无焊缝制造的U形夹端悬架支柱的制作方法
无焊缝制造的u形夹端悬架支柱
技术领域
1.本发明总体上涉及工作机器,并且更具体地,涉及与工作机器相关联的悬架支柱。
背景技术:
2.诸如大型矿用卡车之类的工作机器包括经受多次装载和卸载操作的承载体,因此承载体相对于机器的机架升高和降低多次。此外,当装载时,工作机器可以在崎岖地形上行进,从而导致力和振动被传递到承载体。悬架支柱放置在承载体和工作机器的轴之间以支撑承载体并抑制从轴到承载体的任何力或振动。
3.传统的悬架支柱可包括可滑动地容纳杆和活塞组件的外壳组件。气体或液压油可以通过外部阀口被引入到悬架支柱的腔中,外部阀口使气体或液压流体通过位于焊接到悬架支柱上的u形夹中的u形夹通道。然而,具有由多个零件焊接而成的外壳组件会引入磨损点,这些磨损点容易因工作机器的磨损而失效。
4.转让给hitachi automotive systems ltd.的题为“shock absorber(减震器)”的美国专利第9,285,006b2号公开了一种减震器。’006专利的减震器包括活塞,该活塞插入到气缸中,气缸中密封有液压油。外管围绕气缸的外周边设置以在气缸和外管之间形成储存器。通过锻造形成的圆柱形壳体接合到外管的侧表面部分,并且壳体容纳抑制力控制阀。
5.然而,仍然需要一种有效的方法来制造不需要焊接的悬架支柱以增加悬架支柱的结构完整性。
技术实现要素:
6.一方面,本发明涉及一种在轴和承载体之间用在工作机器上的悬架支柱。悬架支柱可包括具有空心杆的一体式圆柱形内壳,空心杆在开口端形成圆周活塞并在封闭端形成下u形夹。下u形夹可用于将内壳附接到轴上,并且第一内部流体储存器在空心杆的开口端和封闭端之间延伸。悬架支柱还可包括一体式圆柱形外壳,该外壳具有空心筒,该空心筒具有内表面和外表面、形成上u形夹的封闭端、开口端和空心筒的外表面上的端口。上u形夹可用于将外壳附接到承载体,并且圆柱形活塞的外表面与空心筒的内表面可滑动地接合。悬架支柱还可以包括联接到空心筒的开口端的盘形端盖,其具有与空心杆的外表面可滑动接合的内径。端盖的内径可小于圆周活塞的外径,并且盘形端盖可形成由圆周活塞的底面、空心筒的内表面、空心杆的外表面和端盖的顶面限定的第二流体储存器。
7.另一方面,本发明涉及一种制造用于具有轴和承载体的工作机器的悬架支柱的方法。该方法包括用合金钢锻造具有空心杆的一体式圆柱形内壳,空心杆在开口端形成圆周活塞,在空心杆的封闭端形成下u形夹。下u形夹能够附接到轴上,并且第一流体储存器在空心杆的开口端和封闭端之间延伸。该方法还包括用合金钢锻造一体式圆柱形外壳,该外壳具有可具有内表面和外表面的空心筒、形成上u形夹的封闭端和开口端。外壳还可以包括端口。上u形夹能够附接到承载体。锻造内壳和外壳后,对它们进行热处理和机械加工以去除多余的材料。该方法还可包括提供具有内径的盘形端盖。端盖的内径小于圆周活塞的外径,
空心杆的封闭端穿过端盖的内径。放置后,端盖的内径可与空心杆的外表面滑动接合。该方法还可以包括将端盖联接到空心筒的开口端以提供圆周活塞的外表面和空心筒的内表面之间的可滑动接合。与盘形端盖的联接可形成由圆周活塞的底面、空心筒的内表面、空心杆的外表面和端盖的顶面限定的第二流体储存器。
8.此外,本发明的一个方面可以包括一种调节工作机器的底盘高度的方法,该方法可以包括提供具有轴、承载体和悬架支柱的工作机器。悬架支柱可具有一体式圆柱形内壳,其形成空心杆,空心杆在开口端具有圆周活塞并且在封闭端具有下u形夹。下u形夹可附接到轴上,并且第一内部流体储存器可在空心杆的开口端和封闭端之间延伸。悬架支柱还具有一体式圆柱形外壳,该外壳具有具有内表面和外表面的空心筒、形成上u形夹的封闭端、开口端和在空心筒的外表面上的端口。上u形夹可附接到承载体,并且圆柱形活塞的外表面可与空心筒的内表面滑动接合。悬架支柱还可以具有联接到空心筒的开口端的盘形端盖并且包括与空心杆的外表面滑动接合的内径。端盖的内径可小于圆周活塞的外径,并且盘形端盖可形成由圆周活塞的底面、空心筒的内表面、空心杆的外表面和端盖的顶面限定的第二流体储存器。液压流体或气态流体可以被密封在第一和第二流体储存器的内部,并且当圆周活塞向空心筒的封闭端移动时,液压流体或气态流体可以通过止回阀从第一储存器流向第二储存器。该方法还可以包括打开端口以打开第一流体储存器的密封,通过端口泵送额外的气态流体或液压油,以及密封端口。
9.当结合附图阅读时,将更容易理解本发明的这些和其他方面和特征。
附图说明
10.图1是根据本发明的一个实施例的工作机器的侧视图;
11.图2是根据本发明的各方面的用于工作机器的悬架支柱的示例性实施例的示意图;
12.图3是根据本发明的各方面的图2的悬架支柱的示意性侧视图;
13.图4是根据本发明的各方面的图3的悬架支柱的示意性剖视图;
14.图5是根据本发明的各方面的悬架支柱的外壳的示例性实施例的示意性截面图;
15.图6是根据本发明的各方面的悬架支柱的内壳的示例性实施例的示意性截面图;
16.图7是根据本发明的各方面的悬架支柱的端盖的示例性实施例的示意性截面图。
17.图8是示出根据本发明的各方面的用于制造悬架支柱的示例过程的流程图。
18.虽然本发明易于进行各种修改和替代构造,但将详细显示和描述其某些说明性实施例。本发明不限于所公开的具体实施例,而是包括其所有修改、替代构造和等同物。
具体实施方式
19.现在参照附图,并且具体参照图1。与本发明的某些实施例一致的工作机器通常由附图标记1指代。虽然工作机器1被示为大型矿用卡车(lmt),但工作机器1主要出于说明目的被示出以辅助公开各种实施例的特征,因为图1并未描绘工作机器的所有部件。此外,本发明的读数也可用于其他运土机械和建筑机械。
20.工作机器1可包括由后轮3和前轮4支撑的机架2。虽然示出了前轮4和后轮3,但其他支撑和移动装置(未示出)可以是履带或任何其他类型。安装在机架2上的可以是驾驶室
5,工作机器1的操作者就坐在其中。本领域的普通技术人员应当理解,发动机6可以为车轮提供推进力。工作机器还包括附接到后轮3的轴8和承载体10。承载体通过枢轴销11和液压缸12连接到机架2,使得承载体10的负载内容可通过可控地对气缸12施压以实现承载体10绕枢轴销11的枢转运动而被移除。气缸可由由发动机6或其他动力装置提供动力的任何数量的液压泵和管(未示出)致动。在运输模式下,气缸12未加压,承载体10的重量通过枢轴销11和位于轴8和承载体10之间的后悬架支柱13传递到机架。尽管本发明内容主要针对后悬架支柱,例如后悬架支柱13,但本领域技术人员将认识到这里描述的原理也适用于前悬架支柱,例如前悬架支柱14。
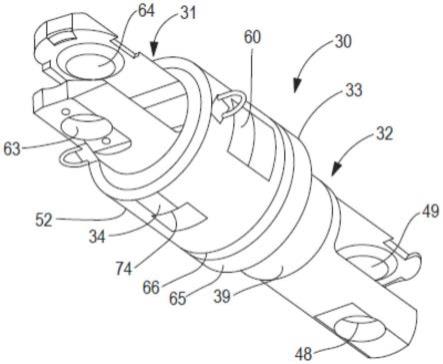
21.参照图2-4,示出了具有通过端盖(下文讨论)联接在一起的一体式外壳31和一体式内壳32的悬架支柱30的示例性实施例。外壳31和内壳32中的每一个都不是通过焊接附接的多个零件的组件,而是通过锻造形成的单个整体部件(过热的圆柱形构件被推压在中心、轴向对齐的模具上以形成空隙),结果导致端口34(下文讨论)集成到上外壳31中。
22.如图4所示,一体式圆柱形内壳具有空心杆36,其在空心杆36的开口端38处限定圆周活塞37,并且在空心杆36的封闭端40处具有下u形夹39。空心杆可以具有内径41和外径42。在该实施例中,圆周活塞37可具有内径43和外径44,内径43可至少部分地与空心杆36的内径41相同且圆周活塞37的外径44可大于空心杆36的外径42。空心杆形成第一流体储存器45,如图4所示,其在空心杆36的开口端38和封闭端40之间延伸。如图3所示,下u形夹39还可以包括从空心杆40的封闭端延伸的第一和第二细长构件46、47。如图2所示,细长构件46、47可限定第一和第二孔48、49。细长构件46、47和孔48、49允许下u形夹39附接到工作机器1的轴8。
23.一体式圆柱形外壳具有空心筒52,其具有内表面53和外表面54。在空心筒52的封闭端55上形成上u形夹56,其被配置为附接到工作机器1的承载体10。在一个实施例中,圆周活塞的外表面57与空心筒的内表面53可滑动地接合。在另一实施例中,一个或多个轴承58可放置在圆周活塞37和空心筒52的内表面53之间以有助于滑动接合。此外,吊环59可附接到空心筒52的外表面54以用于提升悬架支柱30。如图2所示,具有标记的警告和信息标签60或铭牌74可以放置在空心筒52的外表面54上。另外,如图3所示,上u形夹56还可包括从空心筒52的封闭端延伸的第三和第四细长构件61、62。如图2所示,细长构件61、62可限定第三和第四孔63、64。细长构件61、62和孔63、64允许上u形夹56附接至工作机器1的承载主体10。
24.为了密封悬架支柱30并防止具有与空心筒的内表面53滑动接合的圆周活塞37的内壳32滑出,提供盘形端盖65。端盖65联接到空心筒52的开口端61。这种联接可以用一个或多个螺栓67或其他联接器械完成。端盖65的内径68可与空心杆36的外表面69滑动接合,从而允许空心杆36伸入和缩回到空心筒52中。在示例性实施例中,盘形端盖65可形成由圆周活塞37的底面72、空心筒52的内表面53、空心杆36的外表面69和端盖的顶面73限定的第二流体储存器71。在内壳32缩进和延伸进出外壳31期间,第二流体储存器71允许一种或多种液态或气态流体在第一和第二储存器45、71之间流动。
25.在一个示例性实施例中,空心圆筒52还可包括位于其外表面54上的端口34。端口34可进一步包括一个或多个由密封板(未显示)密封的孔(未显示)。该一个或多个孔从空心筒52的内表面53延伸到其外表面54,并允许通过端口34将流体泵送到第一流体储存器45中。这些流体可包括液态流体,例如液压流体油,包括10w液压油或等效物,以及气态流体,
例如用于悬架支柱的氮气或其他气态流体。
26.在悬架支柱30的制造中,内壳32、形成空心杆36、圆周活塞37和下u形夹39的一体式主体由合金钢锻造为一体式外壳。此外,外壳31是形成上u形夹56和具有内部端口34的空心筒52的一体式主体,由合金钢锻造为一体式外壳。用于形成内壳31和外壳32的合金钢可以是4130钢或其他合金钢化合物。在锻造之后,对内壳31和外壳32进行热处理,然后进行机械加工以去除锻造过程中产生的任何多余材料。特别地,上和下u形夹56、39被机械加工以去除多余的材料以形成第一、第二、第三和细长构件46、47、61、62以及它们相应的孔,包括第一、第二、第三和第四孔48、49、63、64。加工后,在端盖65联接到外壳31之前,内壳32穿过端盖65放置,从而将一体式外壳31和一体式内壳32组装到悬架支柱30中。
27.一旦组装完成,就对悬架支柱30执行充注操作。充注操作包括首先在大气压力下泵送诸如液压油的液态流体通过端口34并进入第一流体储存器45直到内壳32开始从外壳31延伸0.5至2英寸。当液态流体开始填充第一流体储存器45并且圆周活塞37开始向空心筒52的开口端66移动时发生这种延伸。在内壳32延伸之后,气态流体,例如氮气在压力下通过端口34泵入第一流体储存器45。气态流体的这种泵送可导致悬架支柱内部的任何空气通过端口34的通气孔(未示出)流出,并且进一步导致内壳32延伸。一旦达到期望的底盘高度,在一个示例性实施例中,端口34被密封板密封,但是可以使用其他密封装置。
28.一旦制造并附接到工作机器上,液压油将位于第一流体储存器45的底部,气态流体将位于第一流体储存器45中的液压油之上。气态流体提供悬挂支柱的弹性机构。当向轴8或承载体10施加力时,内壳32将缩回到外壳31中,导致圆周活塞37朝向空心筒52的封闭端55移动。这种缩回将导致液态和气态流体混合。因为气态流体是可压缩的而液态流体不可压缩,所以第一液压储存器45内部的压力将增加,导致液态和气态流体的混合物通过止回阀76并进入第二流体储存器71。止回阀76可以是压力阀,仅允许流体在达到压力极限后通过。然后悬架支柱30将稳定,并且流体将通过位于空心杆36的壁中的钻孔80从第二储存器71流回到第一储存器45,导致圆周活塞37朝向空心筒52的开口端66。内壳32缩进和伸出外壳31允许悬架支柱30吸收力并防止力从轴8传递到承载体10,或轴8到承载体10。
29.在另一实施例中,承载体10在附接至工作机器1之后,可通过移除密封板或其他密封装置首先启封第一储存器45来调整承载体10的底盘高度。一旦启封,更多的液态流体(在大气压下)或气态流体(大于大气压)可以通过端口泵送,直到达到所需的底盘高度。如果需要降低底盘高度,可以通过排放阀77排放液态或气态流体。希望将排放阀放置在空心杆52的封闭端40处,以让流体从储存器通过重力排放。
30.此外,端盖轴承78可存在于端盖65和空心杆36的外表面69之间。为了更好地密封悬架支柱并防止流体泄漏或碎屑进入端盖和空心杆之间,端盖65还可包括作为压力或润滑流体密封件的主压力密封件81、第二保护密封件82和碎屑密封件83。此外,端盖65可包括盖板85,其是用于覆盖将端盖65固定到空心筒52的螺栓67。该盖板85用于防止用户松开端盖65,因为在密封65时储存器的内容物处于压力下。在一个实施例中,端盖65可包括安全通道(未示出),其允许少量加压流体从第二流体储存器71或在一些实施例中的第一流体储存器45流到端盖65和盖板85之间的连接。因此,在该实施例中,当使用者试图移除盖板85时,由于释放了少量的加压流体,警告使用者悬架支柱30包含受压流体。此外,在端盖65和空心筒52的内表面53之间可以存在另一密封环86。
31.工业实用性
32.一般而言,上述公开内容可用于各种应用,例如土方、建筑、工业、农业、采矿、运输和林业机械。特别地,所公开的悬架支柱可用于大型矿用卡车(lmt)和其他应用,例如较小的矿用卡车等。通过应用所公开的悬架支柱、制造悬架支柱的方法以及调整工作机器的底盘高度的方法,可以实现传统悬架支柱的故障点的最佳去除和悬架支柱的制造效率。
33.特别地,所公开的悬架支柱提供一体式内壳和一体式外壳,每个都锻造为单个部件,从而消除了对焊接的需要。此外,悬架支柱可以附接到大型矿用卡车的轴和承载体,并且设计用于在附接有悬架支柱的情况下调整工作机器承载体的底盘高度,从而最大限度地减少对采矿作业的干扰。
34.现在转向图8,继续参照图2-7,公开了图示用于制造工作机器的示例过程100的流程图。在方框102-104,锻造一体式内壳32和一体式外壳31。如图6所示,内壳32包括圆周活塞37、空心杆36和下u形夹39,锻造为一体结构。如图5所示,包括上u形夹56和空心筒52的外壳31,锻造为一体结构。
35.在方框106,内壳32和外壳31在方框108中进行机械加工之前进行热处理,以从锻造过程中去除多余的材料。多余的材料可包括从上和下u形夹56、39去除多余的合金钢。
36.在方框110,内壳32插入穿过端盖65,如图7所示,端盖联接到外壳31以形成悬架支柱30。在方框110,通过位于空心筒52侧面的内部端口将液态和气态流体泵入悬架支柱来执行充注程序。
37.尽管前文对多个不同的实施例进行了详细描述,但应当理解,其法律保护范围由本专利末尾所附权利要求书的文字限定。详细描述仅被解释为示例性的并且不描述每个可能的实施例,因为描述每个可能的实施例即使不是不可能也是不切实际的。可以使用当前技术或在本专利申请日之后开发的技术来实施许多替代实施例,其仍然落入限定保护范围的权利要求书的范围内。
38.还应理解,除非术语在本文中明确定义,否则无意以明示或暗示方式限制该术语的含义,使其超出其普通或普遍含义,并且此类术语不应被解释为限制在基于本专利任何部分中所做的任何陈述的范围(权利要求书的语言除外)。在某种程度上,本专利末尾的权利要求书中引用的任何术语在本文中以与单一含义一致的方式提及,这样做只是为了清楚起见,以免混淆读者,并且不打算通过暗示或其他方式将此类权利要求术语限制为该单一含义。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1