车辆的内饰材料及模制车辆的内饰材料的方法与流程
1.本公开涉及车辆的内饰材料和模制车辆的内饰材料的方法,并且更具体地,涉及通过压制树脂模制材料来模制车辆的内饰材料的方法以及由此模制的车辆的内饰材料。
背景技术:
2.通常,对于车辆的内饰材料而言,用作内饰材料的蒙皮通过使用由烯烃类热塑性弹性体(tpo)和用作pvc或热塑性弹性体(tpe)类型的热塑性聚氨酯(tpu)制成的原材料来制造。
3.换言之,诸如用作车辆的内饰材料的产品趋于通过在由塑料材料制成的硬芯与由提供高品质和软质形象的皮革或织物材料制成的软蒙皮之间发泡和模制泡沫溶液(诸如聚氨酯)而制造成具有蒙皮层、聚氨酯泡沫层和芯部层的三重结构的泡沫产品。
4.同时,近年来存在许多仪表板的制造方法,其利用塑料实现皮革的纹理以降低制造成本,并且因为在制造中使用模具,所以易于制造仪表板。
5.此外,对于车辆的该内饰材料(特别地,应用有真实缝线(stitch)的产品)而言,车辆的内饰材料通常是在压制芯部和其上形成有缝线的蒙皮的过程中制造的,但是,由于蒙皮的形状和芯部的形状,在一些区段中蒙皮不完全与芯部紧密接触或过度地与芯部紧密接触,由此由于蒙皮与芯部之间的位置差异而引起厚度偏差或产品缺陷。
6.在背景技术中公开的以上信息仅用于加强本公开的背景的理解,并且因此该信息可能包括并未构成本领域普通技术人员已知的现有技术的信息。
技术实现要素:
7.本公开的目的是提出一种将其上形成有缝线的蒙皮压制在芯部上的方法。
8.本公开的另一目的是提出一种降低缺陷率的方法。
9.本公开的又一目的是提出一种具有优异触感的蒙皮。
10.本公开的又一目的是提出一种增强蒙皮和芯部的压制强度的方法。
11.本公开的又一目的是提出一种改善蒙皮的自由度的方法。
12.为此,车辆的内饰材料包括蒙皮和芯部,该蒙皮包括:第一蒙皮层,由热固性树脂制成;第二蒙皮层,结合到第一蒙皮层的下端,并且第二蒙皮层由热塑性树脂制成;以及第三蒙皮层,结合到第二蒙皮层的下端,并且第三蒙皮层由热塑性树脂制成,该芯部结合到蒙皮并且该芯部由树脂制成。
13.为此,根据本公开的用于模制车辆的内饰材料的方法包括:加热插入到彼此隔开的上端加热器和下端加热器中的蒙皮;使用具有设定的模具温度以具有设定形状的上模具和具有第二模具温度的下模具使已加热的蒙皮预成型;以及使用具有设定模具温度的第一模具和第二模具来压制芯部和已预成型的蒙皮。
14.为此,一种模制车辆的内饰材料的方法包括:加热插入到彼此隔开的上端加热器和下端加热器中的蒙皮;以及使用具有设定模具温度的第一模具和第二模具来压制芯部和
已加热的蒙皮。
15.根据车辆的内饰材料及模制车辆的内饰材料的方法,可以使用由第一蒙皮层、第二蒙皮层和第三蒙皮层组成的蒙皮来制造具有优异的触感和可塑性的车辆的内饰材料。
16.具体地,根据本公开,在蒙皮的预成型过程或者压制芯部和蒙皮的过程期间,可以考虑蒙皮和芯部的特性适当地设定模具的模具温度,由此改善芯部和蒙皮的压制强度。
17.根据本公开的用于模制车辆的内饰材料的模制模具可构成为支撑上模具与下模具之间的蒙皮的边缘的至少一部分的支撑件,并且因此,安装在上模具上的芯部可与蒙皮完全紧密接触并压制在蒙皮上。换言之,能够使要被支撑件支撑的蒙皮的边缘的必要部分支撑在支撑件上,由此提高蒙皮的自由度,并且能够在与下落的芯部完全紧密接触的状态下压制自由度较高的蒙皮。
18.此外,如果必要,可以使支撑件振动,从而提高蒙皮的自由度,并且因此,蒙皮和芯部可以在彼此更加紧密接触的状态下被压制。
19.需要理解的是,在文中使用的术语“汽车”或“车辆”或其他相似的术语包括广义上的机动车辆,这样的机动车辆包括:客运车辆,包括运动型多用途车辆(suv)、公共汽车、卡车以及各种商业车辆;水运工具,包括各种船或艇;飞机等。这样的机动车辆还包括混动车辆、电动车辆、插电式混动车辆、氢动力车辆,以及其他替代燃料车辆(例如,燃料来源于除了石油以外的资源)。如文中涉及的,混动车辆是具有两种或更多种动力源的车辆,例如,具有汽油动力以及电力动力二者的车辆。
20.在下文中讨论本公开的以上的以及其他的特征。
附图说明
21.下面参考在附图中示出的本公开的几个实施例对本公开的上述和其他特征进行详细描述,其在下文中仅通过说明的方式给出且因此不限制本公开,并且其中:
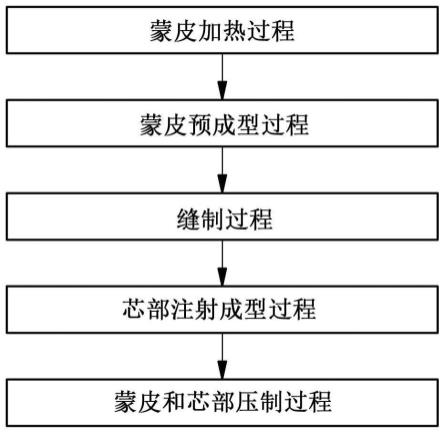
22.图1示出了根据本公开示例性实施例的制造车辆的内饰材料的过程;
23.图2示出了根据本公开示例性实施例的蒙皮的结构;
24.图3示出了根据本公开示例性实施例的蒙皮加热过程;
25.图4示出了根据本公开示例性实施例的蒙皮预成型过程;
26.图5示出了根据本公开示例性实施例的压制芯部和蒙皮的压制过程;
27.图6示出了根据本公开另一示例性实施例的制造车辆的内饰材料的制造过程;以及
28.图7示出了根据本公开又一示例性实施例的制造车辆的内饰材料的制造过程。
29.应当理解,附图不必然按比例,这些附图呈现了说明本公开的基本原理的各种优选特征的稍微简化的表示。如本文所公开的,本公开的包括例如具体尺寸、取向、位置和形状的具体设计特征将部分地由特定预期应用和使用环境确定。
30.在附图中,贯穿附图的多个图中,使用相同的附图标记表示本公开的相同或等效的部分。
具体实施方式
31.通过参考附图描述的优选示例性实施例,本公开的前述和附加方面将变得更加显
而易见。在下文中,将详细描述本公开的这些示例性实施例,使得本领域技术人员能够容易地理解和再现本公开。
32.图1示出了根据本公开示例性实施例的制造车辆的内饰材料的过程。在下文中,将参考图1详细地描述根据本公开示例性实施例的制造车辆的内饰材料的制造过程。
33.参考图1,制造车辆的内饰材料的制造过程按以下顺序执行:蒙皮加热过程、蒙皮预成型过程、缝制过程、芯部注射成型过程以及压制蒙皮和芯部的过程。当然,在制造车辆的内饰材料的制造过程中可以包括除了上述过程之外的其他过程。
34.蒙皮加热过程是加热用于预成型的蒙皮的过程。本公开提出的蒙皮由至少两个树脂层组成。之后将描述树脂的构造。
35.蒙皮预成型过程使用模具1-1和模具1-2以期望的形式模制蒙皮。根据本公开的模具1-1和模具1-2保持一设定温度,该设定温度为容易压制和模制的模具温度。
36.缝制过程在已执行预成型过程的蒙皮上形成缝线。
37.芯部注射成型过程是注射成型待与其上形成有缝线的蒙皮一起压制的芯部的过程。
38.压制蒙皮和芯部的过程是使用模具2-1和2-2模具压制蒙皮和芯部的过程。换言之,压制蒙皮和芯部的过程是在蒙皮和芯部支撑在模具2-1与模具2-2之间的状态下通过闭合模具2-1和模具2-2来压制蒙皮和芯部。
39.如上所述,本公开通过压制蒙皮和芯部来制造车辆的内饰材料。在下文中,将详细描述每个过程的技术。
40.本公开提出的蒙皮由第一蒙皮层、第二蒙皮层和第三蒙皮层组成。第一蒙皮层由热固性树脂制成,并且优选地具有类似于人造革的触感,这是因为第一蒙皮层相对地位于最上端。为此,第一蒙皮层的触感系数(tactility coefficient)(静摩擦系数-动摩擦系数)优选地为0.1
±
0.02,并且第一蒙皮层的厚度优选地为0.1
±
0.05mm。
41.第二蒙皮层由热塑性树脂制成,并且位于第一蒙皮层和第二蒙皮层之间。第二蒙皮层优选地具有可塑性和柔软感,因此,柔软度系数(soft coefficient)(静摩擦系数)优选地为0.4
±
0.02。此外,第二蒙皮层的厚度优选地为0.1至0.55mm。
42.第三蒙皮层相对地位于最下端,并且优选地由具有可塑性和缓冲垫感的材料制成。由本公开提出的第三蒙皮层由热塑性树脂制成,并且第三蒙皮层的厚度优选地形成为3
±
1.0mm。
43.换言之,优选的是由热塑性树脂制成的第三蒙皮层的厚度相对地最大,并且由热固性树脂制成的第一蒙皮层的厚度相对地最小。
44.图2示出了根据本公开示例性实施例的蒙皮的结构。如图2所示,蒙皮由三个蒙皮层组成,并且如上所述,位于最下端的第三蒙皮层的厚度相对最大。
45.特别地,如本公开提出的,第一蒙皮层可由聚氨酯(pu)制成,第二蒙皮层可由热塑性聚氨酯(tpu)制成,并且第三蒙皮层可由聚丙烯(pp)泡沫制成。此外,如上所述,与第二蒙皮层和第三蒙皮层不同,第一蒙皮层由热固性树脂制成。第一蒙皮层和第三蒙皮层与触感相关,并且第二皮层与可塑性有关。
46.图3示出了根据本公开示例性实施例的蒙皮加热过程。在下文中,将参考图3描述蒙皮加热过程。
47.蒙皮加热过程构成为将上端加热器302和下端加热器304以一定间隔彼此隔开,并且在将蒙皮插入所构成的上端加热器302和下端加热器304中的状态下加热所构成的上端加热器302和下端加热器304。根据本公开,第一蒙皮层由热固性树脂制成,并且第二蒙皮层和第三蒙皮层由热塑性树脂制成。因此,相对靠近第一蒙皮层的上端加热器302的温度与相对靠近第三蒙皮层的下端加热器304的温度不同。换言之,将下端加热器304的温度设定得比上端加热器302的温度高。例如,上端加热器302的温度可被设定为140℃,而下端加热器304的温度可被设定为160℃。另外,上端加热器302和下端加热器304的温度可不同地设定,但即使在这种情况下,上端加热器302的温度也优选地设定为相对低于下端加热器304的温度。
48.此外,可以以各种形式控制加热器的温度。例如,考虑到第一蒙皮层的物理性质,在上端加热器没有被加热的状态下,仅使下端加热器可以在设定温度下被加热。在这种情况下,加热优选地被传导以使得蒙皮的表面温度而不是加热器的加热温度成为设定温度。因此,当蒙皮的表面温度达到设定温度时,中断由加热器进行的蒙皮加热。
49.由上端加热器302和下端加热器304加热的蒙皮随后经受蒙皮预成型过程。在下文中,将描述蒙皮预成型过程。
50.图4示出了根据本公开示例性实施例的蒙皮预成型过程。在下文中,将参考图4描述根据本公开示例性实施例的蒙皮预成型过程。
51.蒙皮预成型过程为在将已加热的蒙皮支撑在上模具402和下模具404之间的状态下闭合上模具402和下模具404。根据本公开,与第一蒙皮层紧密接触的下模具404和与第三蒙皮层紧密接触的上模具402具有设定温度。根据本公开,与第三蒙皮层紧密接触的上模具402具有25℃至30℃的模具温度,并且与第一蒙皮层紧密接触的下模具404具有60℃至70℃的模具温度。上模具402和下模具404保持闭合状态50秒至150秒。
52.与第一蒙皮层紧密接触的下模具的温度设定为具有60℃至70℃的温度的原因是为了保持第一蒙皮层的基本物理性质。换言之,当对第一蒙皮层施加非常高的热时,第一蒙皮层的基本物理性质(诸如触感或柔软感)将改变。因此,下模具的温度优选地保持在60℃至70℃的温度中,在该温度中第一蒙皮层的基本物理性质不变。
53.在蒙皮加热过程中,靠近第一蒙皮层的上端加热器的温度设定为相对低于靠近第三蒙皮层的下端加热器的温度,而在蒙皮预成型过程中,靠近第一蒙皮层的上模具的模具温度设定为高于靠近第三蒙皮层的下模具的模具温度。然而,在预成型过程中,保持使得第一蒙皮层不被上模具和下模具硬化的模具温度。
54.如上所述,本公开执行压制芯部和经过蒙皮预成型过程的蒙皮的过程。
55.如上所述,使用上模具和下模具使芯部和已预成形的蒙皮经受压制过程,由此制造车辆的内饰材料。
56.图5示出了根据本公开示例性实施例的使用模制模具模制车辆的内饰材料的过程。在下文中,将参考图5利用模制模具详细描述车辆的内饰材料。
57.在步骤s500中,将支撑件从模具1-2升起,同时将模具1-1和模具1-2彼此隔开一定距离。如图5所示,支撑件位于模具1-1与模具1-2之间。
58.模具1-1设定为具有60℃至90℃的模具温度,并且模具1-2设定为具有低于模具1-1的模具温度的40℃至小于60℃的模具温度。换言之,这将在后面描述。
59.在步骤s502中,芯部由模具1-1支撑,并且蒙皮由支撑件支撑。根据本公开,模具1-1可以使用真空吸附方法使芯部与上模具紧密接触,或者使用夹具使芯部与上模具紧密接触。将包括热熔剂或结合剂的粘合剂以喷雾形式喷涂在芯部的底表面上以用于与蒙皮结合。
60.对于由支撑件支撑的蒙皮,不是蒙皮的所有部分都被支撑,而是仅作为蒙皮边缘的外围部分被支撑件支撑。如上所述,仅蒙皮边缘部分可由支撑件支撑,从而增加蒙皮的自由度。
61.在步骤s504中,对支撑件施加振动。根据本公开,支撑件可水平振动,或者振动可竖直地施加至支撑件。当然,支撑件优选地为竖直振动。当向支撑件施加振动时,由支撑件支撑的蒙皮也振动。与固定的情况相比,当蒙皮振动时,蒙皮具有相对高的自由度。
62.在步骤s506中,模具1-1朝向模具1-2移动,因此,与模具1-1紧密接触的芯部和由支撑件支撑的蒙皮彼此紧密接触。当芯部和蒙皮彼此紧密接触时,支撑件的振动被中断。
63.在步骤s506中,使模具1-1和支撑件进一步朝向模具1-2移动。换言之,在芯部和蒙皮彼此紧密接触的状态下,模具1-1和支撑件朝向模具1-2移动。模具1-1朝向模具1-2移动以闭合模制模具,并且因此,芯部和蒙皮在模具1-1和模具1-2中模制。
64.可替代地,在步骤s506中,模具1-2配置为升起至与模具1-1邻近的位置。可替代地,模具1-1和模具1-2中的每一个均配置为朝向彼此移动。
65.之后,在步骤s508中,模具1-1和模具1-2保持移动到彼此邻近的位置的状态,以压制蒙皮和芯部。
66.如上所述,将模具1-1的温度设定为相对高于模具1-2的温度的原因是为了在压制时通过粘合剂容易地压制蒙皮和芯部。
67.换言之,将模具在芯部侧的温度设定得较高的原因是在芯部中的热传递比在蒙皮中的热传递更快且粘合剂被施加到芯部。与将粘合剂施加至蒙皮相比,这可以很大程度上节约成本,并且由于热传递至芯部,使得更有效地达到粘合剂的活化温度。此外,这样的原因是如果向蒙皮传递非常高的热量,则可能会改变蒙皮的基本物理性质。
68.在步骤s510中,通过使模具1-1和模具1-2彼此分开来打开模制模具。例如,如果模具1-1向上移动,则支撑件也向上移动,并且因此,模制完成的车辆的内饰材料露出在外部。更优选地,模具1-1和模具1-2能够沿彼此远离的方向竖直移动,并且支撑件可以定位成在模具1-1和模具1-2之间的预定距离处。
69.随后,在步骤s512中,通过将露出的车辆的内饰材料从模具1-1分离并且切割不必要的部分来制造期望的车辆的内饰材料。
70.图6示出了根据本公开另一示例性实施例的制造车辆的内饰材料的制造过程。在下文中,将参考图6详细地描述根据本公开另一示例性实施例的制造车辆的内饰材料的制造过程。
71.参考图6,制造车辆的内饰材料的制造过程按以下顺序执行:蒙皮加热过程、芯部注射成型过程以及压制蒙皮和芯部的过程。当然,在制造车辆的内饰材料的制造过程中可以包括除了上述过程之外的其他过程。
72.蒙皮加热过程是预热待与芯部一起压制的蒙皮的过程。由本公开提出的蒙皮由如上所述的三个树脂层组成。
73.芯部注射成型过程是注射成型待与其上形成有缝线的蒙皮一起压制的芯部的过程。
74.压制蒙皮和芯部的过程使用模具2-1和模具2-2压制蒙皮和芯部。换言之,在蒙皮和芯部被支撑在模具2-1与模具2-2之间的状态下,通过闭合模具2-1和模具2-2压制蒙皮和芯部。当然,压制过程将粘合剂施加到芯部,然后将芯部压制到蒙皮上。
75.如上所述,模具2-1设定为具有60℃至90℃模具温度,并且模具2-2设定为具有40℃至60℃的模具温度。
76.图7示出了根据本公开又一示例性实施例的制造车辆的内饰材料的制造过程。在下文中,将参考图7详细地描述根据本公开又一示例性实施例的制造车辆的内饰材料的制造过程。
77.参考图7,制造车辆的内饰材料的制造过程按以下顺序执行:芯部注射成型过程、芯部放置过程、蒙皮加热过程以及蒙皮模制及压制蒙皮和芯部的过程。当然,在制造车辆的内饰材料的制造过程中可以包括除了上述过程之外的其他过程。
78.芯部注射成型过程是注射成型待与其上形成有缝线的蒙皮一起压制的芯部的过程。
79.芯部放置过程是将芯部放置(支撑)在模具上的过程。
80.蒙皮加热过程是预热待与芯部一起压制的蒙皮的过程。本公开提出的蒙皮由如上所述的三个树脂层组成。
81.蒙皮模制及压制蒙皮和芯部的过程是使用模具3-1和模具3-2压制蒙皮和芯部的过程。换言之,在蒙皮和芯部被支撑在模具3-1和模具3-2之间的状态下,通过闭合模具3-1和模具3-2来压制蒙皮和芯部。当然,使用模具3-2的蒙皮的表面上形成有缝线,蒙皮与该模具3-2紧密接触。
82.如上所述,模具3-1设定为具有60℃至90℃的模具温度,并且模具3-2设定为具有40℃至60℃的模具温度。
83.虽然已经参考附图中示出的示例性实施例描述了本公开,但是这仅是说明性的,并且本领域的技术人员将理解,可从其做出各种修改和其他示例性实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1