一种耐冷热交变的长玻璃纤维增强聚丙烯材料及制备方法与流程
本发明属于高分子材料改性,具体涉及一种耐冷热交变的长玻璃纤维增强聚丙烯材料及制备方法。
背景技术:
1、长玻璃纤维增强聚丙烯材料是20世纪90年代逐渐发展起来的一种新型纤维增强树脂基复合材料,具有高强度、高刚性、高尺寸稳定性、耐高温、低吸水率、低翘曲度、使用寿命长、高低温抗耐蠕变性能优良、可回收再利用等显著特点。
2、随着新能源汽车的发展,对材料的使用要求也越来越高,长玻璃纤维增强聚丙烯在以往的汽车零部件使用中,主要关注内部结构件的应用,主要是黑色产品,很少应用于皮纹零件。现在汽车中应用于皮纹零件的玻璃纤维增强材料越来越多,还需符合汽车内饰的整体配色效果,这就对该材料的应用提出了更高的要求。
3、公开号为cn115260655b的中国发明专利公开了一种聚丙烯复合材料及其制备方法和应用。该材料中添加耐候剂可以改善材料的户外使用性能,防止材料变色和减缓材料机械性能的衰减。公开号为cn118530528a的中国发明专利公开了一种聚丙烯效果母粒及其制备方法和应用,该聚丙烯效果母粒与聚丙烯树脂按比例混合后注塑成型,能够一次注塑成型得到具有良好流纹效果的聚丙烯制品,提高聚丙烯制品的外观效果。以上两个专利从不同方向对聚丙烯材料颜色的稳定性进行改造,但是改造的效果并不能实现聚丙烯材料在汽车行业中配色效果的要求。
技术实现思路
1、为了解决上述问题,本发明旨在提供一种耐冷热交变的长玻璃纤维增强聚丙烯材料及制备方法。
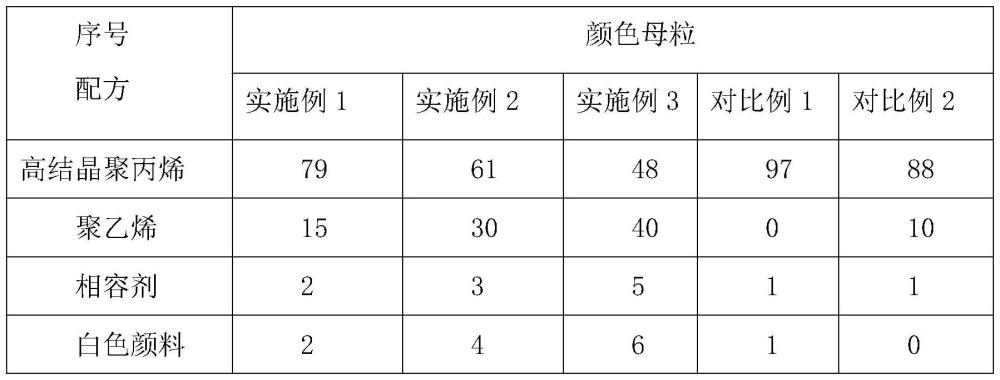
2、为了实现上述目的,本发明采用以下技术方案:一种耐冷热交变的长玻璃纤维增强聚丙烯材料,包括以下重量份的原料,长玻璃纤维增强聚丙烯母粒:40-80份、颜色母粒:20-60份,其中颜色母粒包括包括以下重量份的原料:
3、高结晶聚丙烯48-80份;
4、聚乙烯15-40份;
5、相容剂2-5份;
6、白色颜料2-6份;
7、抗氧剂0.2-0.5份;
8、润滑剂0.4-1份;
9、光稳定剂0.5-1份;
10、浅色材料颜料:0.2-1份;
11、所述的聚乙烯为在温度为190℃,载荷为2.16kg的条件下的熔体流动速率为15-20g/10min,所述白色颜料为硫化锌。
12、进一步的,所述长玻璃纤维增强聚丙烯母粒包括以下重量份的原料,高结晶聚丙烯35-45份、超高熔指聚丙烯3-5份、玻璃纤维50份、相容剂5-10份、抗氧剂0.2-0.5份、防玻纤外露剂0.3-0.6份、润滑剂0.2-0.6份。
13、进一步的,所述的浅色材料颜料选自炭黑、锌铁黄、氧化铁红、群青蓝、酞青绿中的一种或多种的组合;所述聚乙烯包括高密度聚乙烯。
14、进一步的,所述超高熔指聚丙烯树脂在温度为220℃、载荷为2.16kg条件下的熔体流动速率为1800g/10min;所述玻璃纤维为长玻璃纤维专用玻纤,单丝直径为17μm。
15、进一步的,所述的高结晶聚丙烯在温度为220℃、载荷为2.16kg条件下的熔体流动速率为100g/10min。
16、进一步的,所述的相容剂为聚丙烯接枝马来酸酐和聚乙烯接枝马来酸酐的1:1混合物;
17、所述的抗氧剂为对称多元全受阻酚抗氧剂ao-60和亚磷酸三(2,4-二叔丁基苯基)酯抗氧剂168的混合,且ao-60和168的质量比=1:1;
18、所述润滑剂为季戊四醇硬脂酸酯(pets)和聚乙烯蜡的混合,质量比为1:1。
19、一种耐冷热交变的长玻璃纤维增强聚丙烯材料的制备方法,包括以下步骤,
20、步骤1:制备长玻璃纤维增强聚丙烯母粒,按照重量份数称取并加入高速搅拌机中搅拌6-10min,获得混合物;
21、步骤2:将步骤1中制备的混合物加入到双螺杆挤出机挤出至浸渍模具中,然后经过水冷、长纤维专用切粒机造粒,得到颗粒长度为10-12mm长玻璃纤维增强聚丙烯母粒。
22、所述双螺杆挤出机的挤出温度分为以下9个区段:一区170±5℃、二区180±5℃、三区190±5℃、四区200±5℃、五区210±5℃、六区220±5℃、七区230±5℃、八区240±5℃、九区250±5℃;
23、步骤3:制备颜色母粒,按照重量份数称取并加入高速搅拌机中搅拌6-10min,获得混合物;
24、步骤4:将步骤3中获得的混合物加入到双螺杆挤出机挤出,然后通过水槽冷却、风机吹干、切粒机切粒、均化仓均化,得到颗粒长度为10-12mm的颜色母粒,
25、挤出机的挤出温度分为9个区段:一区170±5℃、二区180±5℃、三区185±5℃、四区190±5℃、五区195±5℃、六区200±5℃、七区205±5℃、八区210±5℃、九区215±5℃;
26、步骤5:将步骤2制备的长玻璃纤维增强母粒和步骤4制备的颜色母粒混合均匀,得到耐冷热交变的长玻璃纤维增强聚丙烯材料;
27、步骤6:制备标准样条及样板。
28、进一步的,所述步骤2和步骤4中双螺杆挤出机的工作机制均为混炼、熔融、均化、挤出,真空负压为-0.07mpa,螺杆转速为300-400r/min。
29、进一步的,所述步骤2中浸渍模具温度设置为260℃,连续长玻璃纤维在玻纤牵引机的牵引下,在浸渍模具中被分散、完全浸渍,然后经过水冷、长纤维专用切粒机造粒得到长玻璃纤维增强聚丙烯母粒。
30、进一步的,所述步骤6的具体制备工艺如下,将步骤5中获得的耐冷热交变的长玻璃纤维增强聚丙烯材料于80-90℃烘箱中干燥1-2h,取出,注塑机注塑加工干燥后的粒料,制成相应的标准样条及样板,即得耐冷热交变的长玻璃纤维增强聚丙烯材料的测试样块;所述注塑机的注塑温度为220-260℃
31、与现有技术相比,本发明具有以下优势:
32、1.一种耐冷热交变的长玻璃纤维增强聚丙烯材料相对于现有材料,可以适用于更广的有颜色要求的材料,特别是浅色材料中。零件在受高温和低温影响后,聚丙烯材料分子结构发生变化,玻璃纤维由于取向关系,会阻止聚丙烯的分子结构变化,这就导致应力产生,零件外观表现出颜色变化。
33、2.本发明通过通过加入一定量的聚乙烯,聚乙烯分子规整,对抗应力发白有很好的作用,同时使用硬度较低的白色遮盖颜料,可以降低对玻纤结构破坏,还可以通过白色颜料遮盖,减少产品释放应力对颜色变化影响。
34、3.本发明的制备方法操作简单,易于操作,制备获得的材料以适用于更广的颜色范围使用,满足汽车设计颜色需求。
技术特征:
1.一种耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:包括以下重量份的原料,长玻璃纤维增强聚丙烯母粒:40-80份、颜色母粒20-60份,其中颜色母粒包括包括以下重量份的原料:
2.根据权利要求1所述的耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:所述长玻璃纤维增强聚丙烯母粒包括以下重量份的原料,高结晶聚丙烯35-45份、超高熔指聚丙烯3-5份、玻璃纤维50份、相容剂5-10份、抗氧剂0.2-0.5份、防玻纤外露剂0.3-0.6份、润滑剂0.2-0.6份。
3.根据权利要求1所述的耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:所述的浅色材料颜料选自炭黑、锌铁黄、氧化铁红、群青蓝、酞青绿中的一种或多种的组合;所述聚乙烯包括高密度聚乙烯。
4.根据权利要求2所述的耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:所述超高熔指聚丙烯树脂在温度为220℃、载荷为2.16kg条件下的熔体流动速率为1800g/10min;所述玻璃纤维为长玻璃纤维专用玻纤,单丝直径为17μm。
5.根据权利要求1或2所述的耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:所述的高结晶聚丙烯在温度为220℃、载荷为2.16kg条件下的熔体流动速率为100g/10min。
6.根据权利要求1或2所述的耐冷热交变的长玻璃纤维增强聚丙烯材料,其特征在于:所述的相容剂为聚丙烯接枝马来酸酐和聚乙烯接枝马来酸酐的1:1混合物;
7.一种制备权利要求1-6任一项所述耐冷热交变的长玻璃纤维增强聚丙烯材料的方法,其特征在于:包括以下步骤,
8.根据权利要求7所述的耐冷热交变的长玻璃纤维增强聚丙烯材料的制备方法,其特征在于:所述步骤2和步骤4中双螺杆挤出机的工作机制均为混炼、熔融、均化、挤出,真空负压为-0.07mpa,螺杆转速为300-400r/min。
9.根据权利要求7所述的耐冷热交变的长玻璃纤维增强聚丙烯材料的制备方法,其特征在于:所述步骤2中浸渍模具温度设置为260℃,连续长玻璃纤维在玻纤牵引机的牵引下,在浸渍模具中被分散、完全浸渍,然后经过水冷、长纤维专用切粒机造粒得到长玻璃纤维增强聚丙烯母粒。
10.根据权利要求7所述的耐冷热交变的长玻璃纤维增强聚丙烯材料的制备方法,其特征在于:所述步骤6的具体制备工艺如下,将步骤5中获得的耐冷热交变的长玻璃纤维增强聚丙烯材料于80-90℃烘箱中干燥1-2h,取出,注塑机注塑加工干燥后的粒料,制成相应的标准样条及样板,即得耐冷热交变的长玻璃纤维增强聚丙烯材料的测试样块;所述注塑机的注塑温度为220-260℃。
技术总结
本发明公开了一种耐冷热交变的长玻璃纤维增强聚丙烯材料,包括以下重量份的原料,长玻璃纤维增强聚丙烯母粒:40‑80份、颜色母粒:20‑60份,其中颜色母粒包括包括以下重量份的原料:高结晶聚丙烯48‑80份、聚乙烯15‑40份、相容剂2‑5份、白色颜料2‑6份、抗氧剂0.2‑0.5份、润滑剂0.4‑1份、光稳定剂0.5‑1份、浅色材料颜料:0.2‑1份、所述的聚乙烯为在温度为190℃,载荷为2.16kg的条件下的熔体流动速率为15‑20g/10min,所述白色颜料为硫化锌。本方法获得的耐冷热交变的长玻璃纤维增强聚丙烯材料,与现有材料相比,可以适用于更广的颜色范围使用,满足汽车设计颜色需求,在零件实验中,不受玻纤应力释放产生变色风险的影响。
技术研发人员:粟多文,刘渝,熊晏安,周明波,蔡孝生,杨荣强
受保护的技术使用者:贵州凯科特材料有限公司
技术研发日:
技术公布日:2025/2/27
- 还没有人留言评论。精彩留言会获得点赞!