一种3D打印木塑复合材料及制造方法与流程
本发明涉及3d打印材料,尤其涉及一种3d打印木塑复合材料及制造方法。
背景技术:
1、3d打印材料是3d打印技术发展的重要物质基础,在某种程度上,材料的发展决定着3d打印能否有更广泛的应用;目前,3d打印材料主要包括工程塑料、光敏树脂、橡胶类材料、金属材料和陶瓷材料等;部分3d打印材料,受其原材的影响,导致成品材料有着较为刺鼻的气味,影响最终产品的品质。
2、经检索,中国专利申请号为cn201410198921.3的专利,公开了一种3d打印木塑复合材料及其制备方法,该3d打印材料是由天然植物纤维、聚烯烃塑料、矿物填料和加工助剂组成,其重量份组成如下:植物纤维为100~150份,聚烯烃塑料125~175份,矿物填料20~30份,偶联剂1~5份,分散剂10~15份,润滑剂5~10份,增韧剂15~20份。上述专利中的复合材料存在以下不足:不能够改善成品材料的气味,因此,还有待改进。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种3d打印木塑复合材料及制造方法。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种3d打印木塑复合材料,成分按照重量份计,包括:植物纤维50~100份、聚乙烯20~30份、聚丙烯40~55份、丙烯酸树脂5~15份、环氧树脂5~15份、植物提取物1~3份、辅助剂18~36份;
4、其中,所述辅助剂包括:增韧剂10~15份、分散剂5~10份、润滑剂2~8份、硅烷偶联剂1~3份;
5、其中,所述植物提取物为茶树提取物。
6、优选的:其成分按照重量份计,包括:植物纤维70份、聚乙烯25份、聚丙烯50份、丙烯酸树脂10份、环氧树脂10份、植物提取物2份、辅助剂25份;
7、其中,所述辅助剂包括:增韧剂12份、分散剂6份、润滑剂5份、硅烷偶联剂2份。
8、一种3d打印木塑复合材料的制造方法,包括如下步骤:
9、s1:按重量份取各原料备用;
10、s2:将植物纤维粉碎处理,得到植物纤维粉;
11、s3:将植物纤维粉与除植物提取物和辅助剂的其他物料置于混合设备中混合处理;
12、s4:加入植物提取物和辅助剂,进行二次混合处理;
13、s5:将二次混合后的物料通过造粒机造粒;
14、s6:将粒料加入到挤出机中,挤出拉丝;
15、s7:通过循环水冷却,风干,即得。
16、进一步优选的:所述s3步骤中,混合速度为120~240r/min,混合时间为5~10min,混合温度为60~70℃;所述s4步骤中,混合速度为180~360r/min,混合时间为4~12min,混合温度为65~75℃。
17、作为本发明一种优选的:所述s6步骤中,挤出机温度设定为:一区温度140~160℃,二区温度160~180℃,三区温度180~200℃,四区温度200~210℃,机头温度190~200℃。
18、作为本发明进一步优选的:所述植物提取物的制备方法包括如下步骤:
19、s11:将茶树物料置于粉碎机中粉碎处理;
20、s12:粉碎后进行榨取,得到茶树油;
21、s13:以乙醇水溶液作为溶剂,进行加热搅拌提取,提取完毕后,过滤,获得提取液;
22、s14:再加入乙醇溶液进行微波提取;
23、s15:冷却处理,进行油水分离;
24、s16:过滤后浓缩即得。
25、作为本发明再进一步的方案:所述s13步骤中,加热温度控制在60~80℃,搅拌速度控制在60~180r/min。
26、在前述方案的基础上:所述s3步骤中,混合速度为180r/min,混合时间为8min,混合温度为65℃;所述s4步骤中,混合速度为240r/min,混合时间为8min,混合温度为70℃。
27、在前述方案的基础上优选的:所述s13步骤中,加热温度控制在70℃,搅拌速度控制在120r/min。
28、本发明的有益效果为:
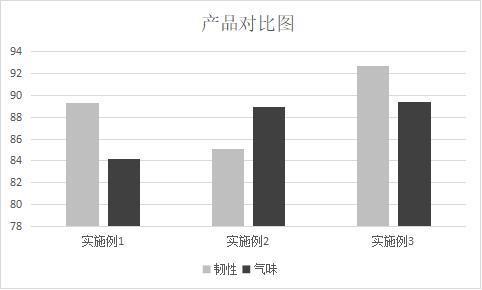
29、1.本发明通过添加植物提取物,能够一定程度的改善成品材料的气味,且采用木塑复合的方式,制得的材料具有良好的强度和韧性,保障了材料的品质。
技术特征:
1.一种3d打印木塑复合材料,其特征在于,成分按照重量份计,包括:植物纤维50~100份、聚乙烯20~30份、聚丙烯40~55份、丙烯酸树脂5~15份、环氧树脂5~15份、植物提取物1~3份、辅助剂18~36份;
2.根据权利要求1所述的一种3d打印木塑复合材料,其特征在于,其成分按照重量份计,包括:植物纤维70份、聚乙烯25份、聚丙烯50份、丙烯酸树脂10份、环氧树脂10份、植物提取物2份、辅助剂25份;
3.一种根据权利要求1或2所述的3d打印木塑复合材料的制造方法,其特征在于,包括如下步骤:
4.根据权利要求3所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述s3步骤中,混合速度为120~240r/min,混合时间为5~10min,混合温度为60~70℃;所述s4步骤中,混合速度为180~360r/min,混合时间为4~12min,混合温度为65~75℃。
5.根据权利要求3所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述s6步骤中,挤出机温度设定为:一区温度140~160℃,二区温度160~180℃,三区温度180~200℃,四区温度200~210℃,机头温度190~200℃。
6.根据权利要求3所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述植物提取物的制备方法包括如下步骤:
7.根据权利要求6所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述s13步骤中,加热温度控制在60~80℃,搅拌速度控制在60~180r/min。
8.根据权利要求3所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述s3步骤中,混合速度为180r/min,混合时间为8min,混合温度为65℃;所述s4步骤中,混合速度为240r/min,混合时间为8min,混合温度为70℃。
9.根据权利要求6所述的一种3d打印木塑复合材料的制造方法,其特征在于,所述s13步骤中,加热温度控制在70℃,搅拌速度控制在120r/min。
技术总结
本发明公开了一种3D打印木塑复合材料及制造方法,涉及3D打印材料技术领域;成分按照重量份计,包括:植物纤维50~100份、聚乙烯20~30份、聚丙烯40~55份、丙烯酸树脂5~15份、环氧树脂5~15份、植物提取物1~3份、辅助剂18~36份;其中,所述辅助剂包括:增韧剂10~15份、分散剂5~10份;该方法包括如下步骤:按重量份取各原料备用;将植物纤维粉碎处理,得到植物纤维粉;将植物纤维粉与除植物提取物和辅助剂的其他物料置于混合设备中混合处理。本发明通过添加植物提取物,能够一定程度的改善成品材料的气味,且采用木塑复合的方式,制得的材料具有良好的强度和韧性,保障了材料的品质。
技术研发人员:李泽云,张伟华,李杰
受保护的技术使用者:湖南宏森新材料科技有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!