一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法与流程
本发明涉及主起落架收上位置锁修理,具体是一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法。
背景技术:
1、主起落架收上位置锁是着陆系统的执行部件,主要由锁体作动筒等零件组成的传动机构、弹簧装置、终点开关机构等构成。功用是用于飞机在地面或飞行过程中收起主起落架时锁住主起落架,并传递用于收上主起落架舱门的电信号。如果弹簧装置耳环螺栓紧固失效,有可能导致耳环螺栓松脱,进而损伤耳环螺栓,且会造成飞机主起落架收上位置锁电信号传递失效,影响飞机飞行安全。在主起落架收上位置锁修理过程中,需要对弹簧装置的耳环螺栓进行紧固,保证其连接可靠性,如不合格需对主起落架收上位置锁重新进行修理。目前,未经修理的弹簧装置通过金属薄边压缩变形对耳环螺栓进行紧固,修理过程中需破坏金属薄边变形部位、分解耳环螺栓对其进行无损检测,导致修理后的弹簧装置耳环螺栓装配时缺少有效的紧固方法。
技术实现思路
1、为了解决上述问题,本发明提出一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法。
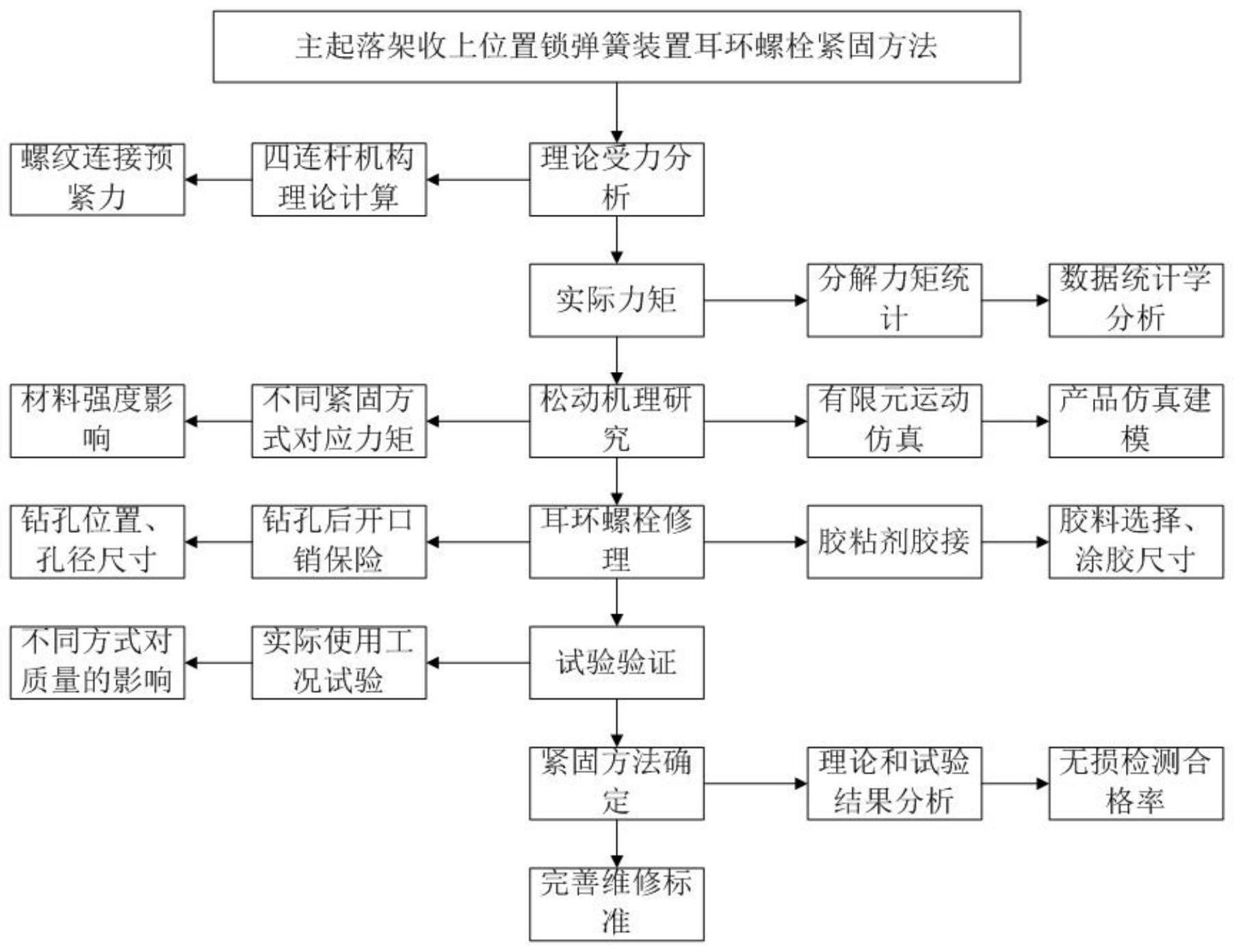
2、一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其具体步骤如下:
3、s1、理论受力分析:
4、101、通过理论计算分析主起落架收上位置锁四连杆机构运动过程中弹簧装置的受力,具体计算过程如下:
5、弹簧装置理论计算:
6、弹簧外径:d=d0+d;
7、旋绕比:
8、应力修正系数:
9、弹簧装置理论力值:
10、弹簧装置实际力值:f实=kf理;
11、f:弹簧装置变形量;
12、g:剪切弹性模量:74480mpa;
13、d0:弹簧中径;
14、d:弹簧钢丝直径;
15、n:有效圈数;
16、102、分析耳环螺栓的受力并结合螺纹连接的预紧力,得出金属薄边压缩变形提供的力矩范围,具体步骤如下:
17、耳环螺栓受力即为弹簧装置变形产生的力值,
18、f1:弹簧装置初始状态力值;
19、δl:四连杆机构运动过程中,不同位置弹簧装置的伸出量;
20、运动过程中力值:
21、耳环螺栓受力:f=f1+ff;
22、螺纹连接预紧力矩m=0.001kkp0d;
23、kk:拧紧力矩系数;
24、d:螺纹公称直径;
25、p0:根据耳环螺栓公称直径选择相应的预紧力;
26、根据计算出的耳环螺栓受力f,计算出理论需求力矩m1=0.001kkfd;则金属薄边压缩变形需提供的力矩范围m2=m1-m;
27、s2、实际力矩:
28、201、分解力矩统计:通过对分解时测量的金属薄边压缩变形提供的力矩进行统计,并计算实际测量数据的方差x)2],选定合适的数据离散程度;
29、202、数据统计学分析:结合理论受力分析,进一步优化所需的力矩范围为1.5m2;
30、s3、松动机理研究:
31、301、通过分析主起落架收上位置锁弹簧装置耳环螺栓产品结构,对不同的紧固方法进行有限元分析;
32、302、对仿真结果使用最小二乘法进行数值模拟,得到不同紧固方法对应的力矩范围,同时分析不同紧固方法对材料强度的影响。
33、s4、耳环螺栓修理:
34、401、根据理论受力分析、实际力矩统计分析和有限元仿真分析的结果,对主起落架收上位置锁弹簧装置耳环螺栓紧固部位进行修理,修理后分别按不同的紧固方法进行紧固;
35、402、分别在弹簧装置耳环螺栓的不同位置进行钻孔;
36、403、选择不同的胶料,在弹簧装置耳环螺栓螺纹杆部位沿圆周充分涂抹均匀,根据耳环螺栓的螺纹杆长度,选择不同的涂胶尺寸进行验证,每处尺寸间隔1.0mm;
37、s5、试验验证:
38、501、弹簧装置耳环螺栓修理后对产品进行装配,装配后按照主起落架收上位置锁的实际使用工况进行试验;
39、502、试验后,分解弹簧装置耳环螺栓,对耳环螺栓进行无损检测,以验证不同紧固方法对产品质量的影响;
40、s6、紧固方法确定:依据理论分析和试验验证的结果,结合试验分解后耳环螺栓的无损检测合格率,确定主起落架收上位置锁弹簧装置耳环螺栓的紧固方法,完善产品维修标准,提高产品的修理可靠性。
41、所述的步骤s102中的产品为无润滑的氧化表面,选用0.24。
42、所述的步骤s201中的扳手为带有力矩显示功能的数显扳手。
43、所述的步骤s202中的金属薄边压缩变形需提供力矩为m2,该产品为着陆系统执行部件,选用1.5倍的安全裕度。
44、所述的步骤s301中的有限元分析具体是通过建立产品仿真模型,对模型进行材料类属性设置、载荷的边界条件设置、优化网格划分,得到不同紧固方法对应的紧固力矩仿真结果。
45、所述的步骤s402中,初始位置为耳环螺栓头部,以不影响弹簧装置运动为限,每处钻孔位置相差1.0mm;相同钻孔位置的耳环螺栓钻孔尺寸分别为φ0.6mm、φ0.8mm、φ1.0mm、φ1.2mm,并根据孔径尺寸选择不同规格的开口销进行验证。
46、所述的步骤s502中,试验内容为2000次收放试验,并在试验过程中检查耳环螺栓的紧固情况。
47、所述的步骤s6中,上述理论计算出需提供的力矩m2,产品经过2000次试验后,分解过程中检查力矩,确认该力矩是否满足1.5倍的安全裕度。
48、本发明的有益效果是:对主起落架收上位置锁弹簧装置耳环螺栓进行理论受力分析,同时在分解弹簧装置耳环螺栓时实际测量金属薄边压缩变形提供的力矩范围,并进行数据统计分析;其次对耳环螺栓松动机理进行研究,通过有限元分析方法,对不同紧固方法提供的力矩范围进行分析,同时分析不同紧固方法对弹簧装置材料强度的影响;最后通过试验验证确定弹簧装置耳环螺栓有效的紧固方法,完善主起落架收上位置锁维修标准,提高产品的修理可靠性。
技术特征:
1.一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:其具体步骤如下:
2.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s102中的产品为无润滑的氧化表面,选用0.24。
3.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s201中的扳手为带有力矩显示功能的数显扳手。
4.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s202中的金属薄边压缩变形需提供力矩为m2,该产品为着陆系统执行部件,选用1.5倍的安全裕度。
5.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s301中的有限元分析具体是通过建立产品仿真模型,对模型进行材料类属性设置、载荷的边界条件设置、优化网格划分,得到不同紧固方法对应的紧固力矩仿真结果。
6.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s402中,初始位置为耳环螺栓头部,以不影响弹簧装置运动为限,每处钻孔位置相差1.0mm;相同钻孔位置的耳环螺栓钻孔尺寸分别为φ0.6mm、φ0.8mm、φ1.0mm、φ1.2mm,并根据孔径尺寸选择不同规格的开口销进行验证。
7.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s502中,试验内容为2000次收放试验,并在试验过程中检查耳环螺栓的紧固情况。
8.根据权利要求1所述的一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其特征在于:所述的步骤s6中,上述理论计算出需提供的力矩m2,产品经过2000次试验后,分解过程中检查力矩,确认该力矩是否满足1.5倍的安全裕度。
技术总结
本发明涉及主起落架收上位置锁修理技术领域,具体是一种主起落架收上位置锁弹簧装置耳环螺栓紧固方法,其具体步骤如下:S1、理论受力分析;S2、实际力矩;S3、松动机理研究;S4、耳环螺栓修理;S5、试验验证;S6、紧固方法确定;对主起落架收上位置锁弹簧装置耳环螺栓进行理论受力分析,同时在分解弹簧装置耳环螺栓时实际测量金属薄边压缩变形提供的力矩范围,并进行数据统计分析;其次对耳环螺栓松动机理进行研究,通过有限元分析方法,对不同紧固方法提供的力矩范围进行分析,分析不同紧固方法对弹簧装置材料强度的影响;通过试验验证确定弹簧装置耳环螺栓有效的紧固方法,完善主起落架收上位置锁维修标准,提高产品的修理可靠性。
技术研发人员:刘廷宇,王亚军,唐文,孙同明,顾克禹
受保护的技术使用者:国营芜湖机械厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!