一种玻纤增强聚酰胺复合材料及其制备方法
本申请实施例涉及复合材料领域,特别是一种玻纤增强聚酰胺复合材料及其制备方法。
背景技术:
1、玻璃纤维具有较高的强度、高刚度、耐腐蚀性、恶劣环境的适用性,并且具有低成本和广泛应用的优点。而聚酰胺中由于柔性的长链亚甲基结构的存在,使聚酰胺具有一定的韧性、良好的加工性。玻纤增强聚酰胺复合材料有优异的的力学性能、热稳定性、小密度、低生产成本。
2、目前,玻纤增强聚酰胺复合材料主要是通过等速双螺杆挤出机来制备。将聚酰胺树脂通过等速双螺杆挤出机的主喂料进入,玻纤由侧喂料进入经过熔融塑化后的玻纤增强聚酰胺复合材料将被挤出机机头挤出,并通过模具或挤出头形成所需的形状。等速双螺杆只有在啮合区提供扰动作用来提升材料的混合质量,在远离啮合区缺乏混沌混合触发机制,而且这类螺杆的左右结构对称,拉伸力场的作用很小,会导致玻纤在聚酰胺基体中分散混合效果不理想。为了提升玻纤增强聚酰胺复合材料的性能,工程实践中会采用增大螺杆转速来提高玻纤在聚酰胺基体中的分散混合,这将会导致螺杆的剪切力过大,强剪切使得玻纤断裂严重,还会导致玻纤的保留长度不理想,材料的力学性能提升受到限制,带来功耗增加,物料降解等负面影响。
技术实现思路
1、以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
2、本申请的目的在于至少一定程度上解决相关技术中存在的技术问题之一,本申请实施例提供了一种玻纤增强聚酰胺复合材料及其制备方法,能提高物料的熔融塑化和混合混炼效率。
3、本申请的第一方面的实施例,一种玻纤增强聚酰胺复合材料的制备方法,包括:
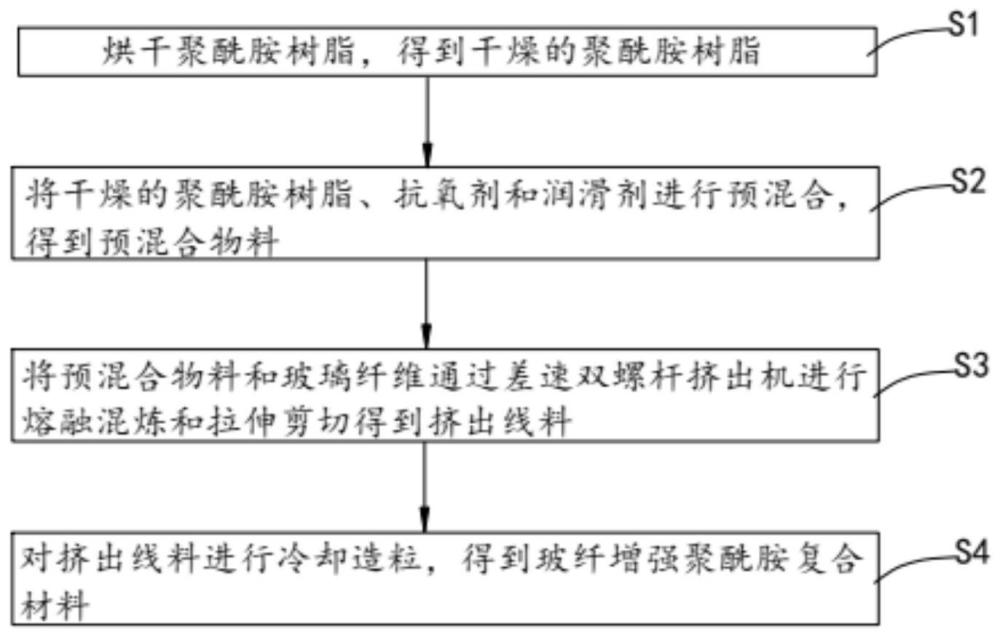
4、烘干聚酰胺树脂,得到干燥的聚酰胺树脂;
5、将干燥的聚酰胺树脂、抗氧剂和润滑剂进行预混合,得到预混合物料;
6、将所述预混合物料和玻璃纤维通过差速双螺杆挤出机进行熔融混炼和拉伸剪切得到挤出线料;
7、对所述挤出线料进行冷却造粒,得到玻纤增强聚酰胺复合材料;
8、其中,所述差速双螺杆挤出机设有第一螺杆、第二螺杆;所述第一螺杆设有第一啮合块,所述第二螺杆设有第二啮合块,所述第一啮合块的错列角为90度至180度,所述第二啮合块的错列角为45度至90度,所述第一啮合块与第一螺杆的长度之比为30%至35%,所述第二啮合块与第二螺杆的长度之比为30%至35%。。
9、根据本申请的第一方面的某些实施例,所述聚酰胺树脂、所述玻璃纤维、所述抗氧剂、所述润滑剂的质量百分数如下:所述聚酰胺树脂的的质量百分数为59.3wt%-89.3wt%;所述玻璃纤维的质量百分数为10wt%-40wt%;所述抗氧剂的质量百分数为0.2wt%-0.5wt%;所述润滑剂的质量百分数为0.5wt%-1wt%。
10、根据本申请的第一方面的某些实施例,所述聚酰胺树脂为pa6、pa12、pa66和pa610中的一种或几种。
11、根据本申请的第一方面的某些实施例,所述烘干聚酰胺树脂的干燥温度为90℃,干燥时间为6小时至8小时。
12、根据本申请的第一方面的某些实施例,抗氧剂为抗氧剂168、抗氧剂1010、抗氧剂1076、抗氧剂1098和抗氧剂ka011中的一种或几种。
13、根据本申请的第一方面的某些实施例,所述玻璃纤维为短切玻璃纤维,长度为4mm,直径为10μm。
14、根据本申请的第一方面的某些实施例,所述润滑剂为脂肪酸酰胺、硬脂酸钡和防玻纤外露剂中的一种或几种。
15、根据本申请的第一方面的某些实施例,所述预混合物料通过差速双螺杆挤出机的主喂料口加入,和玻璃纤维通过差速双螺杆挤出机的副喂料口加入,所述主喂料口的喂料频率为5hz,所述副喂料口的喂料频率为0.7hz至4hz。
16、根据本申请的第一方面的某些实施例,所述第一螺杆与所述第二螺杆的转速比为2:1,所述第二螺杆的转速为175rpm至350rpm。
17、本发明的第二方面的实施例,一种玻纤增强聚酰胺复合材料,按照如上所述的制备方法制备得到。
18、上述方案至少具有以下的有益效果:利用差速双螺杆的非对称结构引入混沌场与拉伸力场,使得混合混炼效率大幅提升,同时使得热机械历程更短,避免了聚酰胺基体的降解;有效保留玻纤长度,能够使玻纤在聚酰胺基体内更有效的起到增强增韧的效果,改善材料的力学性能。
技术特征:
1.一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,包括:
2.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述聚酰胺树脂、所述玻璃纤维、所述抗氧剂、所述润滑剂的质量百分数如下:所述聚酰胺树脂的的质量百分数为59.3wt%-89.3wt%;所述玻璃纤维的质量百分数为10wt%-40wt%;所述抗氧剂的质量百分数为0.2wt%-0.5wt%;所述润滑剂的质量百分数为0.5wt%-1wt%。
3.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述聚酰胺树脂为pa6、pa12、pa66和pa610中的一种或几种。
4.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述烘干聚酰胺树脂的干燥温度为90℃,干燥时间为6小时至8小时。
5.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,抗氧剂为抗氧剂168、抗氧剂1010、抗氧剂1076、抗氧剂1098和抗氧剂ka011中的一种或几种。
6.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述玻璃纤维为短切玻璃纤维,长度为4mm,直径为10μm。
7.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述润滑剂为脂肪酸酰胺、硬脂酸钡和防玻纤外露剂中的一种或几种。
8.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述预混合物料通过差速双螺杆挤出机的主喂料口加入,和玻璃纤维通过差速双螺杆挤出机的副喂料口加入,所述主喂料口的喂料频率为5hz,所述副喂料口的喂料频率为0.7hz至4hz。
9.根据权利要求1所述的一种玻纤增强聚酰胺复合材料的制备方法,其特征在于,所述第一螺杆与所述第二螺杆的转速比为2:1,所述第二螺杆的转速为175rpm至350rpm。
10.一种玻纤增强聚酰胺复合材料,其特征在于,按照如权利要求1至9任一项所述的制备方法制备得到。
技术总结
本申请实施例提供了一种玻纤增强聚酰胺复合材料及其制备方法,其中方法包括烘干聚酰胺树脂;将干燥的聚酰胺树脂、抗氧剂和润滑剂进行预混合;将预混合物料和玻璃纤维通过差速双螺杆挤出机进行熔融混炼和拉伸剪切得到挤出线料;对挤出线料进行冷却造粒,得到玻纤增强聚酰胺复合材料;利用差速双螺杆的非对称结构引入混沌场与拉伸力场,使得混合混炼效率大幅提升,同时使得热机械历程更短,避免了聚酰胺基体的降解;有效保留玻纤长度,能够使玻纤在聚酰胺基体内更有效的起到增强增韧的效果,改善材料的力学性能。
技术研发人员:谈灵操,郭文帅,徐百平,陈玉宇,朱金萍,刘阳森,徐庆,喻慧文,张春华,曾思煌,刘海
受保护的技术使用者:五邑大学
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!