抗氧化涂层和含有抗氧化涂层的石墨模具及其制备方法与流程
1.本发明涉及炭质基体的抗氧化技术,具体涉及一种抗氧化涂层和含有抗氧化涂层的石墨模具及其制备方法,属于玻璃加工模具表面处理技术领域。
背景技术:
2.热弯玻璃是指将平面玻璃加热软化在模具中成型曲面玻璃,在热弯过程中,模具需要传热导力至玻璃,且不能影响玻璃成品的成型精度,这就要求模具具备耐高温、高热导率、低膨胀率和高抗热震的性能,目前绝大多少热弯模具均采用石墨材料。但是由于石墨材料抗氧化性能差,高温下容易氧化,会导致玻璃精度下降,同时石墨模具的强度低,长期使用存在掉粉和崩边的现象,最终导致模具寿命短。
3.为延长石墨模具的使用寿命,降低生产成本,现有技术中提出了多种在石墨模具表面增加涂层的方法,以增强其抗氧化性等性能。例如,通过将石墨模具浸润在含有无机氧化物的悬浊液或前驱体溶液中,然后烘干、加热,使无机氧化物附着在石墨模具表面,以改善石墨模具的抗氧化性,但无法改善石墨模具的抗划伤性能,也不能避免石墨模具掉粉,同时由于侵泡过程中会破坏石墨模具本身的结合力,造成模具强度降低,导致使用过程中模具提前开裂破损。
技术实现要素:
4.针对现有技术中存在的问题,本发明提供一种抗氧化涂层和含有抗氧化涂层的石墨模具及其及其制备方法,本发明采用三元体系涂层,首先通过溅射工艺在石墨模具表面溅镀一层类金刚石过渡层,再溅镀一层金属硅,最后再金属硅上溅镀一层金属氧化物或涂敷一层复合涂层,最后将模具放入气氛炉中进行高温热处理,得到表面含抗氧化涂层的热弯石墨模具。本发明得到的抗氧化涂层,通过溅镀生长的方式,在石墨模具表面均匀生成致密的薄膜,该薄膜通过对石墨表面进行完全分子级别的包覆,能够有效隔绝氧气与石墨接触,并增加了模具强度。
5.根据本发明的第一种实施方案,提供一种抗氧化涂层。
6.该抗氧化涂层包括包覆在碳质基体表面的类金刚石层、包覆在类金刚石层表面的氮化硅层、以及包覆在氮化硅层表面的金属氧化物层或复合涂层。其中,氮化硅层同时渗入至类金刚石涂层内和金属氧化物层(或复合涂层)内形成分子级链接。
7.优选的是,所述复合涂层由硅溶胶、铝盐、锆盐、粘结剂、溶剂混合制备得到。优选的是,硅溶胶、铝盐、锆盐、粘结剂、溶剂的重量比为0~80:0~80:0~20:1~10:40~120,优选为20~50:20~50:5~10:2~5:50~100。
8.作为优选,所述硅溶胶为纳米二氧化硅分散液、硅酸乙酯溶液,硅酸钠中的一种或几种。
9.优选的是,所述铝盐为可溶性铝盐,优选为氯化铝、硫酸铝、硝酸铝中的一种或几种。
10.优选的是,所述锆盐为可溶性锆盐,优选为氧化锆,氧氯化锆,四氯化锆,磷酸锆,硝酸锆,硫酸锆一种或几种。
11.优选的是,所述粘结剂为聚乙烯醇类如pva,聚氧乙烯醚类,聚乙二醇类如peg,聚氧乙烯类,羧甲基纤维素类等一种或多种。
12.优选的是,所述溶剂为水或低元醇。
13.优选的是,所述类金刚石层厚度为30-300nm,优选为50-200nm,更优选为80-120nm。
14.优选的是,所述氮化硅层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
15.优选的是,所述金属氧化物层或复合涂层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200n。
16.作为优选,氮化硅层渗入至类金刚石涂层内的厚度为5-100nm,优选为10-50nm。
17.优选的是,氮化硅层渗入至金属氧化物层或复合涂层内的厚度为20-300nm,优选为50-100nm。
18.作为优选,所述金属氧化物层选自氧化铝层、氧化锆层、氧化钛层、氧化镍层中的一种或多种。
19.根据本发明的第二种实施方案,提供一种抗氧化石墨模具。
20.该抗氧化石墨模具包括石墨基体、包覆在石墨基体表面的类金刚石层、包覆在类金刚石层表面的氮化硅层、以及包覆在氮化硅层表面的金属氧化物层或复合涂层。其中,氮化硅层同时渗入至类金刚石涂层内和金属氧化物层(或复合涂层)内形成分子级链接。
21.根据本发明的第三种实施方案,提供一种抗氧石墨模具的制备方法。
22.一种抗氧石墨模具的制备方法,该方法包括如下步骤:
23.1)对石墨模具进行预处理。
24.2)在经过预处理后的石墨模具表面依次溅镀类金刚石层、金属硅层以及金属氧化物层,得到表面具有预镀层的石墨模具。或
25.先将硅溶胶、铝盐、锆盐、粘结剂、溶剂混合搅拌,得到复合涂料;然后在经过预处理后的石墨模具表面依次溅镀类金刚石层、金属硅层并涂敷复合涂料,得到表面具有预镀层或涂层的石墨模具。
26.3)将表面具有预镀层或涂层的石墨模具置于氮气气氛中进行热处理,得到具有抗氧化镀层的抗氧化石墨模具。
27.或者,一种抗氧石墨模具的制备方法,该方法包括如下步骤:
28.1)对石墨模具进行预处理。
29.2)先将硅溶胶、铝盐、锆盐、粘结剂、溶剂混合搅拌,得到复合涂料;然后在经过预处理后的石墨模具表面依次溅镀类金刚石层、金属硅层并涂敷复合涂料,得到表面具有预镀层或涂层的石墨模具。
30.3)将表面具有预镀层或涂层的石墨模具置于氮气气氛中进行热处理,得到具有抗氧化镀层的抗氧化石墨模具。
31.优选的是,所述类金刚石层厚度为30-300nm,优选为50-200nm,更优选为80-120nm。
32.优选的是,所述金属硅层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
33.优选的是,所述金属氧化物层或复合涂层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
34.作为优选,所述金属氧化物层选自氧化铝层、氧化锆层、氧化钛层、氧化镍层中的一种或多种。
35.作为优选,所述硅溶胶为纳米二氧化硅分散液、硅酸乙酯溶液,硅酸钠中的一种或几种。
36.优选的是,所述铝盐为可溶性铝盐,优选为氯化铝、硫酸铝、硝酸铝中的一种或几种。
37.优选的是,所述锆盐为可溶性锆盐,优选为氧化锆,氧氯化锆,四氯化锆,磷酸锆,硝酸锆,硫酸锆一种或几种。
38.优选的是,所述粘结剂为聚乙烯醇类如pva,聚氧乙烯醚类,聚乙二醇类如peg,聚氧乙烯类,羧甲基纤维素类等一种或多种。
39.优选的是,所述溶剂为水或低元醇。
40.优选的是,硅溶胶、铝盐、锆盐、粘结剂、溶剂的混合质量比为0~80:0~80:0~20:1~10:40~120,优选为20~50:20~50:5~10:2~5:50~100。
41.优选的是,所述复合涂层的厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
42.优选的是,所述步骤1)具体为:采用乙醇或蒸馏水浸泡待处理的石墨模具,并超声波清洗0.5~3h(优选为1~1.5h),获得预处理后的石墨模具。
43.优选的是,所述步骤2)具体为:将预处理后的石墨模具放入真空溅镀室,采用石墨靶材溅镀一层类金刚石层,然后再采用硅靶在类金刚石层表面溅镀一层金属硅层,最后再在金属硅层表面溅镀一层金属氧化物,得到表面具有预镀层的石墨模具。
44.或,所述步骤2)具体为:先按比例将硅溶胶、铝盐、锆盐、粘结剂以及溶剂加入混料机中搅拌1~24h(优选为3~15h),混合完成后进行真空除泡,得到复合涂料。然后将预处理后的石墨模具放入真空溅镀室,采用石墨靶材溅镀一层类金刚石层,然后再采用硅靶在类金刚石层表面溅镀一层金属硅层,最后将石墨模具取出,在金属硅层表面涂敷复合涂料,得到表面具有涂层的石墨模具。
45.优选的是,所述步骤3)具体为:将表面具有预镀层或涂层的石墨模具放入高温炉中,然后在1300~1700℃(优选为1400~1600℃)温度下通入氮气热处理1~10h(优选为2~4h),热处理完成后,将热处理后的石墨模具冷却到室温,再对石墨模具表面进行抛光处理,得到具有抗氧化层的抗氧化石墨模具。
46.优选的是,经过氮化热处理后,石墨模具中的金属硅层转变为氮化硅层,并且氮化硅层渗入至类金刚石涂层内的厚度为5-100nm,优选为10-50nm。
47.优选的是,氮化硅层渗入至金属氧化物层或复合涂层内的厚度为20-300nm,优选为50-100nm。
48.在本发明中,采用溅镀生长的方式,在石墨模具表面生成均匀且致密的薄膜,该薄膜通过对石墨表面进行完全分子级别的包覆,能够有效隔绝氧气与石墨接触,并通过后期
的热处理,金属硅生成氮化硅,使石墨模具表面硬化,增加了模具强度,从而达到提高石墨模具使用寿命的要求。相较于现有技术中的浸泡法制得的石墨模具,本发明采用溅镀法不会破坏石墨模具本身的结合力,导致使用过程中模具的提前开裂破损。本发明提供的具有抗氧化功能的石墨模具,较无涂层石墨模具的使用寿命提高了三倍以上。另外,本发明采用三明治结构涂层,在高温之下,各组份具有高强度的同时组份之间具有很高的结合能,且在高温氮气气氛处理过程中,各相之间还会相互扩散,相较于现有技术中的单层涂层,本发明提供的三明治结构涂层紧密贴合在石墨模具表层,改善了涂层与石墨模具表面的结合力,以及各涂层组份之间的配合更为密切。
49.在本发明中,首先在石墨模具表面溅镀一层硬质过渡层,优选为类金刚石层。类金刚石层的碳-碳原子间以sp3和sp2混合的形式结合,兼具金刚石和石墨的优良特性,具有高硬度、高电阻率、高耐温和高耐磨性,能够紧密的附着在石墨模具表面。
50.在本发明中,在硬质过渡层表面溅镀金属硅,在高温和氮气气氛下对溅镀的金属硅层保护热处理,使得金属硅转化为耐冲击性、热稳定性、抗氧化能力良好的氮化硅。同时,金属硅溅镀时会润湿类金刚石层和金属氧化物层(或复合涂层),并在转化为氮化硅的过程中会熔化并渗入类金刚石层和最外金属氧化物层或复合涂层并产生分子级的链接,使得硬质过渡层、氮化硅层以及最外金属氧化物层或复合涂层紧密连接,并通过硬质过渡层附着在石墨模具表面。
51.在本发明中,在金属硅层表面溅镀金属氧化物层,金属氧化物层在石墨模具最外层,改善石墨模具的抗氧化性,并通过氮化硅层与硬质过渡层和石墨模具连接。或者,在金属硅层表面涂敷复合涂层,经过高温氮气气氛处理后的复合涂层生成si-al-zr-cn化合物紧密包裹在氮化硅层表面,能有效隔绝外界环境,且有较好的耐冲击性、热稳定性。相较于金属氧化物层,本复合涂层容易与石墨浸润,膜层与石墨形成化学结合,膜基结合力更高,使用过程中受力不会发生膜层脱落,提高使用寿命。
52.在本发明中,采用溅镀的方法制得三元体系涂层,得到c-sin-金属氧化物(或复合涂层)三元硬质涂层,并在石墨模具表面生成致密的薄膜,该薄膜通过对石墨表面进行完全分子级别的包覆,三层致密的涂层能够有效隔绝氧气与石墨接触,通过后期热处理,使模具表面硬化,增加了模具强度。致密的涂层能够有效隔绝氧气等氧化物质。将上述三种物质依次溅镀于石墨模具表层,使得三元体系涂层在紧密附着在石墨模具表面的同时,最外层金属氧化物层或复合涂层能够有效隔绝氧气等氧化物与石墨接触,而氮化硅层和类金刚石层具有良好的耐冲击性和耐磨性,能够避免石墨掉粉以及被划伤。
53.在本发明中,将金属硅溅镀在类金刚石层表面,并在金属硅层上方溅镀金属氧化物层或复合涂层,溅镀完成后在氮气气氛中进行热处理,使得金属硅层转化为氮化硅层,此时氮化硅层沿类金刚石和金属氧化物化合物(或si-al-zr-cn化合物)的缝隙渗入类金刚石层和金属氧化物层(或复合涂层)中,并与其产生分子级链接,渗入厚度约为20~300nm。相较于直接在类金刚石上溅镀氮化硅层,溅镀金属硅再转化为氮化硅可以使得氮化硅层更多地渗入类金刚石层和金属氧化物层,氮化硅层与类金刚石层和金属氧化物层的结合更为牢固。
54.与现有技术相比,本发明具有以下有益效果:
55.1、本发明提供碳质基体抗氧化涂层具有较好的硬度、抗氧化性能,能够有效隔绝
外界环境,保护石墨模具。
56.2、本发明采用溅镀生长的方式,在石墨模具表面生成均匀且致密的薄膜,该薄膜通过对石墨表面进行完全分子级别的包覆,能够有效隔绝氧气与石墨接触。
57.3、本发明采用三明治结构涂层,经过氮化处理后得到c-sin-金属氧化物层(或复合涂层)三元硬质涂层,氮化硅与类金刚石层和最外金属氧化物氧化物层(或复合涂层)产生分子级的链接,使石墨模具表面硬化,增加了模具强度,从而达到提高石墨模具使用寿命的要求。
58.4、本发明采用的材料易得,工艺简单,对环境友好,具有良好的经济效益。
具体实施方式
59.下面对本发明的技术方案进行举例说明,本发明请求保护的范围包括但不限于以下实施例。
60.根据本发明的第一种实施方案,提供一种抗氧化涂层。
61.该抗氧化涂层包括包覆在碳质基体表面的类金刚石层、包覆在类金刚石层表面的氮化硅层、以及包覆在氮化硅层表面的金属氧化物层或复合涂层。其中,氮化硅层同时渗入至类金刚石涂层内和金属氧化物层(或复合涂层)内形成分子级链接。
62.优选的是,所述复合涂层由硅溶胶、铝盐、锆盐、粘结剂、溶剂混合制备得到。优选的是,硅溶胶、铝盐、锆盐、粘结剂、溶剂的重量比为0~80:0~80:0~20:1~10:40~120,优选为20~50:20~50:5~10:2~5:50~100。
63.作为优选,所述硅溶胶为纳米二氧化硅分散液、硅酸乙酯溶液,硅酸钠中的一种或几种。
64.优选的是,所述铝盐为可溶性铝盐,优选为氯化铝、硫酸铝、硝酸铝中的一种或几种。
65.优选的是,所述锆盐为可溶性锆盐,优选为氧化锆,氧氯化锆,四氯化锆,磷酸锆,硝酸锆,硫酸锆一种或几种。
66.优选的是,所述粘结剂为聚乙烯醇类如pva,聚氧乙烯醚类,聚乙二醇类如peg,聚氧乙烯类,羧甲基纤维素类等一种或多种。
67.优选的是,所述溶剂为水或低元醇。
68.优选的是,所述类金刚石层厚度为30-300nm,优选为50-200nm,更优选为80-120nm。
69.优选的是,所述氮化硅层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
70.优选的是,所述金属氧化物层或复合涂层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200n。
71.作为优选,氮化硅层渗入至类金刚石涂层内的厚度为5-100nm,优选为10-50nm。
72.优选的是,氮化硅层渗入至金属氧化物层或复合涂层内的厚度为20-300nm,优选为50-100nm。
73.作为优选,所述金属氧化物层选自氧化铝层、氧化锆层、氧化钛层、氧化镍层中的一种或多种。
74.根据本发明的第二种实施方案,提供一种抗氧化石墨模具。
75.该抗氧化石墨模具包括石墨基体、包覆在石墨基体表面的类金刚石层、包覆在类金刚石层表面的氮化硅层、以及包覆在氮化硅层表面的金属氧化物层或复合涂层。其中,氮化硅层同时渗入至类金刚石涂层内和金属氧化物层(或复合涂层)内形成分子级链接。
76.根据本发明的第三种实施方案,提供一种抗氧石墨模具的制备方法。
77.一种抗氧石墨模具的制备方法,该方法包括如下步骤:
78.1)对石墨模具进行预处理。
79.2)在经过预处理后的石墨模具表面依次溅镀类金刚石层、金属硅层以及金属氧化物层,得到表面具有预镀层的石墨模具。或
80.先将硅溶胶、铝盐、锆盐、粘结剂、溶剂混合搅拌,得到复合涂料;然后在经过预处理后的石墨模具表面依次溅镀类金刚石层、金属硅层并涂敷复合涂料,得到表面具有预镀层或涂层的石墨模具。
81.3)将表面具有预镀层或涂层的石墨模具置于氮气气氛中进行热处理,得到具有抗氧化镀层的抗氧化石墨模具。
82.优选的是,所述类金刚石层厚度为30-300nm,优选为50-200nm,更优选为80-120nm。
83.优选的是,所述金属硅层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
84.优选的是,所述金属氧化物层或复合涂层厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
85.作为优选,所述金属氧化物层选自氧化铝层、氧化锆层、氧化钛层、氧化镍层中的一种或多种。
86.作为优选,所述硅溶胶为纳米二氧化硅分散液、硅酸乙酯溶液,硅酸钠中的一种或几种。
87.优选的是,所述铝盐为可溶性铝盐,优选为氯化铝、硫酸铝、硝酸铝中的一种或几种。
88.优选的是,所述锆盐为可溶性锆盐,优选为氧化锆,氧氯化锆,四氯化锆,磷酸锆,硝酸锆,硫酸锆一种或几种。
89.优选的是,所述粘结剂为聚乙烯醇类如pva,聚氧乙烯醚类,聚乙二醇类如peg,聚氧乙烯类,羧甲基纤维素类等一种或多种。
90.优选的是,所述溶剂为水或低元醇。
91.优选的是,硅溶胶、铝盐、锆盐、粘结剂、溶剂的混合质量比为0~80:0~80:0~20:1~10:40~120,优选为20~50:20~50:5~10:2~5:50~100。
92.优选的是,所述复合涂层的厚度为500-2000nm,优选为800-1500nm,更优选为1000-1200nm。
93.优选的是,所述步骤1)具体为:采用乙醇或蒸馏水浸泡待处理的石墨模具,并超声波清洗0.5~3h(优选为1~1.5h),获得预处理后的石墨模具。
94.优选的是,所述步骤2)具体为:将预处理后的石墨模具放入真空溅镀室,采用石墨靶材溅镀一层类金刚石层,然后再采用硅靶在类金刚石层表面溅镀一层金属硅层,最后再
在金属硅层表面溅镀一层金属氧化物,得到表面具有预镀层的石墨模具。
95.或,所述步骤2)具体为:先按比例将硅溶胶、铝盐、锆盐、粘结剂以及溶剂加入混料机中搅拌1~24h(优选为3~15h),混合完成后进行真空除泡,得到复合涂料。然后将预处理后的石墨模具放入真空溅镀室,采用石墨靶材溅镀一层类金刚石层,然后再采用硅靶在类金刚石层表面溅镀一层金属硅层,最后将石墨模具取出,在金属硅层表面涂敷复合涂料,得到表面具有涂层的石墨模具。
96.优选的是,所述步骤3)具体为:将表面具有预镀层或涂层的石墨模具放入高温炉中,然后在1300~1700℃(优选为1400~1600℃)温度下通入氮气热处理1~10h(优选为2~4h),热处理完成后,将热处理后的石墨模具冷却到室温,再对石墨模具表面进行抛光处理,得到具有抗氧化层的抗氧化石墨模具。
97.优选的是,经过氮化热处理后,石墨模具中的金属硅层转变为氮化硅层,并且氮化硅层渗入至类金刚石涂层内的厚度为5-100nm,优选为10-50nm。
98.优选的是,氮化硅层渗入至金属氧化物层或复合涂层内的厚度为20-300nm,优选为50-100nm。
99.实施例1
100.1)采用蒸馏水浸泡待处理的石墨模具,并用超声波清洗1h,获得预处理后的石墨模具。
101.2)将预处理后的石墨模具放入真空溅镀室,在石墨模具表面依次溅镀厚度为90nm的类金刚石过渡层、厚度为1100nm的金属硅层、厚度为1100nm的氧化铝层,得到表面具有预镀层的石墨模具。
102.3)将表面具有预镀层的石墨模具放入高温氮气气氛炉中并通入氮气,以1400℃热处理3h,然后冷却至室温,对模具表面进行抛光处理,得到具有抗氧化功能的石墨模具。
103.实施例2
104.重复实施例1,只是类金刚石过渡层的厚度为30nm。
105.实施例3
106.重复实施例2,只是类金刚石过渡层的厚度为50nm。
107.实施例4
108.重复实施例1,只是类金刚石过渡层的厚度为130nm。
109.实施例5
110.重复实施例1,只是类金刚石过渡层的厚度为160nm。
111.实施例6
112.重复实施例1,只是金属硅层的厚度为500nm。
113.实施例7
114.重复实施例1,只是金属硅层的厚度为800nm。
115.实施例8
116.重复实施例1,只是金属硅层的厚度为1500nm。
117.实施例9
118.重复实施例1,只是金属硅层的厚度为2000nm。
119.实施例10
120.重复实施例1,只是氧化铝层的厚度为500nm。
121.实施例11
122.重复实施例1,只是氧化铝层的厚度为800nm。
123.实施例12
124.重复实施例1,只是氧化铝层的厚度为1500nm。
125.实施例13
126.重复实施例1,只是氧化铝层的厚度为2000nm。
127.实施例14
128.重复实施例1,只是在金属硅层外溅镀一层厚度1100nm的氧化锆层。
129.实施例15
130.重复实施例1,只是在金属硅层外溅镀一层厚度1100nm的氧化钛层。
131.实施例16
132.1)采用蒸馏水浸泡待处理的石墨模具,并用超声波清洗1h,获得预处理后的石墨模具。
133.2)将40g硅酸乙酯溶液、40g氯化铝、10g氧化锆、5gpva粘结剂以及80g乙醇加入混料机中搅拌6h,混合完成后进行真空除泡,得到复合涂料。将预处理后的石墨模具放入真空溅镀室,在石墨模具表面依次溅镀厚度为90nm的类金刚石过渡层、厚度为1100nm的金属硅层,将石墨模具取出,在金属硅层表面涂敷1100nm的复合涂料,得到表面具有涂层的石墨模具。
134.3)将表面具有涂层的石墨模具放入高温氮气气氛炉中并通入氮气,以1400℃热处理3h,然后冷却至室温,对模具表面进行抛光处理,得到具有抗氧化功能的石墨模具。
135.实施例17
136.重复实施例16,只是复合涂料的厚度为500nm。
137.实施例18
138.重复实施例16,只是复合涂料的厚度为800nm。
139.实施例19
140.重复实施例16,只是复合涂料的厚度为1500nm。
141.实施例20
142.重复实施例16,只是复合涂料的厚度为2000nm。
143.对比例1
144.无涂层的石墨模具。
145.对比例2
146.将石墨模具浸泡在50nm氧化铝的悬浊液中,制得表面有氧化铝的石墨模具。
147.对比例3
148.重复实施例1,只是所述石墨模具上只镀有类金刚石过渡层,其厚度为90nm。
149.对比例4
150.重复实施例1,只是所述石墨模具上只镀有氧化铝层,其厚度为1100nm。
151.对比例5
152.重复实施例1,只是所述石墨模具上只镀有金属硅层,其厚度为1100nm。
153.对比例6
154.重复实施例1,只是所述石墨模具上只镀有厚度为1100nm的金属硅层和厚度为1100nm的氧化铝层。
155.对比例7
156.重复实施例1,只是所述石墨模具上只镀有厚度为90nm的类金刚石过渡层和厚度为1100nm的氧化铝层。
157.对比例8
158.重复实施例1,只是所述石墨模具上只镀有厚度为90nm的类金刚石过渡层和厚度为1100nm的金属硅层。
159.对比例9
160.重复实施例16,只是所述石墨模具上只涂有复合涂层,其厚度为1100nm。
161.对比例10
162.重复实施例16,只是所述石墨模具上只有厚度为90nm的累金刚石过渡层和厚度为1100nm的复合涂层。
163.对比例11
164.采用蒸馏水浸泡待处理的石墨模具,并用超声波清洗1h。将预处理后的石墨模具放入真空溅镀室,在石墨模具表面依次溅镀厚度为90nm的类金刚石过渡层、厚度为1100nm的金属硅层、厚度为1100nm的氧化铝层,溅镀完成后,对模具表面进行抛光,得到具有抗氧化功能的石墨模具。
165.对比例12
166.采用蒸馏水浸泡待处理的石墨模具,并用超声波清洗1h。将预处理后的石墨模具放入真空溅镀室,在石墨模具表面依次溅镀厚度为90nm的类金刚石过渡层、厚度为1100nm的金属硅层、厚度为1100nm的氧化锆层,溅镀完成后,对模具表面进行抛光,得到具有抗氧化功能的石墨模具。
167.对比例13
168.采用蒸馏水浸泡待处理的石墨模具,并用超声波清洗1h。将预处理后的石墨模具放入真空溅镀室,在石墨模具表面依次溅镀厚度为90nm的类金刚石过渡层、厚度为1100nm的金属硅层、厚度为1100nm的氧化钛层,溅镀完成后,对模具表面进行抛光,得到具有抗氧化功能的石墨模具。
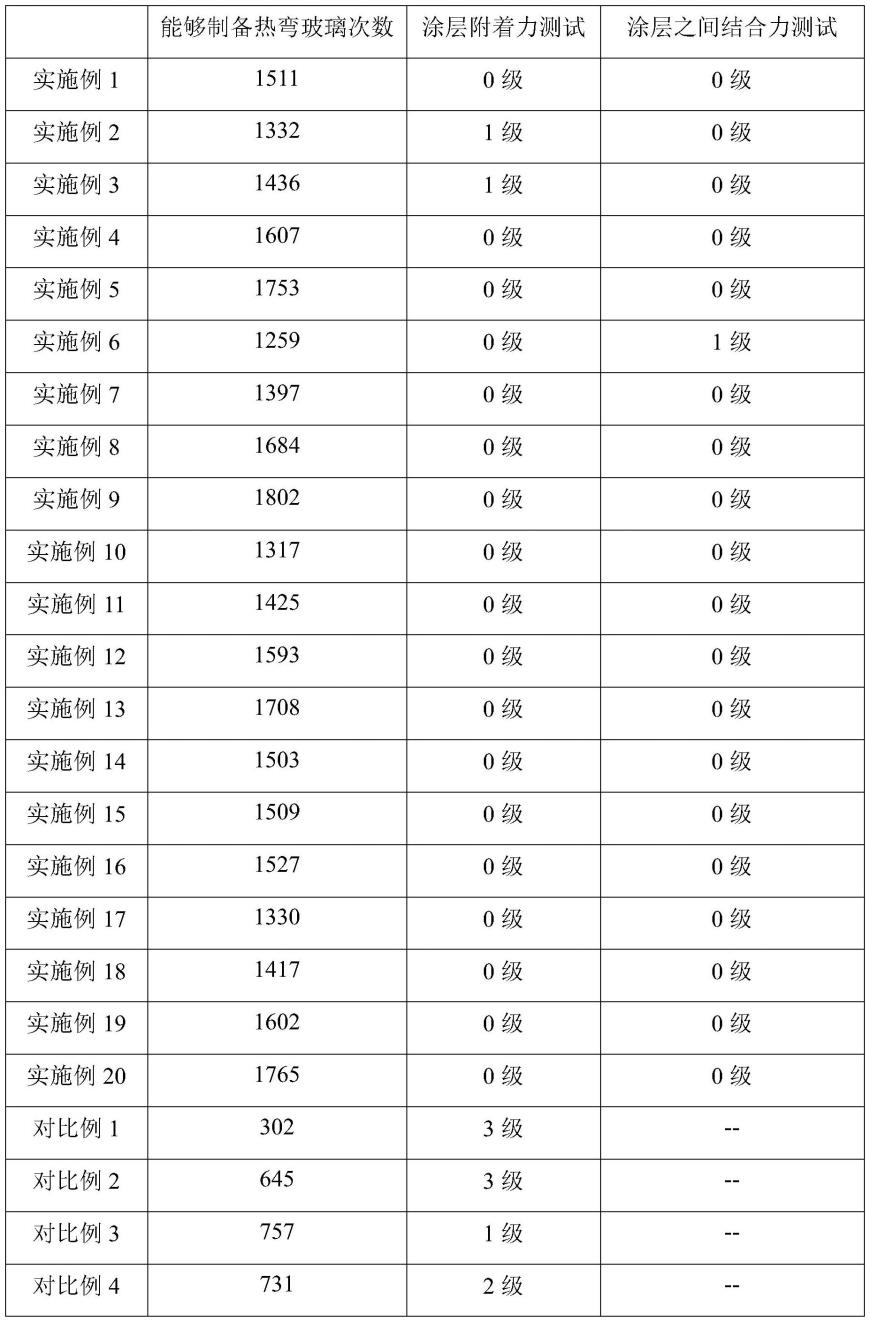
169.对实施例1~20、对比例1~14制得的石墨模具进行性能测试,并采用gb/t9286-88进行附着力测试,结果如表1。对氮化硅层渗入类金刚石层和金属氧化物层的厚度进行测试,结果如表2。
170.表1:
171.[0172][0173]
表2:
[0174]
[0175][0176]
通过上述实验可知,本发明采用溅镀法不会破坏石墨模具本身的结合力,导致使用过程中模具的提前开裂破损。本发明提供的具有抗氧化功能的石墨模具,较无涂层石墨模具的使用寿命提高了三倍以上。另外,本发明采用三明治结构涂层,在高温之下,各组份具有高强度的同时组份之间具有很高的结合能,且在高温氮气气氛处理过程中,氮化硅层扩散进入类金刚石层和金属氧化物层(或复合涂层)中,相较于现有技术中的单层涂层,本发明提供的三明治结构涂层紧密贴合在石墨模具表层,改善了涂层与石墨模具表面的结合力,以及各涂层组份之间的配合更为密切,使石墨模具具有良好的耐磨、抗氧化,提高了石墨模具的使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1