一种医用彩色橡胶滴头及其制备方法与流程
1.本发明涉及一种医用彩色橡胶滴头及其制备方法,属于医用橡胶领域。
背景技术:
2.本发明涉及的橡胶滴头是一款应用于婴幼儿的喂药装置。其中,喂药装置包括橡胶滴头、滴管管身以及量杯三个部分。橡胶滴头用于吸取滴管内空气来使药液进入滴管内部,可将药液直接滴入婴幼儿口中或者滴入量杯中。橡胶滴头除了用于喂药装置,也可用于化学实验,如吸取少量化学试剂进行化学反应操作,或者是医药行业用于药剂的吸取滴用。其具有操作简便、干净安全、质量稳定、检验试验数据准确可靠的优点,普遍应用于各医疗机构及医药研发机构中。
3.但是,现有的橡胶滴头耐老化性能较差,产品质量不稳定,颜色深,掉色严重,有一定的臭味,且含有蛋白质和脂肪酸等非橡胶物质,不能满足直接与药品接触的法规要求。
4.因此,人们一直对橡胶滴头的配方及生产工艺进行改进,但是由于橡胶滴头产品内部结构比较复杂,且滴头高度较高,即加工时模具滴头凹槽深度比较深,为了保证滴头在脱模过程中不易变形或碎裂,对滴头的定伸强力有较高的要求,故而一直制约着橡胶滴头的发展。
技术实现要素:
5.本发明需要解决的技术问题是提供一种医用彩色橡胶滴头及其制备方法,能够增加产品的定伸强力,保证产品在脱模过程中不易变形或碎裂,同时还具有更优异的抗老化性能和化学性能。
6.为解决上述技术问题,本发明所采用的技术方案是:
7.一种医用彩色橡胶滴头,生胶采用聚异戊二烯橡胶。
8.本发明技术方案的进一步改进在于:包括以下重量份的组分:聚异戊二烯橡胶100份、硫化剂1~4份、促进剂0.5~3份、zno 2~10份、硬脂酸1~3份、煅烧陶土15~20份、抗氧剂1076 0.5~1份、硅油1~3份和着色剂。
9.本发明技术方案的进一步改进在于:所述着色剂包括钛白粉3~15份和炭黑0.1~10份或氧化铁1~10份或泰精蓝1~7份。
10.本发明技术方案的进一步改进在于:所述硫化剂为硫磺,促进剂为tra。
11.本发明技术方案的进一步改进在于:包括如下具体步骤:
12.s1、炼胶:各组分准确称量,橡胶切块,加入密炼机内密炼,然后将密炼胶转移至开炼机下料出片,挂架冷却,打卷或平放,胶料停放不少于24小时,发送下工序使用;
13.其中,加料顺序:先加入聚异戊二烯橡胶、着色剂,再加入抗氧剂1076、氧化锌、硬脂酸、煅烧陶土和硅油,最后加入促进剂,硫化剂;
14.s2、成型:四辊压延机压片,8辊冷却机冷却到室温,自动裁断机裁片、切条、称量;
15.s3、硫化:将步骤s2得到的片材放入硫化机中硫化;
16.s4、冲边:硫化后整片自动冲边,机械手自动定位,自动放置并冲切出料;
17.s5、清洗:产品在万级洁净区,用无热源的纯化水清洗,机冷却到室温排料。
18.s6、包装:双层无菌袋包装,外包装用双层瓦楞纸箱包装。
19.本发明技术方案的进一步改进在于:所述步骤s1中密炼条件为:上顶栓压力0.6mpa,密炼温度110
±
5℃,密炼时间10分钟。
20.本发明技术方案的进一步改进在于:所述步骤s1中挂架冷却至60℃以下。
21.本发明技术方案的进一步改进在于:所述步骤s2中四辊压延机温度为70
±
5℃。
22.本发明技术方案的进一步改进在于:所述步骤s3中硫化条件:温度150
±
10℃,压力20
±
3mpa,时间4
±
1分钟。
23.本发明技术方案的进一步改进在于:所述步骤s5中清洗温度80
±
5℃。
24.由于采用了上述技术方案,本发明取得的技术进步是:
25.本发明通过对配方和工艺的创新优化,保证了与药品的相容性及产品稳定性,且抗老化性能和化学性能更优异、颜色多样,满足婴幼儿喂药市场新的快速发展需求;同时,有较高的产品定伸强力,保证产品在脱模过程中不易变形或碎裂。
附图说明
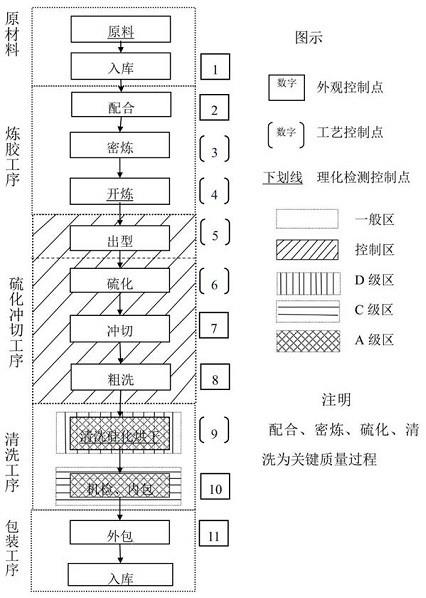
26.图1是本发明工艺流程图。
具体实施方式
27.下面结合实施例对本发明做进一步详细说明:
28.实施例1:灰色橡胶滴头
29.表1灰色橡胶滴头组分表
[0030][0031]
制备工艺如图1所示:
[0032]
s1、炼胶:按表1准确称量各组分,其中,橡胶切块,加入密炼机内密炼,密炼条件:上顶栓压力0.6mpa,密炼最高温度115℃,密炼时间10分钟。加料顺序:先加入聚异戊二烯橡胶、着色剂,再加入抗氧剂1076、氧化锌、硬脂酸、煅烧陶土和硅油,最后加入促进剂,硫化剂;
[0033]
然后将密炼胶转移至开炼机下料出片,挂架冷却至60度以下,打卷或平放,胶料停放不少于24小时,发送下工序使用。
[0034]
s2、成型:四辊压延机压片,温度为70
±
5℃,8辊冷却机冷却到室温,自动裁断机裁片、切条、称量,胶片标准重量公差
±
5克,人工电子称复检称量。
[0035]
s3、硫化:将步骤s2得到的片材放入硫化机中硫化,硫化条件:温度150
±
10℃,压力20
±
3mpa,时间4
±
1分钟。
[0036]
s4、冲边:硫化后整片自动冲边,机械手自动定位,自动放置并冲切出料。
[0037]
s5、清洗:产品在万级洁净区,用无热源的纯化水清洗,清洗温度80
±
5度℃,机冷却到室温排料。
[0038]
s6、包装:双层无菌袋包装,外包装用双层瓦楞纸箱包装。
[0039]
实施例2:红色橡胶滴头
[0040]
表2红色橡胶滴头组分表
[0041][0042]
制备工艺与实施例1相同。
[0043]
实施例3:蓝色橡胶滴头
[0044]
表3蓝色橡胶滴头组分表
[0045][0046]
[0047]
制备工艺与实施例1相同。
[0048]
性能检测:
[0049]
[物理性能]
[0050]
密封性:取本品10只,每只分别插入滴管。手捏住滴头,将滴管垂直插入水中,松开滴头,应能将水吸至滴管容量的四分之三以上。取出滴管,观察30秒。每只不得有超过1滴的水自然滴落。
[0051]
拉伸性能测定:按gb/t528
‑
2009执行。
[0052]
硬度测定:按gb/t531
‑
2008执行。
[0053]
性能检测结果如下表:
[0054]
表4性能检测表
[0055]
技术特征:
1.一种医用彩色橡胶滴头,其特征在于:生胶采用聚异戊二烯橡胶。2.根据权利要求1所述的一种医用彩色橡胶滴头,其特征在于:包括以下重量份的组分:聚异戊二烯橡胶100份、硫化剂1~4份、促进剂0.5~3份、zno 2~10份、硬脂酸1~3份、煅烧陶土15~20份、抗氧剂1076 0.5~1份、硅油1~3份和着色剂。3.根据权利要求2所述的一种医用彩色橡胶滴头,其特征在于:所述着色剂包括钛白粉3~15份和炭黑0.1~10份或氧化铁1~10份或泰精蓝1~7份。4.根据权利要求2所述的一种医用彩色橡胶滴头,其特征在于:所述硫化剂为硫磺,促进剂为tra。5.权利要求1所述的一种医用彩色橡胶滴头的制备方法,其特征在于:包括如下具体步骤:s1、炼胶:各组分准确称量,橡胶切块,加入密炼机内密炼,然后将密炼胶转移至开炼机下料出片,挂架冷却,打卷或平放,胶料停放不少于24小时,发送下工序使用;其中,加料顺序:先加入聚异戊二烯橡胶、着色剂,再加入抗氧剂1076、氧化锌、硬脂酸、煅烧陶土和硅油,最后加入促进剂,硫化剂;s2、成型:四辊压延机压片,8辊冷却机冷却到室温,自动裁断机裁片、切条、称量;s3、硫化:将步骤s2得到的片材放入硫化机中硫化;s4、冲边:硫化后整片自动冲边,机械手自动定位,自动放置并冲切出料;s5、清洗:产品在万级洁净区,用无热源的纯化水清洗,机冷却到室温排料;s6、包装:双层无菌袋包装,外包装用双层瓦楞纸箱包装。6.根据权利要求5所述的一种医用彩色橡胶滴头的制备方法,其特征在于:所述步骤s1中密炼条件为:上顶栓压力0.6mpa,密炼温度110
±
5℃,密炼时间10分钟。7.根据权利要求5所述的一种医用彩色橡胶滴头的制备方法,其特征在于:所述步骤s1中挂架冷却至60℃以下。8.根据权利要求5所述的一种医用彩色橡胶滴头的制备方法,其特征在于:所述步骤s2中四辊压延机温度为70
±
5℃。9.根据权利要求5所述的一种医用彩色橡胶滴头的制备方法,其特征在于:所述步骤s3中硫化条件:温度150
±
10℃,压力20
±
3mpa,时间4
±
1分钟。10.根据权利要求5所述的一种医用彩色橡胶滴头的制备方法,其特征在于:所述步骤s5中清洗温度80
±
5℃。
技术总结
本发明公开了一种医用彩色橡胶滴头及其制备方法,包括以下重量份的组分:聚异戊二烯橡胶100份、硫化剂1~4份、促进剂0.5~3份、ZnO 2~10份、硬脂酸1~3份、煅烧陶土15~20份、抗氧剂1076 0.5~1份、硅油1~3份和着色剂,本发明通过对配方和工艺的创新优化,保证了与药品的相容性及产品稳定性,且抗老化性能和化学性能更优异、颜色多样,满足婴幼儿用药产品市场新的快速发展需求;同时,有较高的产品定伸强力,保证产品在脱模过程中不易变形或碎裂。保证产品在脱模过程中不易变形或碎裂。保证产品在脱模过程中不易变形或碎裂。
技术研发人员:闫礼 卢晨灏 马瑞欣 陈雪姣 杨树林 魏晓翠 王子梦 商杰欣 李岱岳 陈明 曾海霞
受保护的技术使用者:河北省药品医疗器械检验研究院(河北省化妆品检验研究中心)
技术研发日:2021.08.31
技术公布日:2021/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1