一种自动送料装置的制作方法
1.本实用新型涉及工件装夹技术领域,尤其涉及一种自动送料装置。
背景技术:
2.在cnc加工、冲压、钻孔、攻牙等机械加工工序,需要操作工将待加工工件放置在预设位置,再将工件夹紧,工件加工完后,操作工再将工件取下,这种需要人工完成上、下料的工作方式,具有效率低的缺点,严重制约生产效率。
技术实现要素:
3.为了克服现有技术中存在的上、下料效率低的问题,本实用新型的目的在于提供一种自动送料装置,实现快速送料的目的。
4.为实现上述目的,本实用新型的技术方案为:
5.一种自动送料装置,包括工作台,料仓、导料槽、推料组件、夹紧组件及感应器;
6.所述料仓设于工作台,所述导料槽设于工作台,所述导料槽位于料仓的下方;
7.所述推料组件和夹紧组件分别设于导料槽相对的两侧;
8.所述推料组件包括驱动件及推板,所述驱动件设于工作台并驱动推板运动,所述导料槽呈两端开口状,所述推板滑动连接于导料槽;
9.所述感应器设于夹紧组件,所述夹紧组件设于工作台。
10.进一步的,所述料仓的出料端与导料槽间距设置。
11.进一步的,所述推料组件还包括缓冲件,所述缓冲件设于推板远离驱动件的一侧。
12.进一步的,所述料仓包括若干个杆件,若干个所述杆件平行且间距设置,若干个杆件围设呈容置腔,容置腔位于导料槽的正上方。
13.本实用新型的有益效果:通过设置位于导料槽上方的料仓,使得工件自动进入导料槽内,推料组件将工件推入夹紧组件内,加工完毕后,推料组件将待加工工件推入夹紧组件,同步地,将已加工的工件推入接料池,完成工件的自动送料目的,减少用工量。
附图说明
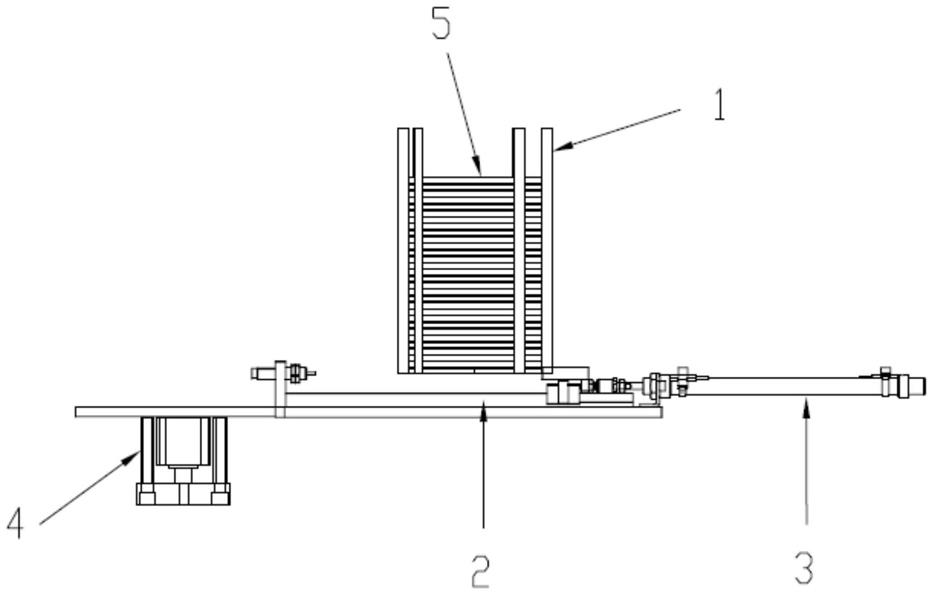
14.图1为本实用新型的主视图;
15.图2为本实用新型的俯视图;
16.图3为本实用新型的局部拆分结构示意图。
17.附图标记包括:
18.1—料仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—杆件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—容置腔
19.2—导料槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—推料组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31—驱动件
20.32—推板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33—缓冲件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—夹紧组件
21.5—工件。
具体实施方式
22.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
23.请参阅图1至图2,本实用新型的一种自动送料装置,包括工作台,料仓1、导料槽2、推料组件3、夹紧组件4及感应器;
24.所述料仓1设于工作台,所述导料槽2设于工作台,所述导料槽2位于料仓1的下方;
25.所述推料组件3和夹紧组件4分别设于导料槽2相对的两侧;
26.所述推料组件3包括驱动件31及推板32,所述驱动件31设于工作台并驱动推板32运动,所述导料槽2呈两端开口状,所述推板32滑动连接于导料槽2;
27.所述感应器设于夹紧组件4,所述夹紧组件4设于工作台。
28.具体的,本实施例中,待加工工件5为长条状物料,将长条状工件5自上而下依次放置在料仓1内,工件5依靠自身的重力进入导料槽2内,驱动件31为气缸结构,驱动件31驱动推板32朝向导料槽2内的工件5运动,工件5被推至夹紧组件4,设于夹紧组件4的感应器将信号反馈至控制系统,工件5被夹紧组件4夹紧,进入待加工状态,驱动件31驱动推板32复位,料仓1内的下一个工件5在重力作用下落入导料槽2内,同步的,设备同步对位于夹紧组件4上的工件5加工,生产完成后,设备复位,控制系统发出指令夹紧组件4松开工件5,驱动件31驱动推板32朝向导料槽2内的下一个工件5运动,使得下一个工件5朝向夹紧组件4运动,并推动已加工完毕的工件5进入接料池(未画出),从而完成自动送料的目的,提高生产效率。
29.通过设置位于导料槽2上方的料仓1,使得工件自动进入导料槽2内,推料组件3将工件推入夹紧组件4内,加工完毕后,推料组件3将待加工工件推入夹紧组件4,同步地,将已加工的工件推入接料池,完成工件的自动送料目的,减少用工量。
30.所述料仓1的出料端与导料槽2间距设置,预留空间满足不同规格工件的送料要求。
31.所述推料组件3还包括缓冲件33,所述缓冲件33设于推板32远离驱动件31的一侧,缓冲件33包括顶块及弹簧件,顶块与工件5接触,弹簧件的设置,避免外力瞬间施加于工件5,保护工件5,提高生产质量。
32.所述料仓1包括若干个杆件11,若干个所述杆件11平行且间距设置,若干个杆件11围设呈容置腔12,容置腔12位于导料槽2的正上方,杆件11的数量为六个,对工件5进行限位,根据工件5不同形状,改变杆件11的位置,满足储存不同形状工件5的需求,具有成本低、易组装的特点。
33.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种自动送料装置,包括工作台,其特征在于:料仓(1)、导料槽(2)、推料组件(3)、夹紧组件(4)及感应器;所述料仓(1)设于工作台,所述导料槽(2)设于工作台,所述导料槽(2)位于料仓(1)的下方;所述推料组件(3)和夹紧组件(4)分别设于导料槽(2)相对的两侧;所述推料组件(3)包括驱动件(31)及推板(32),所述驱动件(31)设于工作台并驱动推板(32)运动,所述导料槽(2)呈两端开口状,所述推板(32)滑动连接于导料槽(2);所述感应器设于夹紧组件(4),所述夹紧组件(4)设于工作台。2.根据权利要求1所述的自动送料装置,其特征在于:所述料仓(1)的出料端与导料槽(2)间距设置。3.根据权利要求1所述的自动送料装置,其特征在于:所述推料组件(3)还包括缓冲件(33),所述缓冲件(33)设于推板(32)远离驱动件(31)的一侧。4.根据权利要求1所述的自动送料装置,其特征在于:所述料仓(1)包括若干个杆件(11),若干个所述杆件(11)平行且间距设置,若干个杆件(11)围设呈容置腔(12),容置腔(12)位于导料槽(2)的正上方。
技术总结
本实用新型涉及工件装夹技术领域,尤其涉及一种自动送料装置,包括工作台,料仓、导料槽、推料组件、夹紧组件及感应器;所述料仓设于工作台,所述导料槽设于工作台,所述导料槽位于料仓的下方;所述推料组件和夹紧组件分别设于导料槽相对的两侧;所述推料组件包括驱动件及推板,所述驱动件设于工作台并驱动推板运动,所述导料槽呈两端开口状,所述推板滑动连接于导料槽;所述感应器设于夹紧组件,所述夹紧组件设于工作台;通过设置位于导料槽上方的料仓,使得工件自动进入导料槽内,推料组件将工件推入夹紧组件内,加工完毕后,推料组件将待加工工件推入夹紧组件,同步地,将已加工的工件推入接料池,完成工件的自动送料目的,减少用工量。少用工量。少用工量。
技术研发人员:叶全坤 唐丽 达代皇 叶挺
受保护的技术使用者:东莞市锐嘉精密机械制造有限公司
技术研发日:2020.11.18
技术公布日:2021/9/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1