树脂组合物和树脂成型体的制作方法
本发明涉及树脂组合物和使用了该树脂组合物的树脂成型体。
背景技术:
1、以往,在室内外使用的通信设备、监控摄像机或智能仪表等电子设备的壳体、汽车导航仪、智能仪表等多信息显示器、车载摄像机的散热底座、le d散热片、soc或gdc等散热板中,使用了金属板、具有导热性的树脂成型体等。需要说明的是,soc是指“system-on-a-chip,”gdc是指“graphics disp lay controller。”
2、下述专利文献1中记载了一种树脂复合成型体,其包含热塑性树脂和分散于热塑性树脂中且由具有石墨烯结构的碳材料构成的填料。在专利文献1中,全部填料的长度方向的平均方向与填料的长度方向所成的角度和满足该角度的填料的比例的关系位于专利文献1的图1所示的区域a(在将所述比例设为y,将所述角度设为x时,y≥6.67x)内。
3、下述专利文献2中公开了一种树脂多层成型体,其包含热塑性树脂和由具有石墨烯结构的碳材料构成的填料。专利文献2中,所述树脂多层成型体通过在热塑性树脂中分散有填料的多个树脂组合物叠层而成,各个所述填料的长度方向与全部所述填料的长度方向的平均方向所成的角度为±6°以下。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2012-082382号公报
7、专利文献2:日本特开2014-000789号公报
技术实现思路
1、发明所要解决的技术问题
2、近年来,随着cpu的高速化,要求具有比以往更高散热性的树脂成型体。然而,在专利文献1、专利文献2那样的树脂成型体中,特别是在厚度变大的情况下,存在面方向上的散热性仍不充分的问题。
3、本发明的目的在于提供一种能够得到散热性优异的树脂成型体的树脂组合物和使用了该树脂组合物的树脂成型体。
4、解决技术问题的技术手段
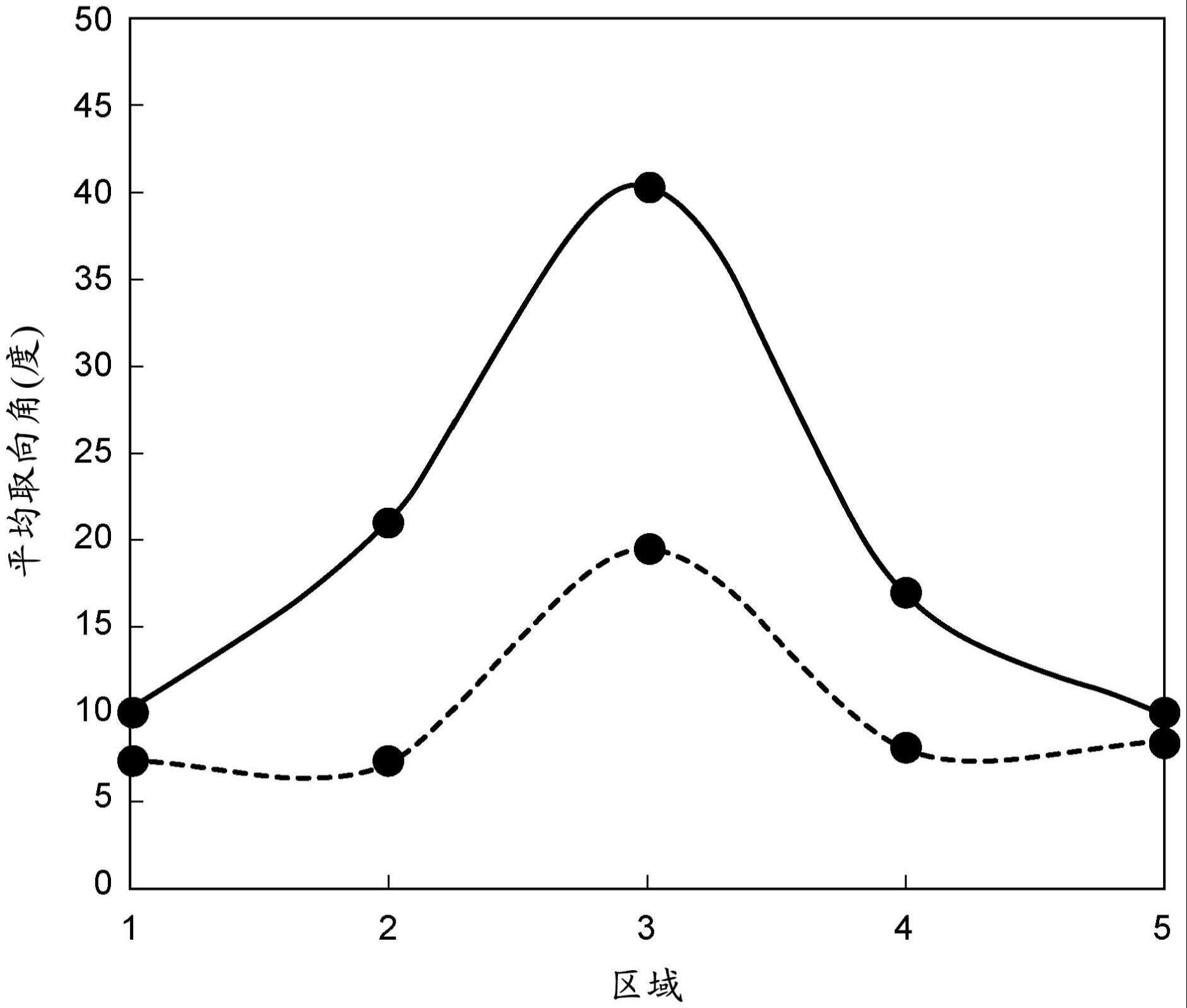
5、本申请的第1发明的树脂组合物包含热塑性树脂、石墨和纤维体,其中,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,在将所述树脂成型体沿着与填充方向平行的方向和厚度方向切断的截面中,在厚度方向上5等分的区域中的至少一个最表层侧的区域中的所述石墨相对于面方向的平均取向角(a)为15°以下,中央侧的区域中的所述石墨相对于面方向的平均取向角(b)为35°以上。
6、本申请的第2发明的树脂组合物包含热塑性树脂、石墨和纤维体,其中,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,在将所述树脂成型体沿着与填充方向正交的方向和厚度方向切断的截面中,在厚度方向上5等分的区域中的至少一个最表层侧的区域中的所述石墨相对于面方向的平均取向角(a)为10°以下,中央侧的区域中的所述石墨相对于面方向的平均取向角(b)为15°以上。
7、本申请的第3发明的树脂组合物包含热塑性树脂、石墨和纤维体,其中,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,在将所述树脂成型体沿着与填充方向平行的方向和厚度方向切断的截面中,在厚度方向上5等分的区域中,中央侧的区域中的所述石墨相对于面方向的平均取向角(b)与至少一个最表层侧的区域中的所述石墨相对于面方向的平均取向角(a)之比(平均取向角(b)/平均取向角(a))为3.5以上。
8、本申请的第4发明的树脂组合物包含热塑性树脂、石墨和纤维体,其中,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,在将所述树脂成型体沿着与填充方向正交的方向和厚度方向切断的截面中,在厚度方向上5等分的区域中,中央侧的区域中的所述石墨相对于面方向的平均取向角(b)与至少一个最表层侧的区域中的所述石墨相对于面方向的平均取向角(a)之比(平均取向角(b)/平均取向角(a))为2以上。
9、本申请的第5发明的树脂组合物包含热塑性树脂、石墨和纤维体,其中,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,将对所述树脂成型体的表层部进行拉曼光谱分析时得到的d带与g带的峰强度比(d/g比)设为m,将对所述树脂成型体沿着厚度方向切断的截面中的截面中央部进行拉曼光谱分析时得到的d带与g带的峰强度比(d/g比)设为n时,比m/n为0.30以上。
10、以下,有时将本申请的第1~第5发明统称为本发明。
11、在本发明的树脂组合物的一个特定方面,所述石墨为板状石墨。
12、在本发明的树脂组合物的另一特定方面,所述纤维体为选自玻璃纤维、碳纤维和树脂纤维中的至少1种。
13、在本发明的树脂组合物的又一特定方面,其还包含炭黑。
14、在本发明的树脂组合物的又一特定方面,所述热塑性树脂包含烯烃类树脂。
15、在本发明的树脂组合物的又一特定方面,在金属模具内从与待得到的树脂成型体的厚度方向正交的方向填充熔融状态的所述树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体时,所述树脂成型体的主面的面内方向的热导率为2w/(m·k)以上。
16、本发明的树脂成型体是根据本发明而构成的树脂组合物的成型体。
17、发明效果
18、根据本发明,可提供一种能够得到散热性优异的树脂成型体的树脂组合物和使用了该树脂组合物的树脂成型体。
技术特征:
1.一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,
2.一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,
3.一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,
4.一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,
5.一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,
6.根据权利要求1~5中任一项所述的树脂组合物,其中,
7.根据权利要求1~6中任一项所述的树脂组合物,其中,
8.根据权利要求1~7中任一项所述的树脂组合物,其还包含炭黑。
9.根据权利要求1~8中任一项所述的树脂组合物,其中,
10.根据权利要求1~9中任一项所述的树脂组合物,其中,
11.一种树脂成型体,其为权利要求1~10中任一项所述的树脂组合物的成型体。
技术总结
本发明提供一种能够得到散热性优异的树脂成型体的树脂组合物。本发明涉及一种树脂组合物,其包含热塑性树脂、石墨和纤维体,其中,从与待得到的树脂成型体(1)的厚度方向正交的方向向金属模具内填充熔融状态的树脂组合物并成型,得到长100mm×宽100mm×厚2mm的树脂成型体(1)时,在将树脂成型体(1)沿着与填充方向平行的方向(X)和厚度方向(Z)切断的截面中,在厚度方向(Z)上5等分的区域(1A)~(1E)中,至少一个最表层侧的区域(1A)、(1E)中的石墨相对于面方向的平均取向角(A)为15°以下,中央侧的区域(1C)中的石墨相对于面方向的平均取向角(B)为35°以上。
技术研发人员:桝田拓哉,末永祐介,松村龙志,樋口勋夫,筱原贵道
受保护的技术使用者:积水技术成型株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!