一种球阀用密封圈及其制备工艺的制作方法
本发明涉及密封圈制备,更具体地说,本发明涉及一种球阀用密封圈及其制备工艺。
背景技术:
1、密封圈在长时间使用过程中易被磨损,甚至可能由于受压严重出现撕裂情况,且球阀当中通过的物料温度无法确定,密封圈若是存在耐候性不佳的情况,可能导致其出现快速变形甚至损坏的情况,因此研究一种耐候性、强度高和耐磨损的密封圈具有重要意义。
技术实现思路
1、为了克服上述缺陷,本发明提供了一种球阀用密封圈及其制备工艺,本发明所要解决的技术问题是:现有密封圈、耐磨、耐候效果不佳,且易被撕裂损坏的问题。
2、为实现上述目的,本发明提供如下技术方案:一种球阀用密封圈,其原料成分按重量份计,包括氢化丁腈橡胶90份、天然橡胶20份、防老剂2份,阻燃剂7份、白炭黑42份、硫化助剂4份、硅烷偶联剂5份、芳纶短切纤维12份、增塑剂1份;
3、其中硫化助剂为硫化剂或过氧化二异丙苯、硫磺和促进剂ns混合物。
4、硫化助剂采用过氧化二异丙苯、硫磺和促进剂ns混合物,过氧化二异丙苯、硫磺、促进剂ns的比例为:(5:0.5:1)。
5、一种球阀用密封圈的制备工艺,包括以下步骤:
6、s1、按照重量份准备上述原料;
7、s2、将氢化丁腈橡胶和天然橡胶加入密炼机,进行密炼;
8、s3、向密炼机内加入加入半份白炭黑和硅烷偶联剂,进行原位改性,密炼3min后加入增塑剂、防老化剂和阻燃剂,混炼均匀;
9、s4、将半份白炭黑与芳纶短切纤维混合密炼,密炼过程采用一段密炼,密炼均匀;
10、s5、将密炼后的半份白炭黑与芳纶短切纤维混合物加入密炼机;
11、s6、将硫化助剂加入到密炼机内,混炼2min,排胶;
12、s7、将混合后得到的混合胶注入模具,成型后冷却到室温,脱模得到产品;
13、s8,对脱模后得到的产品进行磨削边角,得到成品密封圈。
14、作为本发明的进一步方案:所述密炼机在氢化丁腈橡胶和天然橡胶加入之前密炼室的初始温度为60℃,转子转速为35r/min,开冷却循环水。
15、作为本发明的进一步方案:所述s2中密炼过程时间控制在20min,密炼温度控制在123℃,所述s3中原位改性过程控制温度控制在170℃。
16、作为本发明的进一步方案:所述s4中采用的密炼机总容量为300ml,填充系数为0.8。
17、作为本发明的进一步方案:所述s7中模具温度控制在230℃,压力控制在25pa,成型时间控制在20min。
18、本发明的有益效果在于:
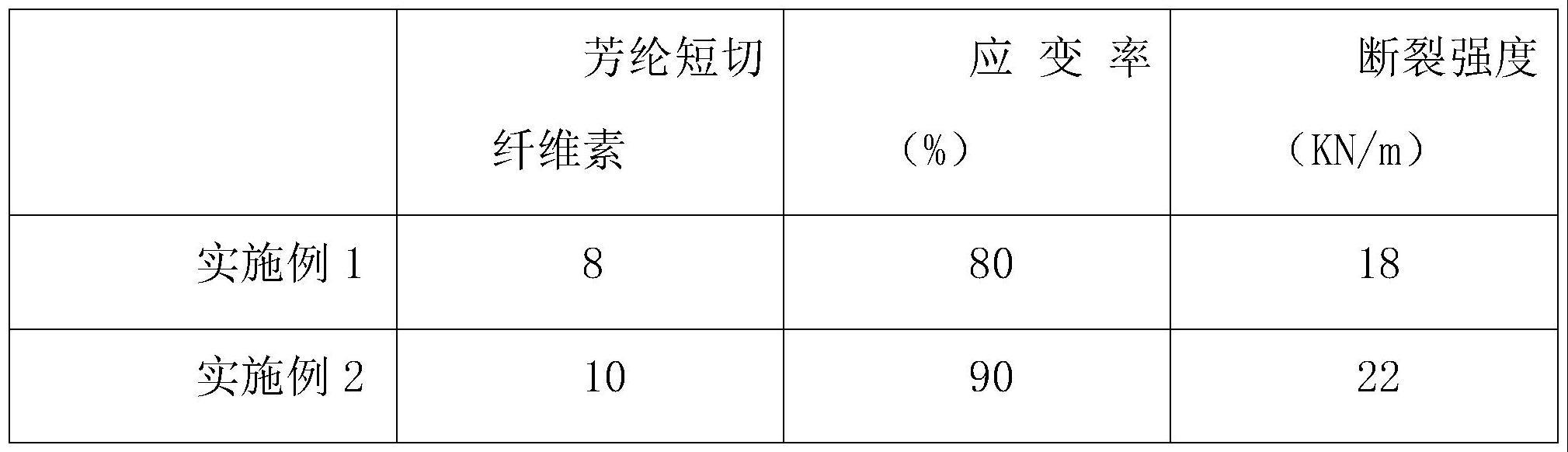
19、1、本发明通过采用氢化丁腈橡胶,氢化丁腈橡胶具有较好的耐候性,耐油性能和优异的耐臭氧和耐磨性能,芳纶短切纤维与白炭黑之间混炼,改善白炭黑作为填料时的强度和抗拉伸强度低的情况,明显改善的拉伸强度和抗撕裂强度,明显改善制备得到的密封圈性能,采用的芳纶短切纤维在高温和高压情况下较为稳定,增加制品在高温高压条件下的长期正常使用;
20、2、本发明通过采用硅烷偶联剂原位改性白炭黑的方式,增加白炭黑在氢化丁腈橡胶中的分散效果,且增强白炭黑与橡胶大分子间的截面作用,将白炭黑表面亲水性转化为疏水性,提高白炭黑与橡胶机体之间的相容性,原位改性后白炭黑分散均匀,且白炭黑与橡胶大分子间的相互作用由物理吸附转化为化学键接,增加白炭黑与橡胶基体整体的结合程度,稳定性和使用性能明显改善;
21、3、本发明采用过氧化二异丙苯、硫磺、促进剂ns混合实现硫化过程,采用的过氧化二异丙苯对橡胶进行硫化过程中产生的自由基数量较多,橡胶分子间充分交联,交联密度增加,整体的硬度和定拉伸应力增加,未完全反应的过氧化物在热环境中继续使橡胶分子间交联,保持一定的恢复性能,且耐高温氧化性能明显改善。
技术特征:
1.一种球阀用密封圈,其特征在于,其原料成分按重量份计,包括氢化丁腈橡胶85-110份、天然橡胶15-25份、防老剂1-3份,阻燃剂6-8份、白炭黑30-58份、硫化助剂5-9份、硅烷偶联剂3-6份、芳纶短切纤维8-14份、增塑剂1-2份;
2.根据权利要求1所述的一种球阀用密封圈,其特征在于:所述硫化助剂采用过氧化二异丙苯、硫磺和促进剂ns混合物,所述过氧化二异丙苯、硫磺、促进剂ns的比例为:(3-6:0.5:1)。
3.根据权利要求1所述的一种球阀用密封圈的制备工艺,其特征在于,包括以下步骤:
4.根据权利要求3所述的一种球阀用密封圈的制备工艺,其特征在于:所述密炼机在氢化丁腈橡胶和天然橡胶加入之前密炼室的初始温度为60℃,转子转速为35r/min,开冷却循环水。
5.根据权利要求3所述的一种球阀用密封圈的制备工艺,其特征在于:所述s2中密炼过程时间控制在20min,密炼温度控制在120-125℃,所述s3中原位改性过程控制温度控制在160-185℃。
6.根据权利要求3所述的一种球阀用密封圈的制备工艺,其特征在于:所述s4中采用的密炼机总容量为300ml,填充系数为0.8。
7.根据权利要求3所述的一种球阀用密封圈的制备工艺,其特征在于:所述s7中模具温度控制在200-260℃,压力控制在15-35pa,成型时间控制在20min。
技术总结
本发明公开了一种球阀用密封圈及其制备工艺,具体涉及密封圈制备技术领域,本发明采用氢化丁腈橡胶,氢化丁腈橡胶具有较好的耐候性,耐油性能和优异的耐臭氧和耐磨性能,芳纶短切纤维与白炭黑之间混炼,改善白炭黑作为填料时的强度和抗拉伸强度低的情况,明显改善的拉伸强度和抗撕裂强度,明显改善制备得到的密封圈性能,增加白炭黑在氢化丁腈橡胶中的分散效果,且增强白炭黑与橡胶大分子间的截面作用,将白炭黑表面亲水性转化为疏水性,提高白炭黑与橡胶机体之间的相容性,原位改性后白炭黑分散均匀,且白炭黑与橡胶大分子间的相互作用由物理吸附转化为化学键接,增加白炭黑与橡胶基体整体的结合程度,稳定性和使用性能明显改善。
技术研发人员:王伟,冯仁亮,冯小蕾
受保护的技术使用者:麻城圣丰塑料制品有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!