水泥窑篦冷机喉部用节能复合长寿砖的制备方法与流程
1.本发明涉及砖块制作技术领域,具体为水泥窑篦冷机喉部用节能复合长寿砖的制备方法。
背景技术:
2.水泥窑篦冷机喉部所处位置特殊,该部位烟气含尘量大、含尘颗粒硬度大且温度高、风速快,对耐火材料的冲刷严重;同时烟气成分复杂,碱侵蚀严重、温度波动大,因此篦冷机喉部磨损严重且超温或烧穿现象十分普遍,该部位耐火材料寿命一般不长。
3.该部位是连接篦冷机与窑头罩的一个阳角,空间狭小、形状不规则,耐火砖不好满足施工要求。目前多数厂家采用的都是以铝酸钙水泥为结合剂的高铝质耐火浇注料,但是使用效果不理想。其原因一是喉部所处位置空间狭小,施工难度大,施工质量难以保证;二是该部位温度在1200℃左右,属于中低温,无论是用浇注料还是用预制件,都达不到烧结温度,形不成致密的陶瓷结合,致使耐火材料很多优异性能体现不出来。传统的水泥窑篦冷机喉部用耐火材料为均匀的单一材质,这样不仅保温性能差,造成能耗高,而且都是重质材料,造成矿物资源的浪费,因此本发明提供了水泥窑篦冷机喉部用节能复合长寿砖的制备方法。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了水泥窑篦冷机喉部用节能复合长寿砖的制备方法,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本发明提供如下技术方案:水泥窑篦冷机喉部用节能复合长寿砖的制备方法,它包括工作层、保温层和隔热层,所述工作端在成型过程中直接成型出锁扣状结构,使其适用于水泥窑篦冷机喉部这个复杂形状部位,所述保温层是由废硅莫砖、陶粒、氧化铝空心球等做成的轻质保温自流浇注料,所述隔热层是纳米气凝胶板;所述工作层是由下述重量百分比的原料制成:粒度5-3mm、3-1mm、<0.074mm的特级铝矾土60-65wt%,粒度1-0mm的红柱石颗粒10-15wt%,粒度1-0mm、0.088mm的碳化硅25-30wt%;粒度<0.045mm金属铝粉2wt%,低钠硅溶胶3-5wt%。保温层是由下述重量百分比的原料制成:粒度5-3mm、<0.088mm的废硅莫砖颗粒40-45wt%,粒度0-3mm的陶粒颗粒25-30wt%,粒度0-1mm的氧化铝空心球10-15wt%;粒度<0.074mm的黏土细粉0-5wt%,铝酸钙水泥10-15wt%,分散剂0.1-0.2wt%。
8.优选的,所述整体导热系数低,综合导热系数1000℃<0.3w/m
·
k。
9.优选的,所述工作端在成型过程中直接成型出锁扣状结构,适用于水泥窑篦冷机喉部复杂部位。
10.优选的,所述工作端呈弧形,在形状上有很大优势,减少风阻,从而减少高速风砂
对喉部耐火材料的冲刷。
11.优选的,所述工作层材质中采用的两种粒度的碳化硅,特别是0.088mm碳化硅微粉的使用,使得高温性能得到很大提高。
12.优选的,所述保温层采取体密1.0g/cm3以下的自流浇注料,填补到纳米气凝胶板和工作端之间的狭小空间。
13.优选的,所述低钠硅溶胶,它的化学成分质量百分比为:na2o<0.006%,sio2>30%。
14.优选的,所述该复合长寿砖的制作步骤如下:
15.s1、工作层;
16.a、将不小于0.074mm的颗粒料放入混碾机内混匀,然后加入新型结合剂一部分混碾5分钟,最后依次加入剩余粉料和新型结合剂,混碾3分钟备用;
17.b、完成配料后浇注,浇注出锁扣状结构;
18.c、将砖坯自然干燥24小时后;
19.d、将成型后的砖坯取出后经110℃烘干24小时后,装窑于1500℃~1580℃保温4~8个小时后冷却。
20.s2、保温层:硅莫废砖颗粒及粉、陶粒颗粒、氧化铝空心球、矾土粉、铝酸钙水泥、特效分散剂混合均匀,装袋,使用时加30-35%水,搅拌均匀即可使用,该保温浇注料的优势是加水30%以上,浇注料不离析,强度高。
21.s3、隔热层:将纳米气凝胶板粘结到窑筒体和自流保温浇注料之间。
22.优选的,所述其中1为工作层,2为轻质保温自流浇注料,3为锚固件,4为纳米气凝胶板。
23.(三)有益效果
24.与现有技术相比,本发明提供了水泥窑篦冷机喉部用节能复合长寿砖的制备方法,具备以下有益效果:
25.该水泥窑篦冷机喉部用节能复合长寿砖的制备方法,本发明产品依靠多层复合结构优势,采用浇注成型后再烧结,这样不仅能够满足成型出锁扣装结构而且可以保证工作层有着优异的高温使用性能,保温层采用的是轻质保温自流浇注料,施工时自流填满整个狭小空间,施工方便而且避免出现空洞现象,同时保温层和隔热层都有良好的隔热效果,其导热系数远低于同类产品,经测试使用在水泥窑篦冷机喉部,相对浇注料能大大延长使用寿命,而且能大大降低筒体表面温度,相对于市场上同类产品低50~80℃。
附图说明
26.图1为本发明提出的水泥窑篦冷机喉部用节能复合长寿砖的制备方法结构示意图;
27.图2为本发明提出的水泥窑篦冷机喉部用节能复合长寿砖的制备方法图1结构工作状态图。
28.图中:1、工作层 2、轻质保温自流浇注料 3、锚固件 4、纳米气凝胶板。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
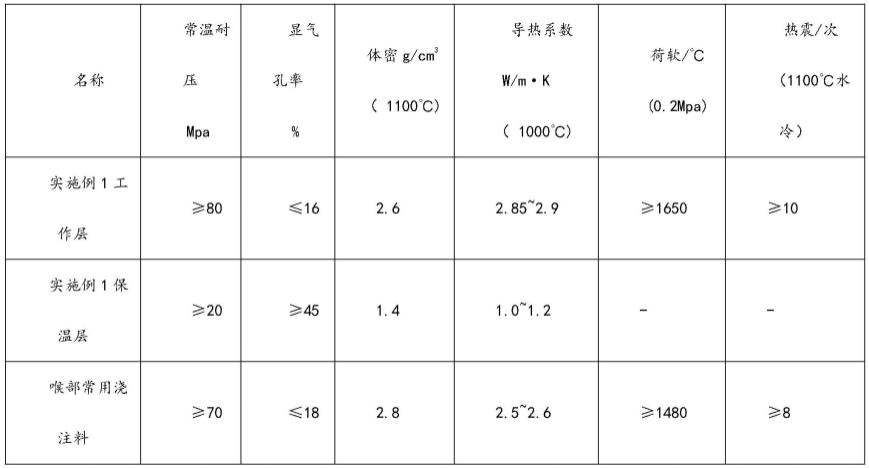
30.具体实施例1
31.请参阅图1-2,本发明提供技术方案:它包括工作层1,保温层2,锚固件3,隔热层4;工作层1是由骨料,粉料和外加结合剂按照下述重量分配比配制而成:骨料70wt%,其中粒度0~1mm的红柱石10wt%、粒度0~1mm的碳化硅15%、粒度3~1mm的特级铝矾土30wt%,粒度5-3mm的特级铝矾土15wt%;细粉30%,粒度<0.074mm的特级铝矾土细粉18wt%、粒度<0.088mm的碳化硅细粉10wt%、粒度<0.045mm金属铝粉2wt%,外加结合剂5wt%。保温层2是由骨料、混合细粉、结合剂按以下配比制成:骨料60wt%,其中粒度0~1mm的氧化铝空心球10wt%,粒度1~3mm的陶粒颗粒30wt%,粒度3~5mm的废硅莫颗粒20wt%;细粉40wt%,粒度<0.088mm的硅莫废砖粉25wt%,粒度<0.074mm的黏土粉5%,铝酸钙水泥10wt%,分散剂0.1-0.2wt%。隔热层4为一块纳米气凝胶板。
32.制备方法:
33.工作层:
34.a、将不小于0.088mm的颗粒料放入混碾机内混匀,然后加入新型结合剂一部分混碾5分钟,最后依次加入剩余粉料和新型结合剂,混碾3分钟备用;
35.b、完成配料后浇注,浇注出锁扣状结构;
36.c、将砖坯自然干燥24小时后;
37.d、将成型后的砖坯取出后经110℃烘干24小时后,装窑于1500℃保温5个小时后冷却。
38.保温层:
39.a、配置好的料后放入搅拌锅中,干混30秒;
40.b、向混合好的浇注料中加水,首次加入所需水对的15%,搅拌机搅拌混合,浇注料分散均匀后,根据浇注料状态再多次连续少量加水,直到浇注料粘成一团,湿混时间总共约60秒,总用水量不超过30%;
41.c、把搅拌后的浇注料放置一个三联模具中,经震动台震动(时间控制在30秒内)、表面流平后水平放置;
42.d、24h后脱去模具,放到110℃恒温的干燥箱中24h;
43.e、干燥后的浇注料块放到1100℃高温炉中烧制3h。
44.实施效果:
[0045][0046]
由傅立叶定律经验公式(其中dq是在时间dt内,在与热流方向垂直的面积a内流过的热量)推导出稳定态单层平壁导热量再推导出稳定态多层平壁导热量所以单位时间、通过单位截面积所传递的热流量q可表示为:(其中δi为复合砖i层的厚度,λi为i层的导热系数)。
[0047]
假设复合砖是同种材质的一个整体,其导热系数为λ
总
。联立公式
①②
,得从而推出多层复合的情况下,复合砖的综合导热系数可以表示为:
[0048]
即对于三层复合的复合砖而言,其综合导热系数可表示为:
[0049][0050]
由工作层厚度140mm,保温层180mm,隔热层50mm,计算出该喉部节能长寿砖综合导热系数为0.128w/(m
·
℃)。
[0051]
具体实施例2
[0052]
如图1,2所示,一种水泥窑篦冷机喉部节能复合长寿砖,它包括工作层1,保温层2,
锚固件3,隔热层4;工作层1是由骨料,粉料和外加结合剂按照下述重量分配比配制而成:骨料70wt%,其中粒度0~1mm的红柱石15wt%、粒度0~1mm的碳化硅10%、粒度3~1mm的特级铝矾土30wt%,粒度5-3mm的特级铝矾土15wt%;细粉30%,粒度<0.074mm的特级铝矾土细粉18wt%、粒度<0.088mm的碳化硅细粉10wt%、粒度<0.045mm金属铝粉2wt%,结合剂5wt%。保温层2是由骨料、混合细粉、结合剂按以下配比制成,骨料:粒度0~1mm的氧化铝空心球15wt%,粒度0~3mm的陶粒颗粒25wt%,粒度3~5mm的废硅莫颗粒20wt%。细粉:粒度<0.088mm的硅莫废砖粉25wt%,粒度<0.074mm的黏土细粉5%,铝酸钙水泥10wt%,分散剂0.1-0.2wt%。隔热层4为一块纳米气凝胶板。
[0053]
制备方法:
[0054]
工作层:
[0055]
a、将不小于0.088mm的颗粒料放入混碾机内混匀,然后加入新型结合剂一部分混碾5分钟,最后依次加入剩余粉料和新型结合剂,混碾3分钟备用;
[0056]
b、完成配料后浇注,浇注出锁扣状结构;
[0057]
c、将砖坯自然干燥24小时后;
[0058]
d、将成型后的砖坯取出后经110℃烘干24小时后,装窑于1550℃保温5个小时后冷却。
[0059]
保温层:
[0060]
a、配置好的料后放入搅拌锅中,干混30秒;
[0061]
b、向混合好的浇注料中加水,首次加入所需水对的15%,搅拌机搅拌混合,浇注料分散均匀后,根据浇注料状态再多次连续少量加水,直到浇注料粘成一团,湿混时间总共约60秒,总用水量不超过30%;
[0062]
c、把搅拌后的浇注料放置一个三联模具中,经震动台震动(时间控制在30秒内)、表面流平后水平放置;
[0063]
d、24h后脱去模具,放到110℃恒温的干燥箱中24h;
[0064]
e、干燥后的浇注料块放到1100℃高温炉中烧制3h。
[0065]
实施效果:
[0066]
[0067]
由傅立叶定律经验公式(其中dq是在时间dt内,在与热流方向垂直的面积a内流过的热量)推导出稳定态单层平壁导热量再推导出稳定态多层平壁导热量所以单位时间、通过单位截面积所传递的热流量q可表示为:(其中δi为复合砖i层的厚度,λi为i层的导热系数)。
[0068]
假设复合砖是同种材质的一个整体,其导热系数为λ
总
。联立公式
①②
,得从而推出多层复合的情况下,复合砖的综合导热系数可以表示为:
[0069]
即对于三层复合的复合砖而言,其综合导热系数可表示为:
[0070][0071]
由工作层厚度140mm,保温层180mm,隔热层50mm,计算出该喉部节能长寿砖综合导热系数为0.126w/(m
·
℃)。
[0072]
从上述实施例1、实施例2可以看出本发明产品导热系数远低于市场上常见的浇注料,使用的多层复合结构,可以实现较低的体积密度,从而能有效的降低耐火产品的导热系数,较低的导热系数还能减少热量损失,从而降低吨产品的电耗。工作层采用高温性能优异的硅莫红质,保证产品使用的安全性及较长的使用寿命,非工作层采用废旧砖,废旧资源的再利用不仅对环境有利,而且在低成本的情况下做到了节能长寿。该种水泥窑篦冷机喉部用节能复合长寿砖用来代替现有的高铝质浇注料,使用寿命延长的同时节能降耗效果显著。
[0073]
综上所述,该水泥窑篦冷机喉部用节能复合长寿砖的制备方法,本发明产品依靠多层复合结构优势,采用浇注成型后再烧结,这样不仅能够满足成型出锁扣装结构而且可以保证工作层有着优异的高温使用性能,保温层采用的是轻质保温自流浇注料,施工时自流填满整个狭小空间,施工方便而且避免出现空洞现象,同时保温层和隔热层都有良好的隔热效果,其导热系数远低于同类产品,经测试使用在水泥窑篦冷机喉部,相对浇注料能大大延长使用寿命,而且能大大降低筒体表面温度,相对于市场上同类产品低50~80℃。
[0074]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存
在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0075]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1