喷粉线自动机械手排料机的制作方法
1.本发明涉及刹车片制备加工领域,尤其涉及喷粉线自动机械手排料机。
背景技术:
2.盘式刹车片是汽车刹车中最关键的部件。刹车片的灵敏度皆取决于刹车片的好坏。
3.传统的刹车片完成成型加工后,需要对其外表面实施喷漆与放在烘箱中加热,传统的流水线是在烘箱门口处人工将若干片刹车片排布于烘箱轨道上。然而,在放置过程中,若流水线的速度快,人工的速度总是跟不上,若流水线速度过慢,又影响整条生产线的产量。此种放置方式不仅耗费人工成本,而且影响产量,人工放置还增加产品的损坏率;而且对操作人员的身体具有较大的危害。
技术实现要素:
4.为解决上述问题,本发明公开了喷粉线自动机械手排料机,避免人工放置产品,配合刹车片输送到烘箱内,排布精准,操作方便,提高工作效率。
5.喷粉线自动机械手排料机,包括plc控制器和依次设置的第一传送架和第二传送架;其中所述第二传送架出料端旁设有与其呈垂直设置的第三传送架;第三传送架的左、右两端旁分别设有排料装置和烘箱传送架;其中所述第二传送架的出料端依次设有红外感应器和推料气缸;所述推料气缸上设有推料机械手;所述排料装置包括排料箱和依次设置在排料箱内的若干个排料机械手组件。
6.本发明进一步优选,每个所述排料机械手组件包括排料气缸和固定在所述排料气缸上的排料机械手。
7.本发明进一步优选,每个所述排料气缸均固定在滑板上;其中所述滑板的底部与排料箱底部的定位轨道滑动适配;所述滑板的两端分别与调节气缸连接固定。
8.本发明进一步优选,每个所述排料机械手呈l型,实现端部限位。
9.本发明进一步优选,所述第一传送架的其中一侧设有限位板;所述限位板通过第二气缸固定在支撑架上;其中支撑架位于所述第一传送架侧边旁。
10.本发明进一步优选,所述限位板的侧边设有防磨衬板,防止限位时,对刹车片的侧边磨损。
11.本发明进一步优选,所述排料箱的顶部为透明状的亚克力盖板,便于工作人员及时观察排料箱的情况。
12.本发明的工作原理是:1、打开plc控制器,刹车片通过第一传送架传送,与此同时第二气缸带动限位板运动,保证刹车片在第一传送架传送的稳定性,实现侧边限位,通过第一传送架送入第二传送架上;2、通过第二传送架继续输送,当红外感应器感应到刹车片时,推料气缸带动推料
机械手将刹车片推送到第三传送架,后面的刹车片均依次这有操作,送入第三传送架;3、位于最前端的刹车片通过排料箱最前端排料气缸带动排料机械手将刹车片推送到烘箱传送架上,后续的刹车片依次对应的排料机械手组件配合推送;码放整齐一排刹车片后,烘箱传送架向前运动一下,后面刹车片这样依次循环操作;4、由于设有定位轨道可以通过调节气缸带动滑板运动,从调节排料装置的位置,配合不同的加工要求。
13.本发明的有益效果:刹车片喷粉线码料的速度,避免了人工放置不整齐且错乱的现象,间接降低了整条生产线的产量;产品码放速度提升,放置的整齐性,不但能使产线的生产效率提升,而且能让产品均匀受热,增加产品的质量,有效提高产品的市场竞争力和品牌知名度。
附图说明
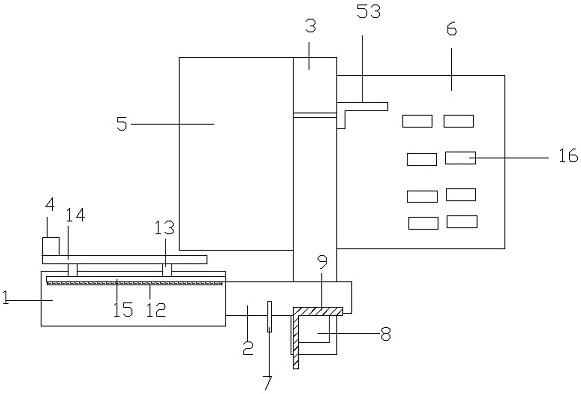
14.图1、本发明的结构示意图;图2、排料装置的俯视图;附图标记列表:其中1-第一传送架;2-第二传送架;3-第三传送架;4-plc控制器;5-排料装置;6-烘箱传送架;7-红外感应器;8-推料气缸;9-推料机械手;10-定位轨道;11-调节气缸;12-限位板;13-第二气缸;14-支撑架;15-防磨衬板;16-刹车片;51-排料箱;52-排料气缸;53-排料机械手;54-滑板。
具体实施方式
15.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
16.如图1-2所示,本实施例的喷粉线自动机械手排料机,包括plc控制器4和依次设置的第一传送架1和第二传送架2;所述第一传送架1的其中一侧设有限位板12;所述限位板12通过第二气缸13固定在支撑架14上;其中支撑架14位于所述第一传送架1侧边旁;所述限位板12的侧边设有防磨衬板15。
17.其中所述第二传送架2出料端旁设有与其呈垂直设置的第三传送架3;第三传送架3的左、右两端旁分别设有排料装置5和烘箱传送架6;其中所述第二传送架2的出料端依次设有红外感应器7和推料气缸8;所述推料气缸8上设有推料机械手9;所述排料装置5包括排料箱51和依次设置在排料箱51内的若干个排料机械手组件;所述排料箱51的顶部为透明状的亚克力盖板,便于观察。
18.每个所述排料机械手组件包括排料气缸52和固定在所述排料气缸52上的排料机械手53;每个所述排料气缸52均固定在滑板上54;其中所述滑板54的底部与排料箱51底部的定位轨道10滑动适配;所述滑板54的两端分别与调节气缸11连接固定;每个所述排料机械手53呈l型。
19.本实施例打开plc控制器4,刹车片16通过第一传送架1传送,与此同时第二气缸13
带动限位板12运动,保证刹车片16在第一传送架1传送的稳定性,实现侧边限位,通过第一传送架1送入第二传送架2上;第二传送架2继续输送,当红外感应器7感应到刹车片16时,推料气缸8带动推料机械手9将刹车片16推送到第三传送架3,后面的刹车片均依次这有操作,送入第三传送架3;其中位于最前端的刹车片16通过排料箱51最前端排料气缸52带动排料机械手53将刹车片推送到烘箱传送架6上,后续的刹车片16依次对应的排料机械手组件配合推送;码放整齐一排刹车片后,烘箱传送架3向前运动一下,后面刹车片这样依次循环操作;本实施例提高了刹车片喷粉线码料的速度,避免了人工放置不整齐且错乱的现象,间接降低了整条生产线的产量;产品码放速度提升,放置的整齐性,而且能让产品均匀受热,增加产品的质量。
20.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
技术特征:
1.喷粉线自动机械手排料机,其特征在于:包括plc控制器(4)和依次设置的第一传送架(1)和第二传送架(2);其中所述第二传送架(2)出料端旁设有与其呈垂直设置的第三传送架(3);第三传送架(3)的左、右两端旁分别设有排料装置(5)和烘箱传送架(6);其中所述第二传送架(2)的出料端依次设有红外感应器(7)和推料气缸(8);所述推料气缸(8)上设有推料机械手(9);所述排料装置(5)包括排料箱(51)和依次设置在排料箱(51)内的若干个排料机械手组件。2.根据权利要求1所述的喷粉线自动机械手排料机,其特征在于:每个所述排料机械手组件包括排料气缸(52)和固定在所述排料气缸(52)上的排料机械手(53)。3.根据权利要求2所述的喷粉线自动机械手排料机,其特征在于:每个所述排料气缸(52)均固定在滑板(54)上;其中所述滑板(54)的底部与排料箱(51)底部的定位轨道(10)滑动适配;所述滑板(54)的两端分别与调节气缸(11)连接固定。4.根据权利要求2所述的喷粉线自动机械手排料机,其特征在于:每个所述排料机械手(53)呈l型。5.根据权利要求1所述的喷粉线自动机械手排料机,其特征在于:所述第一传送架(1)的其中一侧设有限位板(12);所述限位板(12)通过第二气缸(13)固定在支撑架(14)上;其中支撑架(14)位于所述第一传送架(1)侧边旁。6.根据权利要求5所述的喷粉线自动机械手排料机,其特征在于:所述限位板(12)的侧边设有防磨衬板(15)。7.根据权利要求1所述的喷粉线自动机械手排料机,其特征在于:所述排料箱(51)的顶部为透明状的亚克力盖板。
技术总结
本发明提供喷粉线自动机械手排料机,包括PLC控制器和依次设置的第一传送架和第二传送架;其中所述第二传送架出料端旁设有与其呈垂直设置的第三传送架;第三传送架的左、右两端旁分别设有排料装置和烘箱传送架;其中所述第二传送架的出料端依次设有红外感应器和推料气缸;所述推料气缸上设有推料机械手;所述排料装置包括排料箱和依次设置在排料箱内的若干个排料机械手组件。本发明避免了人工放置不整齐且错乱的现象,间接降低了整条生产线的产量;产品码放速度提升,放置的整齐性,不但能使产线的生产效率提升,而且能让产品均匀受热,增加产品的质量。增加产品的质量。增加产品的质量。
技术研发人员:宦传方 程平 徐林 唐庆宇
受保护的技术使用者:江苏方意汽车配件制造股份有限公司
技术研发日:2021.12.30
技术公布日:2022/4/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1