一种耐高温密封胶条的制备工艺的制作方法
本发明涉及胶条制备领域,特别是涉及一种耐高温密封胶条的制备工艺。
背景技术:
1、目前,耐高温密封胶条的生产流工艺与普通胶条的生产工艺基本一致,胶条耐高温的特性通常是由制作胶条的橡胶原料的特性决定,耐高温橡胶原料和非耐高温橡胶原料的耐热特性决定了各自不同的加工成型温度,无法以混料加工的方式制作既耐高温,又具有其余特性的胶条。
2、为此,我们提出了一种耐高温密封胶条的制备工艺解决上述问题。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种耐高温密封胶条的制备工艺,解决了解决上述问题。
2、为解决上述技术问题,本发明提供如下技术方案:一种耐高温密封胶条的制备工艺,包括
3、s1、备料1,准备丁晴橡胶55-85份,氯丁橡胶15-45份,炭黑滑石粉混合填充剂30-60份,增塑剂15-25份,将上述原料充分混合;
4、备料2,准备氟橡胶55-85份,炭黑滑石粉混合填充剂30-60份,增塑剂15-25份,将上述原料充分混合;
5、s2、送料,将备料1,备料2分别通过两组传输结构送入两组挤出机内;
6、s3、挤出,两组挤出机同步作业形成半成品胶条;
7、s4、粘合,两组同时成型的胶条通过导轮引导交汇,并在交汇处进行胶粘粘合;
8、s5、硫化,经粘合后的胶条组合体导入至硫化机内进行硫化处理;
9、s6、冷却干燥,经硫化处理后的组合胶条导入至冷却水槽内冷却,在冷却后再次导出,导出位置处设鼓风机,对残留在组合胶条上的水渍进行风干;
10、s7、收纳绕卷,将风干后的组合胶条导入至收卷机内进行收卷。
11、优选的,所述s1中对备料1和2中各原料采用同规格,近似规格的原料颗粒,同时采用滚筒式混合设备对原料进行混合。
12、优选的,所述硫化机共设三组,每组硫化机的长度为10-20m,三组硫化机之间间隔排布,间距为1-1.5m,胶条组合体在硫化机内的通过速度为0.5m-1.5m/s。
13、优选的,所述冷却水槽为循环供水,低温水体以下进上出的方式在冷却水槽内循环,组合胶条置于冷却水槽内中部位置处。
14、优选的,所述s6后增设s6.1、磨边,经冷却后的组合胶条导入至磨边设备内,对挤出成型过程中产生的毛边进行打磨,使组合胶条两侧边缘处光滑,再通过鼓风机风干打磨后的组合胶条。
15、与现有技术相比,本发明能达到的有益效果是:
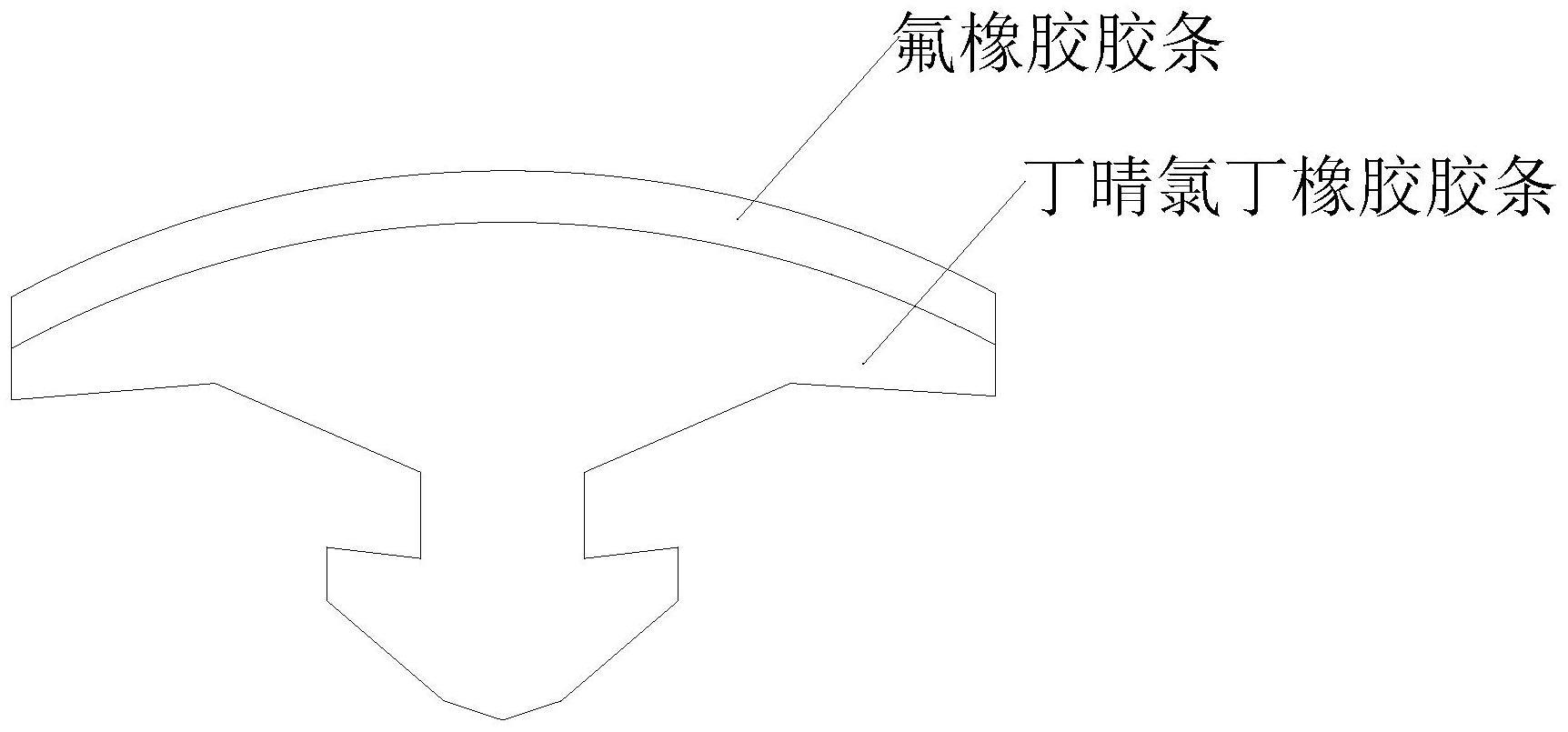
16、1、本发明通过两组胶条同时挤出并粘合的方式生产组合胶条,利用不同胶条得不同特性去适应不同使用环境,构成外部防火防高温,内部连接处防油污,腐蚀的胶条。
技术特征:
1.一种耐高温密封胶条的制备工艺,其特征在于:包括
2.根据权利要求1所述的一种耐高温密封胶条的制备工艺,其特征在于:所述s1中对备料1和2中各原料采用同规格,近似规格的原料颗粒,同时采用滚筒式混合设备对原料进行混合。
3.根据权利要求1所述的一种耐高温密封胶条的制备工艺,其特征在于:所述硫化机共设三组,每组硫化机的长度为10-20m,三组硫化机之间间隔排布,间距为1-1.5m,胶条组合体在硫化机内的通过速度为0.5m-1.5m/s。
4.根据权利要求1所述的一种耐高温密封胶条的制备工艺,其特征在于:所述冷却水槽为循环供水,低温水体以下进上出的方式在冷却水槽内循环,组合胶条置于冷却水槽内中部位置处。
5.根据权利要求1所述的一种耐高温密封胶条的制备工艺,其特征在于:所述s6后增设s6.1、磨边,经冷却后的组合胶条导入至磨边设备内,对挤出成型过程中产生的毛边进行打磨,使组合胶条两侧边缘处光滑,再通过鼓风机风干打磨后的组合胶条。
技术总结
本发明涉及胶条制备领域,特别是涉及一种耐高温密封胶条的制备工艺,包括S1、备料1,备料2;S2、送料;S3、挤出;S4、粘合;S5、硫化;S6、冷却干燥;S7、收纳绕卷,通过同时挤出并粘合的方式生产组合胶条,利用不同胶条得不同特性去适应不同使用环境,构成外部防火防高温,内部连接处防油污,腐蚀的胶条。
技术研发人员:陈跃伟,李勤龙,王展存
受保护的技术使用者:南通佰昂密封科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!