一种锁紧吊装机构的制作方法
1.本实用新型涉及一种用于全形芯棒的辅助吊装机构,属于工装结构技术领域。
背景技术:
2.全形芯棒是一种圆柱形的量具,用于检测长圆筒形零件内腔直线度,全形芯棒的工作面总长度为1000mm,直径φ72,加上辅助结构,其总长度可达到2000mm,量具在不用的时候通常是水平放置在存放区,水平取放量具时,费时费力,并占用存放空间。
3.此外,由于长圆筒形零件内腔的直线度要求很高,相应对全形芯棒的直线度以及形位公差要求也相当高,水平存放的方式难免会造成磕碰之类的表面损伤,存放位置如果有偏离也会造成全形芯棒受力不均产生变形,影响对零件检验的精度。
技术实现要素:
4.有鉴于此,本实用新型提供了一种锁紧吊装机构,能够将全形芯棒垂直存放,拿取方便,省时省力,节约存放空间,同时也避免了全形芯棒的磕碰损伤及受力形变。
5.一种锁紧吊装机构,机构包括吊钩、压紧环、弹簧垫圈和螺母;
6.所述吊钩的直柄部分加工有连接螺纹段,连接螺纹段上配合有弹簧垫圈和螺母;
7.所述压紧环和待吊装的装置上均有与吊钩上螺纹段配合的螺纹孔;
8.所述压紧环置于待吊装的装置上端,吊钩的螺纹段从压紧环的螺纹孔旋入后继续进入待吊装装置的螺纹孔中,反向旋转螺母将压紧环固定在待吊装的装置上端,同时也实现了吊钩、压紧环和待吊装的装置三者之间的固定,待吊装的装置通过吊钩挂装在存放处。
9.进一步地,所述待吊装装置为全形芯棒。
10.进一步地,所述压紧环的厚度由中心至边缘逐渐变薄。
11.进一步地,所述全形芯棒包括前伸轴、中心轴和后伸轴;全形芯棒包括前伸轴、中心轴和后伸轴;所述中心轴为圆形套状结构,中心轴内孔的两端扩有台阶孔,所述前伸轴和后伸轴的外形为台阶形圆柱体结构,台阶形圆柱体结构的大端与中心轴的台阶孔配合,台阶形圆柱体结构的小端端面上加工有顶尖孔;所述前伸轴和后伸轴的大端分别装入中心轴两端的台阶孔后与中心轴焊接成一体,焊接件通过前伸轴和后伸轴的顶尖孔装夹在加工设备上,加工设备对中心轴的外圆一次加工成形。
12.进一步地,为了减轻全形芯棒的重量,所述前伸轴和后伸轴上均设计有减重孔。
13.有益效果:
14.1、本实用新型通过吊钩、压紧环、弹簧垫圈和螺母将能够将全形芯棒的一端进行了可靠固定和连接,全形芯棒能够通过吊钩进行垂直存放,拿取方便,省时省力,节约存放空间,同时也避免了全形芯棒的在取放过程中的磕碰损伤,垂直存放的方式能够使全形芯棒在存放的过程中受力均匀,避免了水平存放可能出现的受力形变现象。
15.2、本实用新型的压紧环的结构采用厚度由中心至边缘逐渐变薄的形式,使得压紧环自身具备一定的弹性变形能力,螺栓作用在全形芯棒端面的预紧力能够产生放大的作
用,采用一个较小的力就能完成锁紧功能,保证了连接结构的可靠性。
附图说明
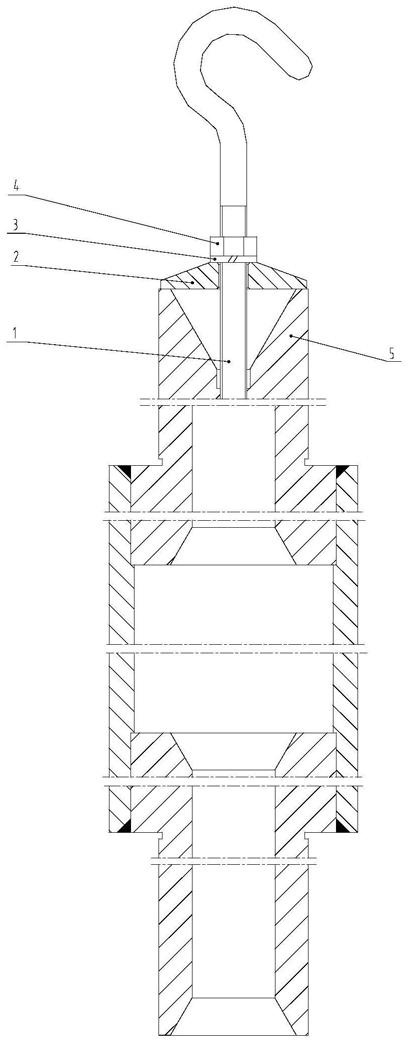
16.图1为本实用新型锁紧吊装机构的结构示意图;
17.图2为待吊装的全形芯棒结构示意图。
18.其中,1
‑
吊钩、2
‑
压紧环、3
‑
弹簧垫圈、4
‑
螺母、5
‑
全形芯棒、6
‑
前伸轴、7
‑
中心轴、8
‑
后伸轴。
具体实施方式
19.下面结合附图并举实施例,对本实用新型进行详细描述。
20.如附图1所示,本实用新型提供了一种锁紧吊装机构,机构包括吊钩1、压紧环2、弹簧垫圈3和螺母4;锁紧吊装的对象是全形芯棒5。
21.锁紧吊装机构的作用是实现与全形芯棒5的连接,并将全形芯棒5垂直吊装。
22.如附图2所示,全形芯棒5包括前伸轴6、中心轴7和后伸轴8;中心轴7为圆形套状结构,中心轴7内孔的两端扩有台阶孔,前伸轴6和后伸轴8的外形为台阶形圆柱体结构,台阶形圆柱体结构的大端与中心轴7的台阶孔配合,台阶形圆柱体结构的小端端面上加工有顶尖孔;前伸轴6后伸轴8的大端分别装入中心轴7两端的台阶孔后与中心轴7焊接成一体,焊接件通过前伸轴6和后伸轴8的顶尖孔装夹在加工设备上,机械加工设备对中心轴7的外圆一次加工成形。为了减轻全形芯棒的重量,前伸轴6和后伸轴8上均设计有减重孔,减重孔的两端均为喇叭口结构。
23.其中,全形芯棒5的后伸轴8一端作为连接端,后伸轴8的顶尖孔的末端加工有螺纹孔,该螺纹孔用于连接吊钩1的螺纹段。
24.锁紧吊装机构中,吊钩1的一端为弯钩状,另一端为直柄,吊钩1的直柄部分加工有连接螺纹段,连接螺纹段上配合套装有弹簧垫圈3和螺母4;
25.压紧环2的中心孔加工有与吊钩1上螺纹段配合的螺纹,压紧环2的厚度由中心至边缘逐渐变薄。
26.锁紧吊装机构在全形芯棒5上的安装过程:首先将压紧环2置于全形芯棒5的后伸轴8一端的端面上,吊钩的螺纹段从压紧环的螺纹孔旋入后继续进入后伸轴8的螺纹孔中,旋转到位后,反向旋转螺母4,螺母4和弹簧垫圈3共同将压紧环2固定在后伸轴8的端面上,同时也实现了吊钩1、压紧环2和全形芯棒5三者之间的固定,全形芯棒5通过吊钩挂装在存放处。
27.全形芯棒5的使用和检验过程如下:将全形芯棒整体塞入待检测的长圆筒形零件内腔中,利用中心轴7的外圆周面来检测长圆筒形零件的直线度,如果全形芯棒能够顺利通过长圆筒形零件,则说明长圆筒形零件内孔的直线度满足形位误差要求,如果全形芯棒5在运动过程中出现卡滞,则说明卡滞部分的直线度不合格。
28.综上所述,以上仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种锁紧吊装机构,其特征在于,机构包括吊钩、压紧环、弹簧垫圈和螺母;所述吊钩的直柄部分加工有连接螺纹段,连接螺纹段上配合有弹簧垫圈和螺母;所述压紧环和待吊装的装置上均有与吊钩上螺纹段配合的螺纹孔;所述压紧环置于待吊装的装置上端,吊钩的螺纹段从压紧环的螺纹孔旋入后继续进入待吊装装置的螺纹孔中,反向旋转螺母将压紧环固定在待吊装的装置上端,同时也实现了吊钩、压紧环和待吊装的装置三者之间的固定,待吊装的装置通过吊钩挂装在存放处。2.如权利要求1所述的锁紧吊装机构,其特征在于,所述压紧环的厚度由中心至边缘逐渐变薄。
技术总结
本实用新型公开了一种锁紧吊装机构,属于工装结构技术领域。机构包括吊钩、压紧环、弹簧垫圈和螺母;吊钩的直柄部分加工有连接螺纹段,连接螺纹段上配合有弹簧垫圈和螺母;压紧环和待吊装的装置上均有与吊钩上螺纹段配合的螺纹孔;压紧环置于待吊装的装置上端,吊钩的螺纹段从压紧环的螺纹孔旋入后继续进入待吊装装置的螺纹孔中,反向旋转螺母将压紧环固定在待吊装的装置上端,同时也实现了吊钩、压紧环和待吊装的装置三者之间的固定,待吊装的装置通过吊钩挂装在存放处。本实用新型能够将全形芯棒垂直存放,拿取方便,省时省力,节约存放空间,同时也避免了全形芯棒的磕碰损伤及受力形变。力形变。力形变。
技术研发人员:王淑红 陈红伟 朱艳芹 张雅军
受保护的技术使用者:北京北机机电工业有限责任公司
技术研发日:2020.10.31
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1