自动纠偏式泡罩板图文对版机构的制作方法
1.本实用新型涉及一种泡罩包装设备,具体涉及一种泡罩包装机的自动纠偏式泡罩板图文对版机构。
背景技术:
2.泡罩包装机广泛应用于现今制药包装行业,主要用于对成药进行后期的包装分割处理。泡罩包装机对药品的包装一般要经历泡罩成型、填料、封合和冲裁过程。现有技术的泡罩包装机,热封牵引模轮将pvc泡眼带和铝箔牵引,通过热封网轮将两者进行热封封合,为更好保证药板封合质量,铝箔印有的图文图案须精确与药板对准,这就要求铝箔在与药板进行热封封合前,需要进行纠偏输送防止铝箔跑偏和折皱,同时要求铝箔被准确牵引输送。
技术实现要素:
3.鉴于背景技术的不足,本实用新型所要解决的技术问题是提供一种可保证受热封合时铝箔图案与药板精确对准,防止铝箔跑偏和折皱,同时便于铝箔穿料操作,结构简单的自动纠偏式泡罩板图文对版机构。
4.本实用新型是采用如下方案来实现的:
5.自动纠偏式泡罩板图文对版机构,包括铝箔放料轴与热封牵引模轮,其特征在于:铝箔放料轴与热封牵引模轮之间设有纠偏对版部件,纠偏对版部件包括固定的支承板,支承板上安装设有上辊组和下辊组,上辊组由前导辊、后导辊和中间的浮动纠偏辊组成,下辊组由前转折辊、后转折辊、中间的张力橡胶辊和偏心夹紧辊组成,张力橡胶辊与伺服电机传动连接,上辊组的下方设有传感器探头,传感器探头安装于调节座上。
6.采用上述技术方案后,铝箔在热封牵引模轮的牵引下从铝箔放料轴放料,首先铝箔经过前导辊、浮动纠偏辊和后导辊,前导辊、浮动纠偏辊和后导辊可保证铝箔的绷紧,确保铝箔的进给精度,同时浮动纠偏辊的弹性浮动设置能够有效防止铝箔的跑偏和折皱,然后铝箔经过前转折辊、张力橡胶辊和后转折辊,当偏心夹紧辊压紧在张力橡胶辊上时,伺服电机根据传感器探头检测铝箔上的色标位置,来控制张力橡胶辊的转速,进而控制铝箔的进给长度来实现在受热封合时铝箔图案与药板位置的精确对准,保证药板封合质量。
7.作为优选,前导辊、后导辊的左右轴端可转动设于支承板上,浮动纠偏辊的左右轴端可上下浮动设于支撑板设有的竖向长孔内,竖向长孔内设有第一弹簧对浮动纠偏辊的左右轴端进行弹性压住。上述设计可结构简单地实现浮动纠偏辊的浮动纠偏功能,自然状态下,浮动纠偏辊处于平行状态,当铝箔可能跑偏时,铝箔两端受力不均,浮动纠偏辊产生浮动对其纠正,进而防止铝箔的跑偏和折皱。
8.作为优选,前转折辊、后转折辊、张力橡胶辊的左右轴端可转动设于支承板上,偏心夹紧辊的左右轴端活动穿过支承板设有的窗孔,窗孔处固定设置偏心片,偏心片具有偏心孔,偏心夹紧辊的左右轴端可转动设于偏心孔内,偏心夹紧辊与偏心孔的接触部位设置
凸轮槽,凸轮槽的宽度大于偏心片的厚度,窗孔内侧设有第二弹簧对偏心夹紧辊的左右轴端进行弹性压住,偏心夹紧辊的一个轴端连接转动手柄。上述设计结构简单,操作转动手柄时,偏心夹紧辊的轴端会产生圆周转动,由于凸轮槽抵靠偏心片的位置发生变化,所以偏心夹紧辊的中心也会发生变化,从而使偏心夹紧辊的中心远离或靠近张力橡胶辊,当偏心夹紧辊的中心远离张力橡胶辊时,偏心夹紧辊与张力橡胶辊之间就会留出间隙,以便于铝箔的穿料操作。
附图说明
9.本实用新型有如下附图:
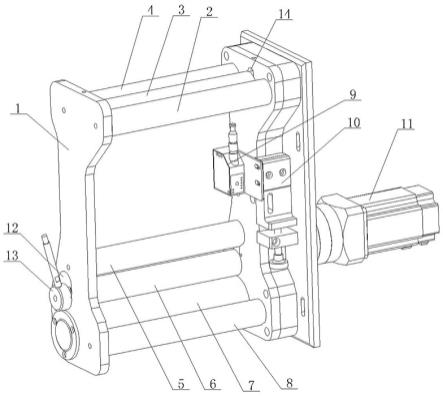
10.图1为本实用新型的结构示意图,
11.图2为本实用新型的工作状态图,
12.图3为图2的局部图并外露偏心夹紧辊的轴端,
13.图4为图3的i部放大图,
14.图5为偏心夹紧辊外露支承板处轴端的横向剖视图。
具体实施方式
15.如图所示,本实用新型的自动纠偏式泡罩板图文对版机构,包括铝箔放料轴17与热封牵引模轮15,铝箔放料轴17与热封牵引模轮15之间设有纠偏对版部件,纠偏对版部件包括固定的支承板1,支承板1上安装设有上辊组和下辊组,上辊组由前导辊2、后导辊4和中间的浮动纠偏辊3组成,下辊组由前转折辊5、后转折辊8、中间的张力橡胶辊7和偏心夹紧辊6组成,张力橡胶辊7的外侧轴端通过同步带与伺服电机11传动连接,上辊组的下方设有传感器探头9,用于铝箔上色标的检测,传感器探头9安装于调节座10上,可进行横向位置和上下位置的调节;前导辊2、后导辊4的左右轴端可转动设于支承板1上,浮动纠偏辊3的左右轴端可上下浮动设于支撑板1设有的竖向长孔14内,竖向长孔14内设有第一弹簧对浮动纠偏辊3的左右轴端进行弹性压住;前转折辊5、后转折辊8、张力橡胶辊7的左右轴端可转动设于支承板1上,偏心夹紧辊6的左右轴端活动穿过支承板1设有的窗孔,窗孔处通过螺钉固定设置偏心片12,偏心片12具有偏心孔21,偏心夹紧辊6的左右轴端可转动设于偏心孔21内,偏心夹紧辊6与偏心孔21的接触部位设置凸轮槽20,凸轮槽20的宽度大于偏心片12的厚度,窗孔内侧设有第二弹簧18通过压紧块19对偏心夹紧辊6的左右轴端61进行弹性压住,偏心夹紧辊的外侧轴端61连接转动手柄13。
16.本实用新型是这样工作的:热封牵引模轮15将pvc泡眼带b和铝箔a牵引,通过热封网轮16将两者进行热封封合,铝箔a在牵引下从铝箔放料轴17放料,首先铝箔a经过前导辊2、浮动纠偏辊3和后导辊4,前导辊、浮动纠偏辊和后导辊可保证铝箔的绷紧,确保铝箔的进给精度,同时浮动纠偏辊3的弹性浮动设置能够有效防止铝箔a的跑偏和折皱,然后铝箔经过前转折辊5、张力橡胶辊7和后转折辊8,当操作偏心夹紧辊6压紧在张力橡胶辊7上时,伺服电机11根据传感器探头9检测铝箔a上的色标位置,来控制张力橡胶辊7的转速,进而控制铝箔a的进给长度来实现在受热封合时铝箔图案与药板位置的精确对准,保证药板封合质量。
技术特征:
1.自动纠偏式泡罩板图文对版机构,包括铝箔放料轴与热封牵引模轮,其特征在于:铝箔放料轴与热封牵引模轮之间设有纠偏对版部件,纠偏对版部件包括固定的支承板,支承板上安装设有上辊组和下辊组,上辊组由前导辊、后导辊和中间的浮动纠偏辊组成,下辊组由前转折辊、后转折辊、中间的张力橡胶辊和偏心夹紧辊组成,张力橡胶辊与伺服电机传动连接,上辊组的下方设有传感器探头,传感器探头安装于调节座上。2.根据权利要求1所述的自动纠偏式泡罩板图文对版机构,其特征在于:前导辊、后导辊的左右轴端可转动设于支承板上,浮动纠偏辊的左右轴端可上下浮动设于支撑板设有的竖向长孔内,竖向长孔内设有第一弹簧对浮动纠偏辊的左右轴端进行弹性压住。3.根据权利要求1所述的自动纠偏式泡罩板图文对版机构,其特征在于:前转折辊、后转折辊、张力橡胶辊的左右轴端可转动设于支承板上,偏心夹紧辊的左右轴端活动穿过支承板设有的窗孔,窗孔处固定设置偏心片,偏心片具有偏心孔,偏心夹紧辊的左右轴端可转动设于偏心孔内,偏心夹紧辊与偏心孔的接触部位设置凸轮槽,凸轮槽的宽度大于偏心片的厚度,窗孔内侧设有第二弹簧对偏心夹紧辊的左右轴端进行弹性压住,偏心夹紧辊的一个轴端连接转动手柄。
技术总结
本实用新型公开了自动纠偏式泡罩板图文对版机构,包括铝箔放料轴与热封牵引模轮,其特征在于:铝箔放料轴与热封牵引模轮之间设有纠偏对版部件,纠偏对版部件包括固定的支承板,支承板上安装设有上辊组和下辊组,上辊组由前导辊、后导辊和中间的浮动纠偏辊组成,下辊组由前转折辊、后转折辊、中间的张力橡胶辊和偏心夹紧辊组成,张力橡胶辊与伺服电机传动连接,上辊组的下方设有传感器探头,传感器探头安装于调节座上。本实用新型可保证受热封合时铝箔图案与药板精确对准,防止铝箔跑偏和折皱,同时便于铝箔穿料操作,结构简单。结构简单。结构简单。
技术研发人员:李勇军 阮文跃 季建伟 苏谦
受保护的技术使用者:浙江佳德包装机械有限公司
技术研发日:2021.12.16
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1