、约40μm至约140μm、约40μm至约130μm、约40μm至约120μm、约40μm至约110μm或约40μm至约100μm。在其他实施例中,doc落入本段中阐述的精确数值范围中的任一者内。
102.在一个或多个实施例中,强化玻璃片可具有约200mpa或更大、300mpa或更大、400mpa或更大、约500mpa或更大、约600mpa或更大、约700mpa或更大、约800mpa或更大、约900mpa或更大、约930mpa或更大、约1000mpa或更大或约1050mpa或更大的cs(其可存在于玻璃片的表面或玻璃片内的一定深度处)。
103.在一个或多个实施例中,强化玻璃片可具有约20mpa或更大、约30mpa或更大、约40mpa或更大、约45mpa或更大、约50mpa或更大、约60mpa或更大、约70mpa或更大、约75mpa或更大、约80mpa或更大或约85mpa或更大的最大拉伸应力或中心张力(ct)。在一些实施例中,最大拉伸应力或中心张力(ct)可在约40mpa至约100mpa的范围内。在其他实施例中,cs落入本段中阐述的确切数值范围内。
104.玻璃组合物
105.用于玻璃片12的合适的玻璃组合物包括钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、硼铝硅酸盐玻璃、含碱铝硅酸盐玻璃、含碱硼硅酸盐玻璃和含碱硼铝硅酸盐玻璃。
106.除非另有说明,本文公开的玻璃组合物以基于氧化物分析的摩尔百分比(mol%)描述。
107.在一个或多个实施例中,玻璃组合物可包含量在约66mol%至约80mol%、约67mol%至约80mol%、约68mol%至约80mol%、约69mol%至约80mol%、约70mol%至约80mol%、约72mol%至约80mol%、约65mol%至约78mol%、约65mol%至约76mol%、约65mol%至约75mol%、约65mol%至约74mol%、约65mol%至约72mol%或约65mol%至约70mol%的范围内以及它们之间的所有范围和子范围内的sio2。
108.在一个或多个实施例中,玻璃组合物包含量为大于约4mol%或大于约5mol%的al2o3。在一个或多个实施例中,玻璃组合物包含在大于约7mol%至约15mol%、大于约7mol%至约14mol%、约7mol%至约13mol%、约4mol%至约12mol%、约7mol%至约11mol%、约8mol%至约15mol%、约9mol%至约15mol%、约10mol%约15mol%、约11mol%至约15mol%或约12mol%至约15mol%的范围内以及它们之间的所有范围和子范围内的
al2o3。在一个或多个实施例中,al2o3的上限可以是约14mol%、14.2mol%、14.4mol%、14.6mol%或14.8mol%。
109.在一个或多个实施例中,玻璃制品被描述为铝硅酸盐玻璃制品或包含铝硅酸盐玻璃组合物。在此类实施例中,由所述铝硅酸盐形成的玻璃组合物或制品包含sio3和al2o3并且不是钠钙硅酸盐玻璃。在这方面,由所述铝硅酸盐形成的玻璃组合物或制品包含量为约2mol%或更大、2.25mol%或更大、2.5mol%或更大、约2.75mol%或更大、约3mol%或更大的al2o3。
110.在一个或多个实施例中,玻璃组合物包含b2o3(例如,约0.01mol%或更多)。在一个或多个实施例中,玻璃组合物包含量在约0mol%至约5mol%、约0mol%至约4mol%、约0mol%至约3mol%、约0mol%至约2mol%、约0mol%至约1mol%、约0mol%至约0.5mol%、约0.1mol%至约5mol%、约0.1mol%至约4mol%、约0.1mol%至约3mol%、约0.1mol%至约2mol%、约0.1mol%至约1mol%、约0.1mol%至约0.5mol%的范围内以及它们之间的所有范围和子范围内的b2o3。在一个或多个实施例中,玻璃组合物基本上不含b2o3。
111.如本文所用,关于组合物的组分的短语“基本上不含”意味着所述组分在初始分批期间没有主动或有意地添加到组合物中,但是可作为量小于约0.001mol%的杂质存在。
112.在一个或多个实施例中,玻璃组合物任选地包含p2o5(例如,约0.01mol%或更大)。在一个或多个实施例中,玻璃组合物包含非零量的p2o5,量为至多并包括2mol%、1.5mol%、1mol%或0.5mol%。在一个或多个实施例中,玻璃组合物基本上不含p2o5。
113.在一个或多个实施例中,玻璃组合物可包含总量大于或等于约8mol%、大于或等于约10mol%、或者大于或等于约12mol%的r2o(其为碱金属氧化物诸如li2o、na2o、k2o、rb2o和cs2o的总量)。在一些实施例中,玻璃组合物包含总量在约8mol%至约20mol%、约8mol%至约18mol%、约8mol%至约16mol%、约8mol%至约14mol%、约8mol%至约12mol%、约9mol%至约20mol%、约10mol%至约20mol%、约11mol%至约20mol%、约12mol%至约20mol%、约13mol%至约20mol%、约10mol%至约14mol%或11mol%至约13mol%的范围内以及它们之间的所有范围和子范围内的r2o。在一个或多个实施例中,玻璃组合物可基本上不含rb2o、cs2o或rb2o和cs2o两者。在一个或多个实施例中,r2o可包含仅li2o、na2o和k2o的总量。在一个或多个实施例中,玻璃组合物可包含选自li2o、na2o和k2o的至少一种碱金属氧化物,其中碱金属氧化物以大于约8mol%或更大的量存在。
114.在一个或多个实施例中,玻璃组合物包含大于或等于约8mol%、大于或等于约10mol%、或大于或等于约12mol%的量的na2o。在一个或多个实施例中,所述组合物包含na2o,其在约8mol%至约20mol%、约8mol%至约18mol%、约8mol%至约16mol%、约8mol%至约14mol%、约8mol%至约12mol%、约9mol%至约20mol%、约10mol%至约20mol%、约11mol%至约20mol%、约12mol%至约20mol%、约13mol%至约20mol%、约10mol%至约14mol%或11mol%至约16mol%的范围内,以及它们之间的所有范围和子范围。
115.在一个或多个实施例中,玻璃组合物包含小于约4mol%的k2o、小于约3mol%的k2o、或小于约1mol%的k2o。在一些情况下,玻璃组合物可包含量在约0mol%至约4mol%、约0mol%至约3.5mol%、约0mol%至约3mol%、约0mol%至约2.5mol%、约0mol%至约2mol%、约0mol%至约1.5mol%、约0mol%至约1mol%、约0mol%至约0.5mol%、约0mol%至约0.2mol%、约0mol%至约0.1mol%、约0.5mol%至约4mol%、约0.5mol%至约
3.5mol%、约0.5mol%至约3mol%、约0.5mol%至约2.5mol%、约0.5mol%至约2mol%、约0.5mol%至约1.5mol%或约0.5mol%至约1mol%的范围内以及它们之间的所有范围和子范围内的k2o。在一个或多个实施例中,玻璃组合物可基本上不含k2o。
116.在一个或多个实施例中,玻璃组合物基本上不含li2o。
117.在一个或多个实施例中,na2o在组合物中的量可大于li2o的量。在一些情况下,na2o的量可能大于li2o和k2o的组合量。在一个或多个替代实施例中,li2o在组合物中的量可大于na2o的量或na2o和k2o的组合量。
118.在一个或多个实施例中,玻璃组合物可包含总量在约0mol%至约2mol%范围内的ro(其为碱土金属氧化物诸如cao、mgo、bao、zno和sro的总量)。在一些实施例中,玻璃组合物包含非零量的ro,量为至多约2mol%。在一个或多个实施例中,玻璃组合物包含量在约0mol%至约1.8mol%、约0mol%至约1.6mol%、约0mol%至约1.5mol%、约0mol%至约1.4mol%、约0mol%至约1.2mol%、约0mol%至约1mol%、约0mol%至约0.8mol%、约0mol%至约0.5mol%的范围内以及它们之间的所有范围和子范围内的ro。
119.在一个或多个实施例中,玻璃组合物包含量小于约1mol%、小于约0.8mol%或小于约0.5mol%的cao。在一个或多个实施例中,玻璃组合物基本上不含cao。
120.在一些实施例中,玻璃组合物包含量在约0mol%至约7mol%、约0mol%至约6mol%、约0mol%至约5mol%、约0mol%至约4mol%、约0.1mol%至约7mol%、约0.1mol%至约6mol%、约0.1mol%至约5mol%、约0.1mol%至约4mol%、约1mol%至约7mol%、约2mol%至约6mol%或约3mol%至约6mol%的范围内以及它们之间的所有范围和子范围内的mgo。
121.在一个或多个实施例中,玻璃组合物包含量等于或小于约0.2mol%、小于约0.18mol%、小于约0.16mol%、小于约0.15mol%、小于约0.14mol%、小于约0.12mol%的zro2。在一个或多个实施例中,玻璃组合物包含在约0.01mol%至约0.2mol%、约0.01mol%至约0.18mol%、约0.01mol%至约0.16mol%、约0.01mol%至约0.15mol%、约0.01mol%至约0.14mol%、约0.01mol%至约0.12mol%或约0.01mol%至约0.10mol%的范围内以及它们之间的所有范围和子范围内的zro2。
122.在一个或多个实施例中,玻璃组合物包含量等于或小于约0.2mol%、小于约0.18mol%、小于约0.16mol%、小于约0.15mol%、小于约0.14mol%、小于约0.12mol%的sno2。在一个或多个实施例中,玻璃组合物包含在约0.01mol%至约0.2mol%、约0.01mol%至约0.18mol%、约0.01mol%至约0.16mol%、约0.01mol%至约0.15mol%、约0.01mol%至约0.14mol%、约0.01mol%至约0.12mol%或约0.01mol%至约0.10mol%的范围内以及它们之间的所有范围和子范围内的sno2。
123.在一个或多个实施例中,玻璃组合物可包含赋予玻璃制品颜色或色调的氧化物。在一些实施例中,玻璃组合物包括当玻璃制品暴露于紫外线辐射时防止玻璃制品变色的氧化物。此类氧化物的实例包括但不限于以下氧化物:ti、v、cr、mn、fe、co、ni、cu、ce、w和mo。
124.在一个或多个实施例中,玻璃组合物包含以fe2o3表示的fe,其中fe以至多(并且包括)约1mol%的量存在。在一些实施例中,玻璃组合物基本上不含fe。在一个或多个实施例中,玻璃组合物包含量等于或小于约0.2mol%、小于约0.18mol%、小于约0.16mol%、小于约0.15mol%、小于约0.14mol%、小于约0.12mol%的fe2o3。在一个或多个实施例中,玻璃组
合物包含在约0.01mol%至约0.2mol%、约0.01mol%至约0.18mol%、约0.01mol%至约0.16mol%、约0.01mol%至约0.15mol%、约0.01mol%至约0.14mol%、约0.01mol%至约0.12mol%或约0.01mol%至约0.10mol%的范围内以及它们之间的所有范围和子范围内的fe2o3。
125.在玻璃组合物包含tio2的情况下,tio2可以约5mol%或更少、约2.5mol%或更少、约2mol%或更少或约1mol%或更少的量存在。在一个或多个实施例中,玻璃组合物可基本上不含tio2。
126.示例性玻璃组合物包含量在约65mol%至约75mol%范围内的sio2、量在约8mol%至约14mol%范围内的al2o3、量在约12mol%至约17mol%的范围内的na2o、量在约0mol%至约0.2mol%的范围内的k2o,以及量在约1.5mol%至约6mol%的范围内的mgo。任选地,sno2可以本文另外公开的量包含。应当理解,虽然前面的玻璃组合物段落表达了近似范围,但在其他实施例中,玻璃片12可由落入上文讨论的精确数值范围中的任一精确数值范围中的任何玻璃组分制成。
127.本公开内容的方面(1)涉及一种冷成形玻璃制品的方法,所述方法包括以下步骤:使包括第一主表面和与所述第一主表面相反的第二主表面的玻璃片在卡盘的弯折表面之上弯折,使得所述玻璃片的所述第一主表面适形于所述卡盘的所述弯折表面并且包括具有第一曲率半径的第一区域;将框架设置在所述第二主表面上,所述框架具有弯曲表面,所述弯曲表面包括带有第二曲率半径的第二区域,所述第二曲率半径匹配在所述第一曲率半径的10%以内;将至少一个间隔件定位在所述玻璃片制品的所述第一区域中或所述框架的所述弯曲表面上的第二区域中;以及将所述框架的所述弯曲表面粘附到所述玻璃片制品的所述第二主表面,使得所述间隔件设置在所述玻璃片制品和所述框架之间。
128.本公开内容的方面(2)涉及方面(1)所述的方法,其中将所述框架的所述弯曲表面粘附到所述玻璃片的所述第二主表面包括:固化设置在所述玻璃片的所述第二主表面和所述框架的所述弯曲表面中的任一者或两者上的粘合剂。
129.本公开内容的方面(3)涉及方面(1)或方面(2)所述的方法,其中所述弯折表面包括第一平坦部段、第二平坦部段以及在所述第一平坦部段和所述第二平坦部段之间的弯曲部段,其中所述弯曲部段包括所述弯折表面的所述第一曲率,其中所述至少一个间隔件包括第一间隔件和第二间隔件,并且其中所述第一间隔件定位在所述弯曲部段的与所述第一平坦部段相邻的第一端部处,并且所述第二间隔件定位在所述弯曲部段的与所述第二平坦部段相邻的第二端部处。
130.本公开内容的方面(4)涉及方面(1)或方面(2)所述的方法,其中所述弯折表面包括具有所述第一曲率半径的连续曲线,其中所述连续曲线跨越所述玻璃片的第一端部和所述玻璃片的第二端部之间,其中所述至少一个间隔件包括第一间隔件和第二间隔件,并且其中所述第一间隔件定位在所述玻璃片的所述第一端部并且所述第二间隔件定位在所述玻璃片的所述第二端部。
131.本公开内容的方面(5)涉及方面(2)至(4)中任一方面所述的方法,其中固化所述粘合剂包括:施加力以将所述玻璃片保持在所述卡盘或所述框架中的至少一者上,直到所述粘合剂完全固化。
132.本公开内容的方面(6)涉及方面(5)所述的方法,其中固化所述粘合剂还包括:在
所述施加力的步骤之前,允许所述粘合剂在所述卡盘上部分地固化不超过五分钟。
133.本公开内容的方面(7)涉及方面(6)所述的方法,所述方法还包括在所述允许所述粘合剂部分地固化的步骤之后将所述玻璃片和所述框架从所述卡盘移除的步骤,并且其中所述施加力的步骤包括:将所述玻璃片夹紧到所述框架。
134.本公开内容的方面(8)涉及方面(1)至(7)中任一方面所述的方法,其中所述弯曲表面包括v形表面,所述v形表面包括设置在第一平坦部段和第二平坦部段之间的弯曲部段。
135.本公开内容的方面(9)涉及方面(8)所述的方法,其中所述施加力的步骤还包括:在所述弯曲部段中的靠近所述第一平坦部段的第一位置中和所述弯曲部段中的靠近所述第二平坦部段的第二位置中将所述玻璃片夹紧到所述框架。
136.本公开内容的方面(10)涉及方面(1)至(7)中任一方面所述的方法,其中所述弯曲表面包括c形曲率,所述弯曲表面包括在所述框架的第一端部和所述框架的第二端部之间的连续曲线。
137.本公开内容的方面(11)涉及方面(10)所述的方法,其中所述施加力的步骤还包括:靠近所述第一端部以及靠近所述第二端部将所述玻璃片夹紧到所述框架。
138.本公开内容的方面(12)涉及方面(11)所述的方法,所述方法还包括:靠近所述第一端部和所述第二端部之间的中心点将所述玻璃片夹紧到所述框架。
139.本公开内容的方面(13)涉及方面(6)至(12)中任一方面所述的方法,所束方法还包括在所述允许所述粘合剂部分地固化的步骤期间在所述玻璃片和所述卡盘之间施加真空压力的步骤。
140.本公开内容的方面(14)涉及方面(13)所述的方法,其中所述卡盘包括一组可旋转夹具,并且其中所述施加力的步骤还包括:旋转所述一组可旋转夹具以将所述玻璃片夹紧到所述卡盘。
141.本公开内容的方面(15)涉及方面(13)所述的方法,其中所述卡盘包括一组可平移夹具,并且其中所述施加力的步骤还包括:横向平移所述一组可平移夹具以将所述玻璃片夹紧到所述卡盘。
142.本公开内容的方面(16)涉及方面(14)或方面(15)所述的方法,其中所述可旋转或可平移夹具被构造为在具有所述第一曲率的所述第一区域的端部处施加夹紧压力。
143.本公开内容的方面(17)涉及方面(1)至(16)中任一方面所述的方法,所述方法还包括将多个夹子附接到所述框架的步骤,所述夹子防止所述框架和所述玻璃片之间的粘合剂的压缩或拉伸中的至少一者。
144.本公开内容的方面(18)涉及一种冷成形玻璃制品的方法,所述方法包括以下步骤:使玻璃片在弯折表面之上弯折,其中所述弯折表面包括带有第一曲率半径的第一区域,其中所述玻璃片包括第一主表面和与所述第一主表面相反的第二主表面,并且其中使所述玻璃片弯折致使所述第一主表面适形于所述弯折表面的第一曲率半径;将粘合剂施加到所述玻璃片的所述第二主表面或所述框架的所述弯曲表面,并且使所述粘合剂固化持续第一固化时间;将框架设置在所述粘合剂上,所述框架具有弯曲表面,所述弯曲表面包括带有第二曲率半径的第二区域,所述第二曲率半径在所述第一曲率半径的10%以内;使用所述粘合剂将所述框架的所述弯曲表面粘附到所述玻璃片的所述第二主表面;以及使用促进剂使
所述粘合剂的至少一部分固化持续第二固化时间,所述第二固化时间小于所述第一固化时间的一半。
145.本公开内容的方面(19)涉及方面(18)所述的方法,其中所述促进剂是热量,其中所述弯折表面包括被构造为向所述粘合剂施加局部热量的加热器,并且其中所述固化步骤还包括:加热所述粘合剂以加速固化。
146.本公开内容的方面(20)涉及方面(19)所述的方法,其中将所述局部热量施加在具有所述第一曲率半径的所述第一区域中。
147.本公开内容的方面(21)涉及方面(18)至(20)中任一方面所述的方法,其中所述弯折表面包括v形表面,所述v形表面包括设置在第一平坦部段和第二平坦部段之间的弯曲部段,并且其中所述加热步骤还包括:加热位于所述弯曲部段的靠近所述第一平坦部段的第一位置中和所述弯曲部段的靠近所述第二平坦部段的第二位置中的所述玻璃片。
148.本公开内容的方面(22)涉及方面(18)至(20)中任一方面所述的方法,其中所述弯折表面包括c形表面,所述c形表面包括在所述弯折表面的第一端部和所述弯折表面的第二端部之间的连续曲线,并且其中所述加热步骤还包括:加热靠近所述第一端部和靠近所述第二端部的所述玻璃片。
149.本公开内容的方面(23)涉及方面(18)至(22)中任一方面所述的方法,其中所述加热步骤还包括加热所述弯折表面的垂直于所述第一端部和所述第二端部的纵向侧,使得加热所述弯折表面的周边。
150.本公开内容的方面(24)涉及方面(19)至(23)中任一方面所述的方法,其中所述加热器包括被构造为在所述弯折表面上移动的辐射源。
151.本公开内容的方面(25)涉及方面(24)所述的方法,其中所述加热步骤还包括:沿所述弯折表面的至少一个边缘移动所述辐射源。
152.本公开内容的方面(26)涉及方面(25)所述的方法,所述方法还包括连续加热所述至少一个边缘的步骤。
153.本公开内容的方面(27)涉及方面(25)所述的方法,所述方法还包括不连续地加热所述至少一个边缘的步骤。
154.本公开内容的方面(28)涉及方面(18)至(27)中任一方面所述的方法,其中所述促进剂是蒸汽,并且其中所述方法还包括:将所述玻璃片、粘合剂和框架暴露于所述蒸汽以加速固化。
155.本公开内容的方面(29)涉及方面(18)至(28)中任一方面所述的方法,其中所述促进剂是热量,并且其中所述方法还包括:在所述施加所述粘合剂的步骤之前预热所述玻璃片或所述框架中的至少一者。
156.方面(30)涉及一种用于制造玻璃制品的系统,所述玻璃制品包括粘附到弯曲框架的冷成形玻璃片,所述系统包括:卡盘,所述卡盘具有弯折表面,所述弯折表面包括带有第一曲率半径的第一区域;以及一组夹具,所述一组夹具用于将所述玻璃片夹紧到所述卡盘的所述弯折表面;其中所述夹具能够在所述夹具不对所述玻璃片施加夹紧压力的第一位置和所述夹具对所述玻璃片施加夹紧压力的第二位置之间移动。
157.本公开内容的方面(31)涉及方面(30)所述的系统,其中所述夹具能够在所述第一位置和所述第二位置之间旋转。
158.本公开内容的方面(32)涉及方面(31)所述的系统,其中所述夹具能够在所述第一位置和所述第二位置之间横向平移。
159.本公开内容的方面(33)涉及方面(30)至(32)中任一方面所述的系统,其还包括被构造为附接到所述框架的多个夹子,其中所述多个夹子防止在固化期间所述弯折框架和所述冷成形玻璃片之间的粘合剂上的压缩或拉伸中的至少一者。
160.本公开内容的方面(34)涉及方面(30)至(33)中任一方面所述的系统,其中所述弯折表面是v形表面,所述v形表面包括设置在第一平坦部段和第二平坦部段之间的弯曲部段,并且其中所述一组夹具被构造为将所述玻璃片保持在所述弯曲部段的弯折表面上。
161.本公开内容的方面(35)涉及方面(30)至(34)中任一方面所述的系统,其中所述弯折表面是c形表面,所述c形表面包括所述卡盘的第一端部和所述卡盘的第二端部之间的连续曲线,并且其中所述一组夹具被构造为在所述第一端部和所述第二端部处将所述玻璃片保持在所述弯折表面上。
162.本公开内容的方面(36)涉及一种用于制造玻璃制品的系统,所述玻璃制品包括粘附到弯曲框架的冷成形玻璃片,所述系统包括:卡盘,所述卡盘具有弯折表面,所述弯折表面包括具有第一曲率的第一区域;加热元件,所述加热元件被构造为加速将所述玻璃片粘附到所述弯曲框架的粘合剂的固化过程。
163.本公开内容的方面(37)涉及方面(36)所述的系统,其中所述加热元件包括嵌入所述第一曲率的所述区域中的筒式加热器。
164.本公开内容的方面(38)涉及方面(36)所述的系统,其中所述加热元件包括设置在所述弯折表面的所述至少一个边缘上或设置在具有所述第一曲率的所述第一区域中的带状加热器。
165.本公开内容的方面(39)涉及方面(36)至(38)中任一方面所述的系统,其中所述弯折表面是v形表面,所述v形表面包括设置在第一平坦部段和第二平坦部段之间的弯曲部段,并且其中所述加热元件设置在所述弯曲部段中。
166.本公开内容的方面(40)涉及方面(36)至(38)中任一方面所述的系统,其中所述弯折表面是c形表面,所述c形表面包括所述卡盘的第一端部和所述卡盘的第二端部之间的连续曲线,并且其中所述加热元件设置在所述第一端部和所述第二端部处。
167.本公开内容的方面(41)涉及方面(40)所述的系统,其中所述加热元件进一步沿着所述弯折表面的垂直于所述第一端部和所述第二端部的纵向侧设置,使得所述玻璃片的周边被加热。
168.本公开内容的方面(42)涉及方面(36)至(41)中任一方面所述的系统,其中所述加热器包括被构造为在所述卡盘上移动的辐射源。
169.本公开内容的方面(43)涉及方面(36)至(42)中任一方面所述的系统,其中所述加热元件包括蒸汽源。
170.本公开内容的方面(44)涉及玻璃制品,其包括:玻璃片,所述玻璃片包括第一主表面和与所述第一主表面相反的第二主表面,所述第一主表面包括10,000mm或更小的曲率半径;使用粘合剂粘附到所述玻璃片的所述第二主表面的框架,所述框架包括弯曲表面,所述弯曲表面包括在所述玻璃片的所述曲率半径的10%以内的曲率半径,并且包括至少部分地围绕所述玻璃片的周边的边框,所述边框具有10mm或更小的宽度;附接到所述玻璃片和所
述框架的至少一个机械保持器,所述至少一个机械保持器被构造为向所述玻璃片的所述第一主表面施加压缩应力;其中所述粘合剂包括拉伸强度;其中由于将所述玻璃片保持在所述曲率半径处,所述粘合剂中存在拉伸应力;并且其中来自所述至少一个机械保持器的所述压缩应力在-40℃至95℃的温度范围内保持至少3.0的所述拉伸强度与所述拉伸应力的比率。
171.本公开内容的方面(45)涉及方面(44)所述的玻璃制品,其中所述粘合剂还包括剪切强度,其中剪切应力还存在于将所述玻璃片保持在所述曲率半径处的所述粘合剂中,并且其中来自所述机械保持器的所述压缩应力在-40℃至95℃的温度范围内保持至少3.0的所述剪切强度与所述剪切应力的比率。
172.本公开内容的方面(46)涉及方面(44)或方面(45)所述的玻璃制品,其中在室温下,由于将所述玻璃片保持在所述曲率半径处,存在于所述粘合剂中的所述拉伸应力小于所述拉伸强度的1/5。
173.本公开内容的方面(47)涉及方面(44)至(46)中任一方面所述的玻璃制品,其中所述至少一个机械保持器包括夹子,所述夹子具有与所述玻璃片的所述第一主表面接触的第一腿、连接到所述框架的第二腿和将所述第一腿连接到所述第二腿的横向构件。
174.本公开内容的方面(48)涉及方面(47)所述的玻璃制品,其中所述夹子包括金属、塑料或复合材料。
175.本公开内容的方面(49)涉及方面(44)至(47)中任一方面所述的玻璃制品,其中所述边框为5mm或更小。
176.本公开内容的方面(50)涉及方面(44)至(48)中任一方面所述的玻璃制品,其中所述曲率半径位于所述玻璃片的弯折区域中,并且其中所述至少一个机械保持器设置在所述玻璃片上的弯折区域中。
177.本公开内容的方面(51)涉及方面(50)所述的玻璃制品,其中所述框架限定与所述弯折区域相邻的平坦部段,并且其中在所述平坦部段中未设置机械保持器。
178.本公开内容的方面(52)涉及方面(44)至(51)中任一方面所述的玻璃制品,其中所述第一主表面和所述第二主表面限定所述玻璃片的厚度并且其中所述厚度为1.5mm或更小。
179.本公开内容的方面(53)涉及方面(44)至(52)中任一方面所述的玻璃制品,其中所述玻璃片包括钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、硼铝硅酸盐玻璃、含碱铝硅酸盐玻璃、含碱硼硅酸盐玻璃和含碱硼铝硅酸盐玻璃中的至少一者。
180.本公开内容的方面(54)涉及方面(44)至(53)中任一方面所述的玻璃制品,其还包括粘结到所述玻璃片的所述第二主表面的显示器或触摸面板中的至少一者。
181.本公开内容的方面(55)涉及方面(54)所述的玻璃制品,其中所述显示器包括液晶显示器(lcd)、发光二极管(led)显示器、有机led(oled)显示器或等离子体显示器中的至少一者。
182.本公开内容的方面(56)涉及方面(44)至(55)中任一方面所述的玻璃制品,其中所述第一主表面或所述第二主表面中的至少一者包括表面处理。
183.本公开内容的方面(57)涉及方面(56)的玻璃制品,其中所述表面处理包括防眩表面处理、减反射表面处理、触觉反馈或易于清洁的表面处理中的至少一者。
184.除非另外明确说明,否则决不意图将本文阐述的任何方法解释为要求以特定次序执行其步骤。因此,在方法权利要求项未实际叙述其步骤要遵循的顺序或在权利要求或描述中未另外具体陈述各步骤将限于特定顺序的情况下,决不意图推断任何特定顺序。此外,如本文所用,冠词“一”旨在包括一种或多于一种组分或元素,并且不旨在解释为表示仅一种。
185.对本领域技术人员将显而易见的是,可在不背离所公开的实施例的精神或范围的情况下进行各种修改和变型。由于本领域技术人员可以想到结合实施例的精神和实质的所公开的实施例的修改、组合、子组合和变型,所公开的实施例应被解释为包括所附权利要求及其等同物范围内的所有内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1