一种稀土氧化物改性的高性能NBR复合材料及制备方法与流程
本发明涉及改性橡胶,尤其涉及一种稀土氧化物改性的高性能nbr复合材料及制备方法。
背景技术:
1、nbr(丁腈橡胶)复合材料因其易于制造、成本低以及优异的机械性能而广泛用于飞机、汽车、铁路装备、航空航天装备和国防工业。随着现代工业化的发展及对自然探索的深入,丁腈橡胶在水润滑尾轴承的应用对其性能提出更高的要求,其最大优点就在于对泥沙不敏感,缺点是承载能力小,在高载低速情况下(边界和混合润滑条件)容易产生高磨损、甚至撕裂现象。因此,提高nbr复合材料的机械性能是本领域技术人员急需解决的技术问题。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本发明的目的在于提出一种稀土氧化物改性的高性能nbr复合材料的制备方法,先将丁腈橡胶生胶和补强剂混合后再加入填料,且填料添加顺序在在硫化助剂、防老剂和硫化剂添加之前,利用填料稀土氧化物本身有独特的多孔状的性能,其能够与浸渍液充分接触,提高界面结合强度,良好的界面结合强度能更好的传递应力,提高改性nbr复合材料的承载能力,因此,改性nbr复合材料的力学性能得到显著的提高。
3、为达到上述目的,根据本发明的第一个方面提出了一种稀土氧化物改性的高性能nbr复合材料的制备方法,包括以下步骤:
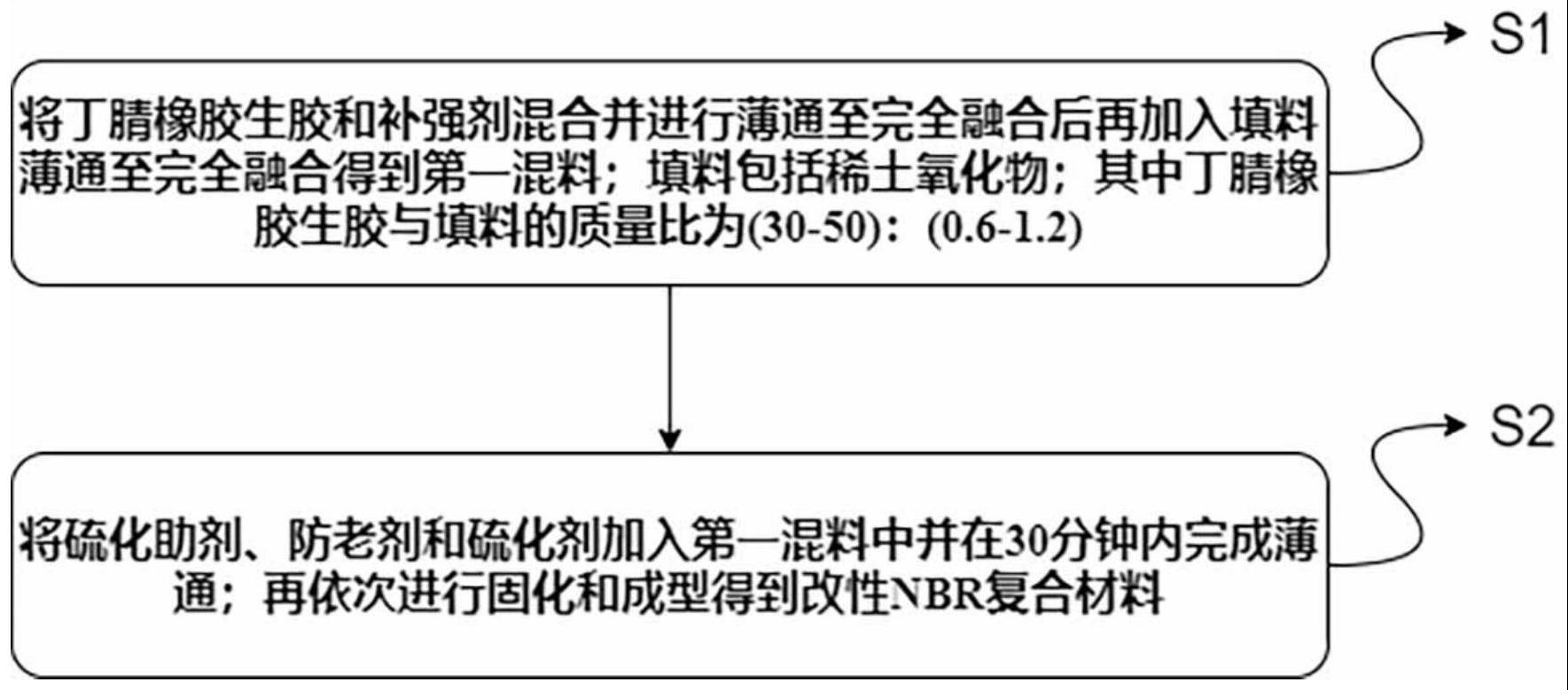
4、将丁腈橡胶生胶和补强剂混合并进行薄通至完全融合后再加入填料薄通至完全融合得到第一混料;所述填料包括稀土氧化物;其中所述丁腈橡胶生胶与所述填料的质量比为(30-50):(0.6-1.2);
5、将硫化助剂、防老剂和硫化剂加入所述第一混料中并在30分钟内完成薄通;再依次进行固化和成型得到改性nbr复合材料。
6、在一些实施例中,所述稀土氧化物选自氧化镝,所述氧化镝的粒径为5-15μm,比表面积为20m2/g。
7、在一些实施例中,所述硫化助剂包括zno、硬脂酸、促进剂tmtd、防焦剂ctp、促进剂mbt和促进剂cz。
8、在一些实施例中,所述硫化剂为硫粉,其中所述丁腈橡胶生胶与所述硫粉的质量比为(30-50):(0.6-1)。
9、在一些实施例中,所述补强剂选自炭黑,其中所述丁腈橡胶生胶与所述炭黑的质量比为(30-50):(9-11)。
10、在一些实施例中,所述丁腈橡胶生胶的型号为2665e或n220s-jsr,所述2665e的丙烯腈含量为29%,门尼粘度为66;所述n220s-jsr的丙烯腈含量41%,门尼粘度为56。
11、在一些实施例中,所述固化的温度为150-170℃,时间为20-40min,压力为8-10mpa。
12、在一些实施例中,将所述硫化助剂、所述防老剂和所述硫化剂加入所述第一混料在进行薄通后和固化前,再次薄通8-10次。
13、根据本发明的第二个方面提出了一种稀土氧化物改性的高性能nbr复合材料,其利用上述任一实施例中的方法制备而成。
14、本发明附加的方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种稀土氧化物改性的高性能nbr复合材料的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述稀土氧化物选自氧化镝,所述氧化镝的粒径为5-15μm,比表面积为20m2/g。
3.根据权利要求1所述的方法,其特征在于,所述硫化助剂包括zno、硬脂酸、促进剂tmtd、防焦剂ctp、促进剂mbt和促进剂cz。
4.根据权利要求1-3任一所述的方法,其特征在于,所述硫化剂为硫粉,其中所述丁腈橡胶生胶与所述硫粉的质量比为(30-50):(0.6-1)。
5.根据权利要求4所述的方法,其特征在于,所述补强剂选自炭黑,其中所述丁腈橡胶生胶与所述炭黑的质量比为(30-50):(9-11)。
6.根据权利要求4所述的方法,其特征在于,所述丁腈橡胶生胶的型号为2665e或n220s-jsr,所述2665e的丙烯腈含量为29%,门尼粘度为66;所述n220s-jsr的丙烯腈含量41%,门尼粘度为56。
7.根据权利要求4所述的方法,其特征在于,所述固化的温度为150-170℃,时间为20-40min,压力为8-10mpa。
8.根据权利要求4所述的方法,其特征在于,将所述硫化助剂、所述防老剂和所述硫化剂加入所述第一混料在进行薄通后和固化前,再次薄通8-10次。
9.一种稀土氧化物改性的高性能nbr复合材料,其特征在于,利用如权利要求1-8中任一项所述的方法制备而成。
技术总结
本发明提出一种稀土氧化物改性的高性能NBR复合材料及制备方法,制备方法包括以下步骤:将丁腈橡胶生胶和补强剂混合并进行薄通至完全融合后再加入填料薄通至完全融合得到第一混料;所述填料包括稀土氧化物;其中所述丁腈橡胶生胶与所述填料的质量比为(30‑50):(0.6‑1.2);将硫化助剂、防老剂和硫化剂加入所述第一混料中并在30分钟内完成薄通;再依次进行固化和成型得到改性NBR复合材料。
技术研发人员:文军,李阳,王廷梅,赵亮,叶剑君,杜清灿,陈守兵,李宋,赵瀚辰,杨成龙
受保护的技术使用者:西安热工研究院有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!