来自气流成网坯件的可再循环利用3D成形产品的制作方法
来自气流成网坯件的可再循环利用3d成形产品
技术领域
1.本发明实施方案一般地涉及三维(3d)成形产品,并且特别是可在再制浆工艺中再循环利用的3d成形产品,以及用于生产此类3d成形产品的方法和气流成网坯件。
背景技术:
2.随着对环境和人为诱发的气候变化的意识不断增长,一次性使用塑料物品和产品的使用已经越来越受到质疑。然而,尽管有这种担忧,随着过去十年的生活方式和消费者习惯的新趋势,这些物品和产品的使用已经大幅增长。对此的原因之一是越来越多的货物运输到世界各地,并且这些货物需要抵御冲击或震动和/或极端温度。保护货物的常见方式是包括缓冲和/或隔离元件或产品,如包装中合适形式的插入物(inserts,嵌件)。这些可由不同的材料制成,但典型地由发泡聚合物制成,其中膨胀聚苯乙烯(eps)是迄今为止最便宜且最常见的。在一些情况下,整个包装可由eps制成。一个实例是用于必须在规定温度区间内保存的食品(如冷食,例如鱼,或热食,例如即食餐)的运输箱。然而,eps是最受质疑的塑料材料之一,并且许多品牌所有者正在为这些包装应用寻求更加可持续的解决方案。许多国家也已经开始针对一次性使用的塑料物品和产品采取立法行为,这增加了寻求替代解决方案的压力。
3.现今存在聚合物产品的更为可持续的替代品,如通过称为浆(pulp,纸浆)模塑的工艺所制造的插入物,其中将纤维悬浮液通过真空抽吸到丝网模具(wire mold)上。用于形成这样的插入物和针对不同类型的一次性使用塑料物品和产品的其他替换品的另一种技术在美国专利申请no.2010/0190020、欧洲专利no.1 446 286和国际申请no.2014/142714中有所描述,该技术涉及将通过称作气流成网的工艺所生产的多孔纤维垫采用匹配的刚性模具或者通过膜模塑热压成3d结构。
4.美国专利申请no.2010/0190020、欧洲专利no.1 446 286和国际申请no.2014/142714中所描述的方法中的粘合剂的存在从再循环利用角度提出了若干挑战。粘合剂被制备成对气流成网坯件中的纤维素和/或木质纤维素纤维具有极好的附着。它们在水中也具有极低的溶解度。因此,当在再制浆工艺中在水中剪切时,粘合剂阻止3d结构有效崩解成单一浆纤维。此外,粘合剂可能在再制浆工艺中留下发粘杂质,通常称为“胶粘物(stickies)”,这严重限制了从再制浆工艺获取的再循环利用浆的可用性。
技术实现要素:
5.一个目的是提供可再循环利用的3d成形产品以及用于制造这种3d成形产品的方法。
6.一个特定目的是提供可在再制浆工艺中再循环利用的这种3d成形产品。
7.这些和其它目的通过本发明的实施方案得到满足。
8.本发明在独立权利要求中进行限定。本发明的其他实施方案在从属权利要求中进行限定。
9.本发明的一个方面涉及一种3d成形产品。3d成形产品通过对气流成网坯件热压形成,该气流成网坯件包含浓度为按气流成网坯件的重量计至少70%的天然纤维以及浓度在按气流成网坯件的重量计2.5至多至30%的区间内选择的热塑性聚合物粘合剂。3d成形产品在再制浆工艺中是可再循环利用的。热塑性聚合物粘合剂的至少一部分在再制浆工艺的再制浆温度下是水溶性的。
10.本发明的另一方面涉及一种被配置用于热压成3d成形产品的气流成网坯件。气流成网坯件包含浓度为按气流成网坯件的重量计至少70%的天然纤维。气流成网坯件包含浓度在按气流成网坯件的重量计2.5至多至30%的区间内选择的热塑性聚合物粘合剂。气流成网坯件在再制浆工艺中是可再循环利用的,并且热塑性聚合物粘合剂的至少一部分在再制浆工艺的再制浆温度下是水溶性的。
11.本发明的另一方面涉及一种用于制造3d成形产品的方法。该方法包括将阳模工具(male tool)热压到根据以上的气流成网坯件中,或者在阳模工具与阴模工具(female tool)之间热压根据以上的气流成网坯件。
12.本发明的3d成形产品可用作由聚合物(例如膨胀聚苯乙烯)制成的相应3d成形产品和塑料餐具的更加环境友好的替换品。3d成形产品在再制浆过程中是可再循环利用的,因此可在现有的再循环利用方案中再循环利用。
附图说明
13.通过结合附图参考以下描述,可以最好地理解实施方案及其其他目的和优点,其中:
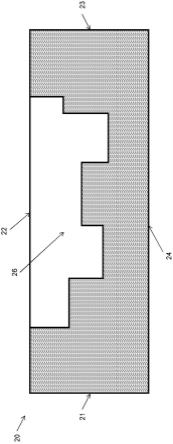
14.图1是3d成形产品的横截面的例示性实施方案;
15.图2示意性地示出了在3d成形产品的不同部分中具有不同密度的图1中的3d成形产品;
16.图3示意性地示出了在阳模工具接合气流成网坯件以产生腔体之前,对气流成网坯件热压以形成图1所显示的3d成形产品;
17.图4示意性地示出了在阳模工具接合气流成网坯件时,对气流成网坯件热压以形成图1所显示的3d成形产品;
18.图5是根据一个实施方案的阳模工具和阴模工具的示意图,它们被配置成用于对气流成网坯件热压以形成3d成形产品;
19.图6是示出根据一个实施方案的用于制造3d成形产品的方法的流程图;以及
20.图7是匙(spoon,勺子)形式的硬压的3d成形产品的例示性实施方案。
具体实施方式
21.本发明实施方案一般地涉及三维(3d)成形产品,并且特别是可在再制浆工艺中再循环利用的3d成形产品,以及用于生产此类3d成形产品的方法和气流成网坯件。
22.本发明实施方案的3d成形产品可用作由传统发泡聚合物(例如膨胀聚苯乙烯(eps))制成的相应3d成形产品的环境友好的替换品。美国专利申请no.2010/0190020、欧洲专利no.1 446 286和国际申请no.2014/142714中已经提出了聚合物产品的更可持续的替代品,其涉及将通过称作气流成网的工艺所生产的多孔纤维垫(气流成网坯件)采用匹配的
刚性模具或者通过膜模塑热压成3d结构。然而,以上所提及的文献中所生产的3d成形产品难以在现有再循环利用方案中再循环利用。这是由于在气流成网坯件中存在粘合剂。这些粘合剂被制备成对气流成网坯件中的纤维素和/或木质纤维素纤维具有极好的附着。它们在水中也具有极低的溶解度。因此,当在再制浆工艺中在水中剪切时,粘合剂阻止3d成形产品有效崩解成单一浆纤维。此外,粘合剂可能在再制浆工艺中留下发粘杂质,通常称为“胶粘物”,这严重限制了从再制浆工艺获取的再循环利用浆的可用性。
23.本发明涉及在再制浆工艺中可再循环利用的3d成形产品。因此,当在再制浆工艺中用水剪切时,3d成形产品可再制浆成单独的纤维。这意味着本发明的3d成形产品可以在现有的再循环利用方案中再循环利用。
24.一般来讲,如果气流成网坯件和由其制成的3d成形产品可在用于该特定目的的开松机(opener)中崩解,则气流成网坯件和由其制成的3d成形产品可被再循环利用,并且在可能添加额外粘合剂的情况下再次运行(run through)气流成网工艺。这实际上仅对于在生产设施内部再循环利用的耳边料(edge trim)和其它工艺废料是可能的。对于消费者和其它最终用户,这不是一种选项,因为在现有的再循环利用方案中不存在气流成网工艺。如果通过或由气流成网所生产的产品可以归入现有再循环利用级分(对其存在着已经运作的收集和再循环利用系统)之一,则将是更好的选项。由于大部分材料由可进入纸或纸板制造工艺的木纤维制成,这些将是气流成网坯件和3d成形产品所收集的天然现存的级分。在对可能导致印刷工艺中的缺陷(故障)或纸的暗色规格的杂质敏感的印刷用纸的情况下,纸板级分典型地为更好的选项。再循环利用的纸板通常被用于具有若干层的箱纸板中的中层片或瓦楞纸板中的瓦楞纸。这些对杂质(即使是降低再循环利用材料的强度的那些)不太敏感。
25.本发明的一个方面涉及一种3d成形产品20,参见图1。参见图3和4,3d成形产品20通过对气流成网坯件10热压而形成,该气流成网坯件包含浓度为按气流成网坯件10的重量计至少70%的天然纤维以及浓度在按气流成网坯件10的重量计2.5至多至30%的区间内选择的热塑性聚合物粘合剂。3d成形产品20在再制浆工艺中是可再循环利用的,并且热塑性聚合物粘合剂的至少一部分在再制浆工艺的再制浆温度下是水溶性的。
26.本发明实施方案的3d成形产品20在热压工艺中由气流成网坯件10生产。气流成网坯件10(有时也称为干法成网坯件、气流成网垫、干法成网垫、气流成网幅材或干法成网幅材)通过称为气流成网的工艺形成,其中天然纤维和粘合剂与空气混合,以形成沉积到载体上并通过加热或热成形固结或粘结的多孔纤维混合物。该气流成网坯件10的特征在于是多孔的,具有开孔泡沫的特征,且以所谓的干法成形方法生产,即通常不添加水。气流成网工艺最初描述于美国专利no.3,575,749中。气流成网坯件10可为如气流成网工艺中所生产的形式。替代地,气流成网坯件10可为至少部分加工的形式,如通过在热压之前切成给定的形式。
27.如本文所用,热压指示使气流成网坯件10暴露于通过将阳模工具30或者阳模工具30与阴模工具50压到气流成网坯件10中或者在匹配的模具(阳模工具30和阴模工具50)中模塑气流成网坯件10所施加的压力,同时将气流成网坯件10加热或暴露于热,参见图3至5。因此,热压意味着压制在高于室温的温度下,优选地在热塑性聚合物粘合剂或其至少一部分有延展性的温度下进行,或者在硬压的产品的情况下在热塑性聚合物粘合剂熔融的温度
下进行。
28.本发明实施方案的3d成形产品20在再制浆工艺中是可再循环利用的,即可再浆化。这是可能的,因为气流成网坯件10中的热塑性聚合物粘合剂的至少一部分在再制浆工艺的再制浆温度下是水溶性的。如本文所用,水溶性意味着热塑性聚合物粘合剂在再制浆工艺期间溶解或分散于水中。例如,热塑性聚合物粘合剂可在再制浆工艺的再制浆温度下溶解或分散于水中,即,形成溶液或胶态分散体,其中热塑性聚合物粘合剂作为单分子存在,并且/或者形成胶态聚集体。在一个实施方案中,如本文所用,水溶性意味着大于0.5g热塑性聚合物粘合剂/100ml水,优选地至少1g热塑性聚合物粘合剂/100ml水,并且更优选地至少5g热塑性聚合物粘合剂/100ml水,如至少10g热塑性聚合物粘合剂/100ml水的溶解度。因此,在一个实施方案中,水溶性热塑性聚合物粘合剂的至少一部分优选地具有根据以上的水溶性。
29.纸或纸板工艺中的“可再制浆性”和“可循环利用性”最广泛地使用来自german papiertechnische stiftung的pts-方法pts-rh 021/97进行测试。对于纸板产品,pts方法分两步测试可循环利用性,其中第一步是可再制浆性测试。在可再制浆性测试中,使50g材料在标准崩解机(disintegrator,分解机,粉碎机)中在如pts-方法pts-rh 021/97中所规定的条件下崩解20分钟。筛选出未分散的残余物并测定其重量。如果该未分散残余物的重量对应于初始重量(50g)的小于20%,则该材料分类为“可再循环利用的”。如果未分散残余物的重量为初始重量的20-50%,则该材料分类为“可再循环利用但值得产品设计改进”。
30.更详细地,pts-方法pts-rh 021/97包括按照din en iso5263-1:2004-12使试样崩解,但使用40℃的自来水。将稀释水倾注在样品材料上,该样品材料置于崩解机(din en iso 5263-1:2004-12的标准崩解机)中而未预溶胀。样品材料以2.5%o.d.的稠度崩解,所述稠度对应于50g o.d.的称入量和2l的浆料体积。崩解时段为20分钟(60,000转)。在崩解后,将浆(总原液)完全转移到标准分配器(zellcheming technical information sheet zm v/6/61的标准分配器)中,并用自来水稀释至10l总体积,这对应于0.5%的稠度。筛选按照zellcheming technical information sheet zm v/18/62,使用0.7mm孔径的穿孔板进行。将测试装置设定为“低冲程”模式。将对应于2g o.d.的浆料的测试部分(400ml)从分配器中取出并稀释至1000ml的总体积,将其在30秒期间填充到筛分仪中并在0.3巴的洗涤水压力下筛分5分钟。在5分钟后,切断供水和膜位移马达。打开扣环上的阀,以排出聚集在测试室下方的水。松开锁紧螺钉,并且测试室向上倾斜。后喷嘴用一只手覆盖,以防止水滴落到其上具有残余物的未保护穿孔板上。将来自穿孔板的残余物洗涤到2l罐中,并通过插入布氏漏斗中的过滤器脱水。将过滤器折叠一次,并置于干燥器中以在105℃下干燥最多至重量恒常。如果崩解残余物相对于输入不超过20%,则产品评定为“可再循环利用的”,但是如果崩解残余物为输入的20%至50%,则评定为“可再循环利用但值得产品设计改进”。
31.用于纸板产品的pts-方法pts-rh 021/97的第二部分是对杂质(尤其是在测试中加热至130℃时变得极粘的物质)的测试。在纸板制造工艺中,这样的粘性或发粘的物质可附着到机器织物和纸板机的其它基本部件,并且导致运行性问题以及对延长的、昂贵的清洁停机的需求。在纸和纸板工业中,这种类型的杂质通常称为“胶粘物”。未筛分的崩解样品中这样的胶粘物的存在使得该材料分类为“由于胶粘物而不可再循环利用”。其它杂质的存在可限制从材料获取的再循环利用浆的可用性,但不被认为是完全有害的。
32.因此,在一个实施方案中,3d成形产品20可根据pts-方法pts-rh021/97再浆化。例如,3d成形产品20的任何未分散残余物的重量在再制浆工艺中在崩解机中用水剪切20分钟时对应于3d成形产品20的重量的小于50%(重量/重量),优选地小于20%(重量/重量)。因此,在一个具体实施方案中,在如pts-方法pts-rh 021/97中所规定的条件下,将50g气流成网坯件10或3d成形产品20在标准崩解机中崩解20分钟之后,气流成网坯件10并优选地3d成形产品20导致小于50%(重量/重量),优选地小于20%(重量/重量)的未分散残余物。
33.在再制浆工艺中使用的再制浆温度典型地在20℃至100℃的范围内,如在30℃至90℃的范围内,并典型地在30℃至70℃的范围内。因此,在一个实施方案中,热塑性聚合物粘合剂的至少一部分在选自20℃至100℃的区间内,优选地在30℃至90℃的区间内,并且更优选地在30℃至70℃的区间内的温度下是水溶性的。在一个具体实施方案中,根据pts-方法pts-rh 021/97,在再制浆工艺中使用的水的温度为约40℃。因此,在一个实施方案中,热塑性聚合物粘合剂的至少一部分在40℃下是水溶性的。
34.在一个实施方案中,天然纤维是木纤维。在一个具体实施方案中,天然纤维是纤维素和/或木质纤维素纤维。因此,在一个实施方案中,天然纤维含有纤维素,如呈纤维素和/或木质纤维素的形式,即纤维素和木质素的混合物。天然纤维还可含有木质素,如呈木质纤维素的形式。天然纤维可额外含有半纤维素。在一个具体实施方案中,天然纤维是通过软木和/或硬木的化学、机械和/或化学-机械制浆所生产的纤维素和/或木质纤维素浆纤维。例如,纤维素和/或木质纤维素浆纤维为选自以下的形式:硫酸盐浆、亚硫酸盐浆、热磨机械浆(tmp)、高温热磨机械浆(htmp)、旨在用于中密度纤维板的机械纤维(mdf-纤维)、化学-热磨机械浆(ctmp)、高温化学-热磨机械浆(htctmp),以及它们的组合。
35.天然纤维也可通过其它制浆方法和/或由其它纤维素类或木质纤维素类原材料如亚麻、黄麻、汉麻(hemp)、洋麻、蔗渣、棉花、竹、秸秆或稻壳生产。
36.气流成网坯件10包含浓度为按气流成网坯件10的重量计至少70%的天然纤维。在一个优选的实施方案中,气流成网坯件10包含浓度为按气流成网坯件10的重量计至少72.5%,更优选地至少75%,如至少77.5%、至少80%、至少82.5%、至少85%的天然纤维。在一些应用中,可以使用甚至更高浓度的天然纤维,如按气流成网坯件10的重量计至少87.5%、或至少90%、至少92.5%、至少95%或至少97.5%。
37.热塑性聚合物粘合剂作为粘合剂包括在气流成网坯件10中,以使气流成网坯件10粘合在一起,并且在使用、处理和储存期间保持其形式和结构。热塑性聚合物粘合剂也可有助于构建气流成网坯件10的泡沫状结构。热塑性聚合物粘合剂在气流成网工艺期间与天然纤维相互缠结形成纤维混合物。热塑性聚合物粘合剂能够以粉末形式添加,但更通常以在气流成网工艺中与天然纤维相互缠结的纤维形式添加。替代地或另外,热塑性聚合物粘合剂可在气流成网工艺期间作为溶液、乳液或分散体添加到气流成网坯件10之中和之上。后一种技术最适于薄气流成网坯件10。
38.在一个实施方案中,热塑性聚合物粘合剂选自热塑性聚合物粉末、热塑性聚合物纤维以及它们的组合。
39.在一个实施方案中,热塑性聚合物粘合剂或其至少一部分具有不超过天然纤维的降解温度的软化点或熔点。因此,热塑性聚合物粘合剂或其至少一部分由此在热压期间不超过天然纤维的降解温度的加工温度下变得软化或熔融。这意味着热塑性聚合物粘合剂在
不使气流成网坯件10中的天然纤维降解的温度下变得有延展性或熔融。
40.在一个实施方案中,热塑性聚合物粘合剂优选地呈极性,以促进在再制浆工艺期间在水中的溶解性。极性热塑性聚合物粘合剂也对纤维素和/或木质纤维素纤维(即气流成网坯件10的天然纤维)具有良好的粘附性。
41.在一个实施方案中,热塑性聚合物粘合剂是或者包含单组分和/或双组分热塑性聚合物纤维。双组分热塑性聚合物纤维(也称为bico纤维)包含芯和鞘结构,其中芯由第一聚合物、共聚物和/或聚合物混合物制成,并且鞘由第二不同的聚合物、共聚物和/或聚合物混合物制成。在这样的实施方案中,单组分热塑性聚合物纤维在再制浆温度下是水溶性的。相应地,双组分热塑性聚合物纤维的至少鞘组分在再制浆温度下是水溶性的。在另一个实施方案中,双组分热塑性聚合物纤维的鞘组分和芯组分均在再制浆温度下是水溶性的。
42.在一个实施方案中,热塑性聚合物粘合剂是或者包含双组分聚合物纤维,如由双组分聚合物纤维组成,该双组分聚合物纤维包含由熔融温度高于在气流成网坯件10的热压期间加热气流成网坯件10的温度的材料制成的芯组分。双组分聚合物纤维还包含鞘组分,该鞘组分由熔融温度低于在气流成网坯件10的热压期间加热气流成网坯件10的温度的材料制成。
43.在该实施方案中,双组分聚合物纤维的芯组分的熔融温度高于双组分聚合物纤维的鞘组分的熔融温度。此外,芯组分的熔融温度高于在热压期间加热气流成网坯件的加工温度,而鞘组分的熔融温度低于该加工温度。这意味着芯组分不会熔融,但在热压期间有利地变得有延展性,而鞘组分将熔融或至少显著地增粘。因此,鞘组分将粘附到天然纤维,而未熔融但有延展性的芯组分提供结构支撑。这种双组分聚合物纤维实现对天然纤维的良好附着,并且即使在热压期间也同时维持着气流成网坯件的多孔结构。
44.水溶性热塑性聚合物材料的实例是聚乙烯醇(pva)、聚乙二醇(peg)、聚(2-乙基-2-噁唑啉)(peox)、聚乙烯醚(pve)、聚乙烯吡咯烷酮(pvp)、聚丙烯酸(paa)、聚甲基丙烯酸(pmaa)、它们的共聚物和它们的混合物。
45.在一个实施方案中,热塑性聚合物粘合剂是或者包含单组分热塑性聚合物纤维,如由单组分热塑性聚合物纤维组成,该单组分热塑性聚合物纤维由以下项制成:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂。
46.因此,在一个实施方案中,热塑性聚合物纤维由选自以上所提及的组的材料制成。在另一个实施方案中,热塑性聚合物纤维由选自以上所提及的组的材料以及一种或多种添加剂制成。
47.在另一个实施方案中,热塑性聚合物粘合剂是或者包含双组分热塑性聚合物纤维,如由双组分热塑性聚合物纤维组成,该双组分热塑性聚合物纤维具有由以下项制成的鞘或鞘和芯:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的一种或多种材料,以及ii)任选地一种或多种添加剂。在一个具体实施方案中,至少双组分热塑性聚合物纤维的鞘由以下项制成:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂。在这样的具体实施方案中,双组分热塑性聚合物纤维的芯也可选自该组。然而,如果双组分热塑性聚合物纤维的芯在热压中未软化以变得发粘并附着到天然纤维,则芯实际上可由在再制浆温度下不一定呈水
溶性的材料制成。这意味着芯可以由在再制浆温度下不一定呈水溶性的热塑性聚合物制成。因此,在该具体实施方案中,双组分热塑性聚合物纤维包含芯组分,该芯组分由以下项制成:i)选自聚乙烯(pe)、乙烯丙烯酸共聚物(eaa)、乙烯-乙酸乙烯酯(eva)、聚丙烯(pp)、聚苯乙烯(ps)、聚己二酸对苯二甲酸丁二醇酯(pbat)、聚琥珀酸丁二醇酯(pbs)、聚乳酸(pla)、聚对苯二甲酸乙二醇酯(pet)、聚己内酯(pcl)、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂;以及鞘组分,该鞘组分由以下项制成:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂。在另一个实施方案中,热塑性聚合物粘合剂是或者包含以下的组合(如由以下的组合组成):单组分热塑性聚合物纤维,该单组分热塑性聚合物纤维由以下项制成:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂;双组分热塑性聚合物纤维,该双组分热塑性聚合物纤维具有由以下项制成的芯和鞘:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的一种或多种材料,以及ii)任选地一种或多种添加剂;和/或双组分热塑性聚合物纤维,该双组分热塑性聚合物纤维具有由以下项制成的鞘:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂,以及由以下项制成的芯:i)选自pe、eaa、eva、pp、ps、pbat、pbs pla、pet、pcl、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂。
48.热塑性聚合物粘合剂可以由单一类型的热塑性聚合物纤维制成,即,在单组分热塑性聚合物纤维的情况下由相同的材料制成,或者在双组分热塑性聚合物纤维的情况下由相同的一种或多种材料制成。然而,还可以使用由一种或多种(即至少两种)不同的由不同材料制成的单组分热塑性聚合物纤维和/或一种或多种不同的由不同材料制成的双组分热塑性聚合物纤维制成的热塑性聚合物粘合剂。
49.在一个实施方案中,热塑性聚合物粘合剂是或者包含热塑性聚合物粉末,该热塑性聚合物粉末由以下项制成:i)选自pva、peg、peox、pve、pvp、paa、pmaa、它们的共聚物和它们的混合物的材料,以及ii)任选地一种或多种添加剂。
50.如前所提及,还可以使用作为热塑性聚合物纤维与热塑性聚合物粉末的组合的热塑性聚合物粘合剂。
51.气流成网坯件10中的热塑性聚合物粘合剂的主要部分是水溶性的。然而,气流成网坯件10可包含在再制浆工艺的再制浆温度下不溶于水的一些热塑性聚合物,只要3d成形产品20可再浆化即可,如根据pts-方法pts-rh021/97。因此,热塑性聚合物粘合剂可以是水溶性热塑性聚合物与在再制浆工艺的再制浆温度下不溶于水的热塑性聚合物的混合物,只要3d成形产品20可再浆化即可。
52.在一个实施方案中,热塑性聚合物粘合剂是水溶性的。
53.在一个实施方案中,气流成网坯件10包含浓度在按气流成网坯件10的重量计2.5至多至30%的区间内选择的热塑性聚合物粘合剂。在一些应用中,可能期望具有相对低浓度的热塑性聚合物粘合剂,如按气流成网坯件10的重量计2.5至多至15%,优选地在按气流成网坯件10的重量计4至多至15%、或按气流成网坯件10的重量计5至多至15%的区间内,如按气流成网坯件10的重量计7.5至多至15%,并且更优选地在按气流成网坯件10的重量计10至多至15%的区间内。在其它应用中,较高浓度的热塑性聚合物粘合剂可为有利的,如
按气流成网坯件10的重量计10至多至30%,例如15至多至30%。在一个具体实施方案中,气流成网坯件10包含大于15重量%但不超过30重量%的热塑性聚合物粘合剂。例如,气流成网坯件10包含浓度在按气流成网坯件10的重量计15或17.5至多至30%的区间内选择的热塑性聚合物粘合剂。在一个具体实施方案中,气流成网坯件10包含浓度在按气流成网坯件10的重量计15或17.5至多至25%,如20至多至25%的区间内选择的热塑性聚合物粘合剂。在一些应用中,可能有利的是具有相对较高浓度的热塑性聚合物粘合剂,如按气流成网坯件10的重量计大于15%,以便即使在较低压力下压制气流成网坯件10以获得多孔3d成形产品20时也保持气流成网坯件10的孔隙度和泡沫状结构。一般来讲,当在热压期间对气流成网坯件10进行如等于或高于1mpa的压力的硬压时,可以使用较低浓度的热塑性聚合物粘合剂,而如果在热压期间不对气流成网坯件10硬压并压实至高密度,则需要相对较高浓度的热塑性聚合物粘合剂。
54.在一个实施方案中,3d成形产品20被配置成保护包装的货物免受静电放电(esd)。在这样的实施方案中,气流成网坯件10是导电或半导电的。例如,气流成网坯件10可包含导电聚合物或导电纤维以使气流成网坯件10,并从而使通过对气流成网坯件10热压所形成的3d成形产品20导电或半导电。在这种情况下,气流成网坯件10优选地包含浓度为按气流成网坯件10的重量计不超过10%,并且更优选地按气流成网坯件10的重量计不超过5%的导电聚合物或纤维。在一个实施方案中,天然纤维的一部分可以用导电聚合物或纤维代替。在另一个实施方案中,粘合剂由导电聚合物制成或者包含导电聚合物。在另一个实施方案中,将这两个实施方案组合。在一个具体实施方案中,导电聚合物或纤维是碳纤维。代替或作为具有导电聚合物或纤维的补充,气流成网坯件10可包含导电或半导电填料,如炭黑,它例如可为向粘合剂的添加剂的形式。
55.因此,除了天然纤维和热塑性聚合物粘合剂之外,气流成网坯件10还可包含一种或多种添加剂。可将一种或多种添加剂添加到热塑性聚合物粘合剂并且/或者在生产热塑性聚合物粘合剂时添加。替代地或另外,可将一种或多种添加剂添加到天然纤维。替代地或另外,可将一种或多种添加剂添加到天然纤维和热塑性聚合物粘合剂,如在气流成网工艺期间。
56.这样的添加剂的例示性但非限制性实例包括导电或半导电填料、偶联剂、阻燃剂、染料、抗冲改性剂等。
57.在一些应用中,可能希望如通过加热来密封3d成形产品20的一些或全部表面,以防止从一个或多个表面向包装货物上脱绒(linting,掉毛)。在热压中经过热处理的表面将被密封,并且不需要任何额外的(热)密封。至少一个待密封的表面可以在热压操作之前或之后如通过加热来密封。因此,在一个实施方案中,3d成形产品20包含至少一个表面21、23,该至少一个表面被热密封以抑制从至少一个表面21、23的脱绒。图1示出了具有上表面22、底表面24和两个端表面21、23的3d成形产品20。在热压中,在上表面22中形成3d成形腔体26,从而向3d成形产品20赋予3d形状。然后,端表面21、23可以未由气流成网坯件10加工,或者可以通过锯切、切割或冲压气流成网坯件10以产生这些端表面21、23而产生。在这种情况下,可能优选的是热密封这些表面21、23以防止或至少阻抑或抑制脱绒。上表面22或其至少一部分已被热压,因此通常不需要其热密封。底表面24的热密封可取决于气流成网坯件10的底表面是否在热压期间暴露于任何热而施加。
58.在一些应用中,3d成形产品20或其至少一部分可以用表面层如热塑性聚合物膜或非织造纺织物进行层压。这既可以防止脱绒,又可以向表面增加额外功能,如防潮、触觉特性、颜色和设计。膜或非织造纺织物可以由任何常见的热塑性聚合物制成。然而,膜或非织造纺织物应当在再制浆工艺中溶解或剥离3d成形产品20,从而在再制浆工艺期间被除去。实例包括此前所提及的用作热塑性聚合物粘合剂的热塑性聚合物材料。该层可以通过半熔融或用水溶性热熔胶附着并且/或者如通过挤出直接施加到气流成网坯件10或3d成形产品20上而热层压到气流成网坯件10上。在一个实施方案中,层压到3d成形产品20的至少一个表面或其一部分上的膜是导电或半导电的,以提供包装货物的esd保护。
59.在一个实施方案中,表面层通过水溶性热熔胶并且/或者通过水溶性粘合剂膜附着到3d成形产品20的至少一个表面。
60.在另一个实施方案中,可以通过将表面层喷涂到3d成形产品20或气流成网坯件10的一个或多个表面上来施加表面层。该层则可以包含可制备为溶液、乳液或分散体的任何物质,如热塑性聚合物;天然聚合物,如淀粉、琼脂、瓜尔胶或刺槐豆胶、微纤丝化或纳米纤丝化纤维素或木质纤维素或它们的混合物。此外,表面层可包含为表面层和3d成形产品20提供额外功能的其它物质,如乳化剂、稳定剂、导电剂等。
61.实施方案的3d成形产品20可以用作传统上由塑料制成的一次性使用物品和产品的环境友好的替代品。例如,3d成形产品20可以制造成用于包装或容纳食品的杯、托盘、碗或烧杯。可再循环利用的3d成形产品20还可以是可再循环利用的一次性使用餐具制品的形式,包括例如刀、叉、匙和搅拌器,如图7中所示意性显示。在这些情况下,热压在相对较高的压力下执行,以将3d成形产品20的密度增加到气流成网坯件10的密度的约10至50倍,从而使材料完全固结。如本文进一步所描述,这些高压优选地等于或高于1mpa,如等于或高于5mpa,优选地等于或高于10mpa,如等于或高于15mpa或等于或高于20mpa。如图7中所显示,通过在这样的高压下热压气流成网坯件10所获得的3d成形产品20典型地具有至少500kg/m3,如至少600kg/m3或700kg/m3,优选地至少750kg/m3或甚至更高,如至少800kg/m3或甚至至少1000kg/m3的平均密度。
62.3d成形产品20可以是用于包装货物的缓冲和/或热绝缘的3d成形包装产品20的形式,如货物的包装和保护中合适形式的插入物(inserts,嵌件)。在这些应用中,3d成形产品20优选地即使在热压之后仍保持气流成网坯件10的孔隙度和开孔泡沫结构的至少一部分,并因此具有优异的减震和绝热特性。因此,3d成形产品20可生产成具有适于在运输和/或存储期间保护货物的几何形状,即3d形状。保持气流成网坯件起始材料的多孔特征意味着3d成形产品20不仅可用于保护消费货物和产品,而且还可用于保护重型设备免受冲击。此外,与具有薄横截面的紧密和致密的3d成形产品相比,多孔3d成形产品20具有改善的绝热特性。这意味着3d成形产品也可以或可替代地用于存储和/或运输需要保持冷的货物,如冷供应品(provisions,供给品),或者需要保持热或温热的货物,如即食餐。
63.在这样的实施方案中,与以上对硬压的气流成网坯件10所描述的相比,在热压期间使用相对较低的平均压力。如本文进一步所例示,气流成网坯件10优选地在等于或低于200kpa,如等于或低于175kpa,或优选地等于或低于150kpa的平均压力下热压。在一个实施方案中,平均压力定义为在热压期间施加的力除以气流成网坯件10的面积。
64.通过在这样的低平均压力下对气流成网坯件10热压所获得的3d成形产品20典型
地具有15至240kg/m3区间内的密度。在一个优选的实施方案中,3d成形产品20的密度选择在15至200kg/m3的区间内,优选地在15至150kg/m3的区间内,并且更优选地在15至100kg/m3的区间内。在一个具体实施方案中,3d成形产品20的密度选择在20至75kg/m3的区间内,优选地在25至70kg/m3的区间内,并且更优选地在25至65kg/m3的区间内。
65.在一个实施方案中,3d成形产品20的密度小于气流成网坯件10的密度的四倍。
66.这些实施方案的3d成形产品20在热压工艺中由气流成网坯件10生产,其保持着气流成网坯件10的孔隙度的至少一些。因此,3d成形产品20的密度小于气流成网坯件10的密度的四倍。生产具有薄横截面的致密3d成形产品的现有技术热压工艺典型地将3d成形产品的密度增加到气流成网坯件的密度的几十倍,如10至50倍。现有技术3d成形产品的密度的显著增加意味着气流成网坯件的大部分孔隙度损失,导致致密和紧密的纤维结构。形成鲜明对比的根据这些实施方案的相对较低的密度增加还在所形成的3d成形产品20中保持着气流成网坯件10的多孔结构。
67.如本文所用,3d成形产品20的密度是3d成形产品20的平均或平均值密度。这意味着3d成形产品20可以含有具有不同孔隙度并由此不同密度的部分或部件25a、25b、25c、25d、25e,参见图2。这是由于在热压中采用的阳模工具30的形状所致的以不同水平或量对气流成网坯件10的不同部分进行热压的缘故,参见图3和4。3d成形产品20的不同部分25a、25b、25c、25d、25e中的不同密度在图2中以不同的灰度模式示意性地显示。例如,与阳模工具30的突出结构32对齐的气流成网坯件10的部分与气流成网坯件10的其它部分相比被更硬地压制和压实。因此,与阳模工具30的突出结构32对齐的3d成形产品20的部件25c、25e将具有与3d成形产品20的其他部分25a、25b、25d相比更高的密度。然而,3d成形产品20的密度是平均或平均值密度而非其不同部分的密度,并且表示3d成形产品20的总质量除以3d成形产品20的体积(不包括通过阳模工具30和/或阴模工具50在热压期间所形成的3d成形产品20中的任何腔体26),参见图5。
68.在一个实施方案中,3d成形产品20的密度等于或小于气流成网坯件10的密度的三倍。在一个具体实施方案中,3d成形产品20的密度等于或小于气流成网坯件10的密度的两倍。
69.因此,根据本发明,与气流成网坯件10的密度相比,气流成网坯件10的热压导致3d成形产品20的密度增加不超过300%,优选地不超过250%,并且更优选地不超过200%、150%或最优选不超过100%。
70.然而,由于阳模工具30或者阳模工具30和阴模工具50热压到气流成网坯件10中,与气流成网坯件10的密度相比,热压优选地导致3d成形产品20的密度增加。热压所致的密度增加优选地为至少10%,如至少12.5%、至少15%、至少17.5%、至少20%、至少22.5%、至少25%、或甚至更高,如至少30%、至少40%、至少50%、至少60%、至少70%、至少80%、至少90%或至少100%。
71.在各种实施方案中,热压所致的密度增加为至少12.5%,但不超过300%,如至少15%但不超过275%、至少17.5%但不超过250%、至少20%但不超过225%,如至少22.5%但不超过200%。
72.在一个实施方案中,气流成网坯件10的密度选择在10至60kg/m3的区间内。
73.在一个实施方案中,气流成网坯件10的厚度为至少20mm,优选地至少30mm并且更
优选地至少40mm、或甚至更厚,如至少50mm、至少60mm、至少70mm、至少80mm或至少90mm。在一个具体实施方案中,气流成网坯件10的厚度为至少100mm,如至少150mm、至少200mm、或至少250mm。还可以具有厚度为至少300mm的非常厚的气流成网坯件10。因此,这样的实施方案使用相当厚的气流成网坯件10来获得适于缓冲和/或热绝缘的3d成形产品20,即使是在热压之后。气流成网坯件10的厚度可基于所得的3d成形产品20的特定用途进行选择,如基于3d成形产品20的缓冲和/或隔离要求并且/或者基于待由3d成形产品20保护的包装货物的几何形状。
74.相应地,3d成形产品20的厚度可为至少10mm,优选地至少15mm,如至少20mm或至少25mm,并且更优选地至少30mm,如至少35mm、或至少40mm、或甚至更厚,如至少45mm或至少50mm。在一个实施方案中,当气流成网坯件10热压成3d成形产品20时,使用如等于或低于200kpa的低平均压力。该低平均压力保持气流成网坯件10的大部分厚度。气流成网坯件10的热压可以不同地硬地(hard)压气流成网坯件10的不同部分。因此,3d成形产品20的一些部分的厚度可以与气流成网坯件10的厚度基本上相同或者仅略小于气流成网坯件10的厚度。在一个具体实施方案中,3d成形产品20的与待保护货物接触的至少那些部分优选地具有以上所提及的厚度。
75.本发明的另一方面涉及一种被配置用于热压成3d成形产品20的气流成网坯件10。气流成网坯件10包含浓度为按气流成网坯件10的重量计至少70%的天然纤维。气流成网坯件10还包含浓度在按气流成网坯件10的重量计2.5至多至30%的区间内选择的热塑性聚合物粘合剂。气流成网坯件10在再制浆工艺中是可再循环利用的,并且热塑性聚合物粘合剂的至少一部分在再制浆工艺的再制浆温度下是水溶性的。
76.结合3d成形产品20所讨论的热塑性聚合物粘合剂和天然纤维的各种实施方案的以上公开内容也可适用于本发明的气流成网坯件10。
77.实施方案的另一方面涉及一种用于制造3d成形产品20的方法,参见图3至6。该方法包括在步骤s1中将阳模工具30热压到根据本发明的气流成网坯件10中以形成3d成形产品20。
78.在一个实施方案中,图6中的步骤s1包括将加热的阳模工具30热压到气流成网坯件10中。在该实施方案中,加热的阳模工具30优选地加热到在120℃至多至210℃的区间内,优选地在120℃至多至190℃的区间内选择的温度。因此,在该实施方案中,气流成网坯件10的加热通过使用加热的阳模工具30来实现。阳模工具30则可包括加热元件38,这些加热元件优选地是可控的加热元件38以将阳模工具30加热至用于热压的期望的温度。阳模工具30的温度典型地取决于气流成网坯件10中的天然纤维和热塑性聚合物粘合剂的类型以及步骤s1中的热压的循环时间。然而,以上所呈现的区间适于天然纤维、热塑性聚合物粘合剂和循环时间的大多数组合。
79.在一个实施方案中,将气流成网坯件10定位在基础压板40上,如图3和4所显示。在一个实施方案中,图6中的步骤s1包括将加热的阳模工具30热压到定位在具有等于或低于环境温度的温度的基础压板40上的气流成网坯件10中。
80.在这些实施方案中,气流成网坯件10的加热通过阳模工具30来实现,而基础压板40处于环境温度,典型地室温,或者甚至可以被冷却。使基础压板40处于环境温度或甚至冷却可以降低在步骤s1中的热压期间将气流成网坯件10加热过多的风险,否则这可能具有降
解天然纤维、熔融热塑性聚合物粘合剂以及破坏气流成网坯件10和所形成的3d成形产品20的多孔结构的负面后果。
81.但是,在步骤s1中的热压期间,即使与加热的阳模工具30组合,也可以将气流成网坯件10定位在加热的基础压板40上。在这种情况下,在热压期间,面向加热的基础压板40的气流成网坯件10的下侧也将被热密封。
82.在另一个实施方案中,参见图5,步骤s1包括将加热的阳模工具30和加热的阴模工具50热压到定位在加热的阳模工具30与加热的阴模工具50之间的气流成网坯件10中,以形成具有至少部分地由阳模工具30和阴模工具50限定的3d形状的3d成形产品20。在一个实施方案中,阳模工具30在所形成的3d成形产品20中形成3d成形腔体26,而阴模工具50包含限定3d成形产品20的外部几何形状和3d成形腔体52的3d形状。
83.匹配的阳模工具30和阴模工具50也可在热压期间类似于模具使用以形成3d成形产品20,如餐具或其它产品形式,对于大多数部件而言,其具有薄且固结的横截面。在这种情况下,气流成网坯件10在热压期间定位在阳模工具30与阴模工具50之间,以形成具有至少部分地由阳模工具30和阴模工具50限定的3d形状的3d成形产品20。
84.在一个实施方案中,阳模工具30和阴模工具50均加热至优选地在120℃至多至210℃的区间内,优选地在120℃至多至190℃的区间内选择的温度。阳模工具30和阴模工具50可加热至相同的温度或不同的温度。在另一个实施方案中,阳模工具30和阴模工具50之一被加热,而另一者处于环境温度。
85.在以上所呈现的实施方案中,在步骤s1中的热压中使用的工具30、50中的至少一者被加热。在另一个实施方案中,该方法包括在图6的步骤s1中,将阳模工具30热压到气流成网坯件10中或者在阳模工具30与阴模工具50之间压制或模塑气流成网坯件10之前,对气流成网坯件10的至少一部分进行加热。
86.因此,加热气流成网坯件10,而非加热阳模工具30和/或任何阴模工具50,优选地在热压操作之前。然后,优选地将气流成网坯件10加热至热塑性聚合物粘合剂或其至少一部分处于有延展性但未熔融状态的温度。对于大多数热塑性聚合物粘合剂而言,该温度在80℃至多至180℃的区间内,如100℃至多至180℃或120℃至多至160℃。因此,在一个实施方案中,气流成网坯件10优选地加热至80℃至多至180℃的区间内的温度。
87.在该实施方案中,阳模工具30和基础压板40或阴模工具50可独立地处于环境温度(如室温)或被冷却。
88.在一个实施方案中,气流成网坯件10的加热可以与加热的阳模工具30或者其中至少一者被加热的阳模工具30和阴模工具50的使用组合。
89.在一些应用中,尤其是对于硬压的产品,气流成网坯件10需要在热压之前如通过加热来干燥。在这种情况下,可将气流成网坯件10在热压之前加热,然后在热压操作中由加热的工具30、50进一步加热。
90.在一个实施方案中,3d成形产品20的总体3d形状至少部分地由有时在3d成形产品20内形成至少一个腔体26的阳模工具30且由至少部分地限定3d成形产品20的外部形状的任选的阴模工具50进行限定。3d成形产品20的3d形状和几何形状至少部分地基于应当由3d成形产品20保护的包装货物的形状或者由3d成形产品20的预期用途(如食品容器等形式)进行选择。
91.在一个实施方案中,步骤s1包括在等于或低于200kpa的平均压力下将阳模工具30热压到气流成网坯件10中。在一个具体实施方案中,将阳模工具30在等于或低于175kpa,并且更优选地等于或低于150kpa的压力下热压到气流成网坯件10中。在实施方案中,在气流成网坯件10在阳模工具30与阴模工具50之间硬压的情况下,可以使用高于1mpa的压力,包括高于5mpa、高于10m pa、高于15mpa或甚至高于20mpa。
92.该方法还可包括将气流成网坯件10和/或3d成形产品20切割成期望形状的额外步骤,如通过锯、切割器、或冲压模具。该切割操作可以在热压之前,与热压同时并且/或者在热压之后执行。
93.在一个实施方案中,图6的步骤s1在没有水的情况下执行。因此,在热压操作期间不添加水。气流成网坯件10优选地处于环境平衡含水量或者可被干燥。
94.以上所描述和图6所显示的方法适于形成根据本发明的3d成形产品20。
95.上述实施方案应理解为本发明的几个例示性实例。本领域的技术人员将理解,在不脱离本发明的范围的情况下,可以对实施方案进行各种修改、组合和改变。特别地,在技术上可能的情况下,不同实施方案中的不同部分解决方案可以在其他配置中组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1