不变形、不断裂的条状产品夹的持输送装置及筛分设备的制作方法
1.本发明涉及条状产品加工设备领域,尤其涉及一种不变形、不断裂的条状产品的夹持输送装置及筛分设备。
背景技术:
2.条状产品如筷子的生产过程中,因其细长的结构,为对其平稳输送,条状产品通常横设于输送装置上。现有条状产品的输送装置,如中国专利申请号为201920837686.8的专利文件中所述,大体包括输送带,输送带上设有槽道,输送时,条状产品与输送带上的槽道一一对应,横置限位于输送带上的槽道内,由输送带带动进行输送。输送装置作为生产过程中一环,需与各工序的需求相对应,同一输送装置可能并不适用于生产过程中的所有工序。上述所述的条状产品输送装置,也是如此,其输送过程中,由于条状产品限位于输送带上的槽道内后,条状产品的部分结构被遮挡,以及其它的一些原因,使得其无法适用于需要观察到条状产品整个面貌的工序。
3.且,条状产品加工成型后,还常需对其品质进行检测,并根据品质的不同对不变形、不断裂的条状产品进行筛分,如筛分成精品、合格品、次品等,或对不同颜色的条状产品进行区分。传统条状产品的筛分方法,主要是采用人工肉眼观测,并手动筛分;该种筛分方法,不仅工作人员眼部易视觉疲劳,劳动强度大,筛分速度慢,工作效率低,且肉眼检测筛分的误差较大,每个工作人员肉眼筛分的结果也各不同,筛分准确率较低。
技术实现要素:
4.本发明的目的一在于提供一种不变形、不断裂的条状产品的夹持输送装置。
5.实现本发明目的的技术方案是:一种不变形、不断裂的条状产品的夹持输送装置,包括第一输送机构,所述第一输送机构上设有若干夹持机构,所述夹持机构包括沿所述第一输送机构宽度方向排列设置的第一侧夹持部和第二侧夹持部;所述第一侧夹持部包括第一安装座和第一侧夹具,所述第一安装座固定安装于所述第一输送机构上,所述第一侧夹具安装于所述第一安装座上;所述第二侧夹持部包括第二安装座、压簧和滑动组件,所述第二安装座固定安装于所述第一输送机构上,所述第二安装座上横向设有滑轨,所述滑动组件包括滑座、第二侧夹具和导向件,所述滑座滑动安装于所述滑轨上,所述第二侧夹具和所述导向件均固定安装于所述滑座上,所述第二侧夹具与所述第一侧夹持部的所述第一侧夹具相对,所述压簧水平横设,所述压簧靠近所述第一侧夹持部的一端顶触于所述滑动组件,所述压簧远离所述第一侧夹持部的一端顶触于所述第二安装座;所述第一输送机构上条状产品输送路径上设有输入工位和输出工位,所述输入工位和所述输出工位上各设有一凸轮块,所述凸轮块固定安装于一机架上,所述凸轮块上设有导向轨道,所述导向轨道位于所述导向件的输送路径上,所述导向轨道为向远离所述第一侧夹持部一侧凸出的曲面。
6.进一步地,所述第一侧夹具具有第一夹槽,所述第二侧夹具具有第二夹槽,所述第一夹槽的槽口和所述第二夹槽的槽口相对。所述第一侧夹具和所述第二侧夹具夹住所述条状产品时,所述条状产品的两端分别位于所述第一侧夹具的所述第一夹槽和所述第二侧夹具的所述第二夹槽内,所述第一夹槽和所述第二夹槽可对所述条状产品的两端进行限位,使所述第一侧夹具和所述第二侧夹具夹住所述条状产品进行输送时,可更稳定。
7.进一步地,所述第二安装座上固定安装有与所述压簧平行的第一导杆,所述滑座上固定安装有第二导杆,所述第二导杆与所述第一导杆同轴且间隔,所述第二导杆与所述第一导杆的间距大于所述导向轨道向远离所述第一侧夹持部一侧凸出的宽度;所述压簧远离所述第一侧夹持部的一端套设于所述第一导杆上,所述压簧靠近所述第一侧夹持部的一端套设于所述第二导杆上。所述第一导杆和所述第二导杆的设置,用于对所述压簧的两端进行限位的同时,还可对所述压簧的形变进行导向,使所述压簧不会弯折。其中,所述第二导杆与所述第一导杆的间距大于所述导向轨道向远离所述第一侧夹持部一侧凸出的宽度,其作用是保证所述导向件在所述凸轮块的作用下,所述滑座移动,所述压簧的形变量可让所述导向件顺利通过所述凸轮块。
8.进一步地,所述导向件为中心轴垂直设置的导轮。所述导向件可以为杆体,也可以为导轮或轴承等,相比其它,导轮好安装,且所述导向件沿所述导向轨道移动时,滚动的导轮与所述导向轨道间为滚动摩擦,摩擦力小,所述导向件和所述导向轨道均不易磨损。
9.进一步地,所述第一输送机构包括水平排列设置的两输送设备,所述第一侧夹持部和所述第二侧夹持部分别设于两所述输送设备上;所述机架上横设有两根导向杆,两所述输送设备中至少其一滑动安装于所述机架的两所述导向杆上,所述机架上还穿设有与所述机架螺纹配合的调节螺杆,所述调节螺杆与所述导向杆平行,所述调节螺杆与滑动安装于所述导向杆上的所述输送设备一一对应,所述调节螺杆与相对应的所述输送设备可转动连接固定。所述第一输送机构可由一个输送设备构成,也可由两个排列的输送设备构成。由于条状产品的长度相对较长,由条状产品的两端夹持条状产品以对条状产品进行输送时,所述第一输送机构的宽度要求也较大。所述第一输送机构由两个排列的输送设备构成时,一方面,其结构简单的同时,通过两输送设备的位置的设置,即可满足所述第一输送机构宽度较大的要求;另一方面,所述第一输送机构由两个排列的输送设备构成后,通过调整两输送设备的位置,即可调节所述第一输送机构的宽度,从而让所述第一输送机构的设置更为灵活。本发明上述设置下,两所述输送设备中至少其一滑动安装于所述机架的两所述导向杆上,旋转所述调节螺杆,带动相应的所述输送设备,使相应的所述输送设备沿所述导向杆移动,进而可调整所述第一输送机构的宽度,使所述第一输送机构可应用于不同尺寸的条状产品的夹持输送中。
10.本发明不变形、不断裂的条状产品的夹持输送装置,通过所述第一输送机构上所述夹持机构、以及所述输入工位和所述输出工位处所述凸轮块的设置,使所述夹持机构在所述凸轮块的作用下,可自动夹住条状产品,条状产品被夹住后可随所述第一输送机构自行输送,输送到位后,再在所述所述凸轮块的作用下,自动放开条状产品,条状产品被输送的整个过程自动化程度高,使用便捷;且所述第一输送机构上所述夹持机构夹持条状产品进行输送时,其是由条状产品的两端进行夹持的,输送过程中条状产品周向的整个部位均无遮挡,其适用于需要观察到条状产品整个面貌的工序中,如条状产品筛分的工序中。
11.本发明的目的二在于提供一种不变形、不断裂的条状产品的筛分设备。
12.一种不变形、不断裂的条状产品的筛分设备,包括输送装置,所述输送装置包括本发明所述的夹持输送装置和躺置输送装置,所述夹持输送装置与所述躺置输送装置上条状产品输送路径相连接;所述躺置输送装置包括第二输送机构,所述第二输送机构上水平设有若干条状产品放置槽位,所述条状产品放置槽位的两端敞开;所述夹持输送装置中所述第一输送机构垂直向侧方设有获取条状产品除两端之外的身体表面图像数据的身体成像摄像机,所述第二输送机构水平两侧各设有获取条状产品相应侧端部表面图像数据的端部成像摄像机。本发明不变形、不断裂的条状产品的筛分设备,通过所述夹持输送装置和所述躺置输送装置前后以不同的状态对条状产品进行输送,使两次不同的输送过程中,条状产品可露出不同部位,同时配以所述身体成像摄像机和所述端部成像摄像机,分次对由所述夹持输送装置和所述躺置输送装置进行输送的条状产品的不同部位进行拍摄,以便最终可得到条状产品完整的表面图像数据,条状产品表面图像数据更为齐全、完整,分级时精确度也更高。
13.进一步地,所述输送装置还包括倾斜输送装置,所述夹持输送装置、所述躺置输送装置和所述倾斜输送装置上条状产品输送路径首尾相连,所述夹持输送装置和所述躺置输送装置均位于所述倾斜输送装置靠近所述输送装置输入端的一侧;所述倾斜输送装置包括倾斜设设置的倾斜输送机构,所述倾斜输送机构上水平设有条状产品安置槽位,所述倾斜输送机构上条状产品输送路径的下侧设有一组以上的气嘴,所述气嘴朝向所述倾斜输送机构上条状产品输送路径。本发明不变形、不断裂的条状产品的筛分设备,通过在所述夹持输送装置和所述躺置输送装置靠近所述输送装置输出端的一侧设置所述倾斜输送装置,并在所述倾斜输送机构上条状产品输送路径的下侧设置一组以上的气嘴,使所述输送装置输送条状产品的过程中,可先通过所述身体成像摄像机和所述端部成像摄像机对条状产品进行拍摄,获取条状产品表面的图像数据,根据条状产品的图像数据,对条状产品的品质进行分级或不同颜色进行判断,再通过气嘴将不同等级或不同颜色的条状产品区分开来,以实现不同品质或不同颜色的条状产品的筛分。本发明不变形、不断裂的条状产品的筛分设备,所述身体成像摄像机、所述端部成像摄像机和所述气嘴均可智能化控制,其在控制系统的控制下,易形成一套全自动化的筛分装置,该筛分装置不仅工作效率高,检测速度快,且其智能化的检测、筛分不再依赖人工肉眼,人工劳动强度大大减少,筛分结果的准确性也大大提高。
14.进一步地,每组所述气嘴对应设有一收集盒,所述收集盒位于对应的所述气嘴的气路上。所述气嘴将不同颜色或相对应等级的条状产品吹出所述倾斜输送机构后,让条状产品落入到相对应的所述收集盒内进行收集。
15.进一步地,所述夹持输送装置、所述躺置输送装置和所述倾斜输送装置沿所述输送装置的输送方向依次分布,其中,所述第二输送机构和所述倾斜输送机构一体成型。所述夹持输送装置和所述躺置输送装置位置,可以是所述夹持输送装置在所述躺置输送装置靠近所述输送装置输送端的一侧,也可以是所述躺置输送装置在所述夹持输送装置靠近所述输送装置输送端的一侧;所述第二输送机构和所述倾斜输送机构可以是分体结构,由两个单独的输送设备构成,也可以一体成型,由同一输送设备的两段构成。所述夹持输送装置在所述躺置输送装置靠近所述输送装置输送端的一侧,所述夹持输送装置、所述躺置输送装
置和所述倾斜输送装置所述输送装置的输送方向依次分布时,由于所述第二输送机构上具有条状产品放置槽位,所述倾斜输送机构上具有条状产品安置槽位,所述躺置输送装置和所述倾斜输送装置的结构基本相同,故可让所述第二输送机构和所述倾斜输送机构一体成型,由同一输送设备构成,如此,使得设置更便捷。
16.进一步地,所述输送装置还包括进料装置,所述进料装置、所述夹持输送装置、所述躺置输送装置和所述倾斜输送装置沿所述输送装置的输送方向依次分布且条状状品输送路径依次连接,所述进料装置包括进料输送机构,所述进料输送机构上水平设有若干料进槽,所述进料输送机构的输入端位于一进料仓内。工作时,条状产品置于所述进料仓内,由于所述进料输送机构的输入端位于所述进料仓内,所述进料仓内的条状产品会进入到所述进料输送机构上的所述料进槽内,由所述进料输送机构输送到所述夹持输送装置的所述输入工位处。该设置下,可实现自动进料,让进料更为方便,设备的自动化程度更高。
17.本发明不变形、不断裂的条状产品的筛分设备,通过在所述夹持输送装置和所述躺置输送装置靠近所述输送装置输出端的一侧设置所述倾斜输送装置,并在所述倾斜输送机构上条状产品输送路径的下侧设置一组以上的气嘴,使所述输送装置输送条状产品的过程中,可先通过所述身体成像摄像机和所述端部成像摄像机对条状产品进行拍摄,获取条状产品表面的图像数据,根据条状产品的图像数据,对条状产品的品质进行分级或不同颜色进行判断,再通过气嘴将不同等级或不同颜色的条状产品区分开来,以实现不同品质或不同颜色的条状产品的筛分。
18.本发明不变形、不断裂的条状产品的筛分设备,所述身体成像摄像机、所述端部成像摄像机和所述气嘴均可智能化控制,其在控制系统的控制下,易形成一套全自动化的筛分装置,该筛分装置不仅工作效率高,检测速度快,且其智能化的检测、筛分不再依赖人工肉眼,人工劳动强度大大减少,筛分结果的准确性也大大提高。
附图说明
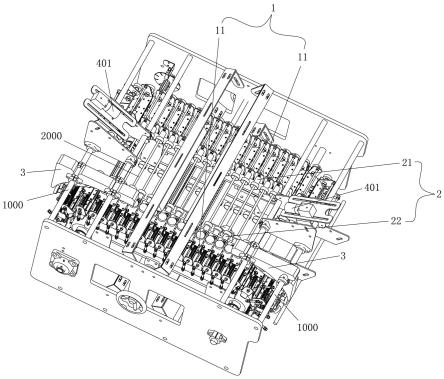
19.图1是本发明不变形、不断裂的条状产品的夹持输送装置的立体结构示意图;图2是本发明不变形、不断裂的条状产品的夹持输送装置的立体结构简图;图中仅示出部分夹持机构;图3是本发明不变形、不断裂的条状产品的夹持输送装置的主视结构简图;图中仅示出部分夹持机构;图4是本发明不变形、不断裂的条状产品的夹持输送装置的夹持机构的结构示意图;图5是本发明不变形、不断裂的条状产品的夹持输送装置的夹持机构的第一侧夹持部的结构示意图;图6是本发明不变形、不断裂的条状产品的夹持输送装置的夹持机构的第二侧夹持部的结构示意图;图7是本发明不变形、不断裂的条状产品的夹持输送装置的凸轮块的立体结构示意图;图8是本发明不变形、不断裂的条状产品的夹持输送装置的凸轮块的仰视结构示意图;
图9是本发明不变形、不断裂的条状产品的夹持输送装置的第一输送机构的输送设备安装于导向杆上的结构示意图;图10是本发明不变形、不断裂的条状产品的筛分设备的立体结构示意图;图11是本发明不变形、不断裂的条状产品的筛分设备的主视结构示意图;图12是本发明不变形、不断裂的条状产品的筛分设备的左视结构示意图;图13是本发明不变形、不断裂的条状产品的筛分设备的身体成像摄像机的分布结构示意图;图14是本发明不变形、不断裂的条状产品的筛分设备的躺置输送装置和倾斜输送装置的立体结构示意图;图15是本发明不变形、不断裂的条状产品的筛分设备的进料装置的结构示意图。
具体实施方式
20.下面结合附图对本发明不变形、不断裂的条状产品的夹持输送装置及筛分设备的较佳实施方式作详细的说明:如图1至图9所示,一种不变形、不断裂的条状产品的夹持输送装置,包括第一输送机构1,所述第一输送机构1上设有若干夹持机构2,所述夹持机构2包括沿所述第一输送机构1宽度方向排列设置的第一侧夹持部21和第二侧夹持部22;所述第一侧夹持部21包括第一安装座211和第一侧夹具212,所述第一安装座211固定安装于所述第一输送机构1上,所述第一侧夹具212安装于所述第一安装座211上;所述第二侧夹持部22包括第二安装座221、压簧222和滑动组件220,所述第二安装座221固定安装于所述第一输送机构1上,所述第二安装座221上横向设有滑轨2211,所述滑动组件220包括滑座223、第二侧夹具224和导向件225,所述滑座223滑动安装于所述滑轨2211上,所述第二侧夹具224和所述导向件225均固定安装于所述滑座223上,所述第二侧夹具224与所述第一侧夹持部21的所述第一侧夹具212相对,所述压簧222水平横设,所述压簧222靠近所述第一侧夹持部21的一端顶触于所述滑动组件220,所述压簧222远离所述第一侧夹持部21的一端顶触于所述第二安装座221;所述第一输送机构1上条状产品输送路径上设有输入工位101和输出工位102,所述输入工位101和所述输出工位102上各设有一凸轮块3,所述凸轮块3固定安装于一机架1000上,所述凸轮块3上设有导向轨道31,所述导向轨道31位于所述导向件225的输送路径上,所述导向轨道31为向远离所述第一侧夹持部21一侧凸出的曲面。
21.本发明不变形、不断裂的条状产品的夹持输送装置,所述第一输送机构1上设有若干夹持机构2,每个所述夹持机构2包括了第一侧夹持部21和第二侧夹持部22,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224相对,分别用于由条状产品2000的两端,顶住条状产品,使条状产品被夹住,而后方便条状产品2000可随所述第一输送机构1一同输送。
22.本发明不变形、不断裂的条状产品的夹持输送装置,每个所述夹持机构2中,所述第二侧夹持部22的所述滑座223滑动安装于所述滑轨2211上,所述第二侧夹持部22的所述滑座223不仅可随所述第一输送机构1一同输送,还可沿所述滑轨2211横向滑动。具体地,由于在所述第二安装座221和所述滑座223间设置了所述压簧222,所述压簧222靠近所述第一
侧夹持部21的一端顶触于所述滑动组件220,所述压簧222远离所述第一侧夹持部21的一端顶触于所述第二安装座221,在所述压簧222的作用下,所述滑座223及其上的所述第二侧夹具224和所述导向件225始终被顶向靠近所述第一侧夹持部21的一侧,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距相对较小;所述输入工位101和所述输出工位102处,所述第二侧夹持部22的所述导向件225经过所述凸轮块3的所述导向轨道31,由于所述导向轨道31为向远离所述第一侧夹持部21一侧凸出的曲面,所述导向件225经过所述导向轨道31时,被所述导向轨道31向远离所述第一侧夹持部21的一侧导向,所述压簧222进一步压缩,所述导向件225及所述第二侧夹具224同所述滑座223一起,沿所述滑轨2211向远离所述第一侧夹持部21的一侧移动,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距变大。
23.本发明不变形、不断裂的条状产品的夹持输送装置,对条状产品2000进行输送时,所述第一输送机构1上的所述夹持机构2随所述第一输送机构1一同输送,所述夹持机构2在输送到所述输入工位101处时,所述第二侧夹持部22的所述导向件225经过所述凸轮块3的所述导向轨道31,在所述导向轨道31的导向下,所述导向件225及所述第二侧夹具224同所述滑座223一起,沿所述滑轨2211向远离所述第一侧夹持部21的一侧移动,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距变大;所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距变大后,即可将待输送的条状产品2000横置于所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224间。待所述夹持机构2随所述第一输送机构1完全经过所述输入工位101后,所述导向件225不再由所述导向轨道31进行导向,所述滑座223及其上的所述第二侧夹具224在所述压簧222的作用下,被顶向靠近所述第一侧夹持部21的一侧,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距变小,从由待输送的条状产品的两端夹紧该条状产品,使该条状产品可同所述第一输送机构1一起输送。在条状产品输送到所述输出工位102处后,所述第二侧夹持部22的所述导向件225经过所述凸轮块3的所述导向轨道31,在所述导向轨道31的导向下,所述导向件225及所述第二侧夹具224同所述滑座223一起,沿所述滑轨2211向远离所述第一侧夹持部21的一侧移动,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距变大,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224将其间的条状产品松开,如此,条状产品2000即可由所述第一输送机构1上输出。
24.本发明不变形、不断裂的条状产品的夹持输送装置,通过在所述第一输送机构1上设置夹持机构2,同时,让夹持机构2的第二侧夹持部22的所述第二侧夹具224在输送到输入工位101和输出工位102处时,所述导向件225由输入工位101和输出工位102处安装的所述凸轮块3进行导向,所述第二侧夹具224可向远离所述第一侧夹持部21的一侧移动,所述第一侧夹持部21的所述第一侧夹具212与所述第二侧夹持部22的所述第二侧夹具224的间距可变大,以夹住待输送的条状产品,或释放输送到位的条状产品,从而完成整个夹持、输送的动作,使所述夹持机构2可从条状产品的两端夹持条状产品,以对条状产品进行输送。
25.本发明不变形、不断裂的条状产品的夹持输送装置,通过所述第一输送机构1上所述夹持机构2、以及所述输入工位101和所述输出工位102处所述凸轮块3的设置,使所述夹
持机构2在所述凸轮块3的作用下,可自动夹住条状产品2000,条状产品2000被夹住后可随所述第一输送机构1自行输送,输送到位后,再在所述所述凸轮块3的作用下,自动放开条状产品,条状产品被输送的整个过程自动化程度高,使用便捷;且所述第一输送机构1上所述夹持机构2夹持条状产品进行输送时,其是由条状产品的两端进行夹持的,输送过程中条状产品周向的整个部位均无遮挡,其适用于需要观察到条状产品整个面貌的工序中,如条状产品的筛分工序中。
26.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述第一侧夹具212具有第一夹槽2121,所述第二侧夹具224具有第二夹槽2241,所述第一夹槽2121的槽口和所述第二夹槽2241的槽口相对。所述第一侧夹具212和所述第二侧夹具224夹住所述条状产品时,所述条状产品的两端分别位于所述第一侧夹具212的所述第一夹槽2121和所述第二侧夹具224的所述第二夹槽2241内,所述第一夹槽2121和所述第二夹槽2241可对所述条状产品的两端进行限位,使所述第一侧夹具212和所述第二侧夹具224夹住所述条状产品进行输送时,可更稳定。
27.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述第一夹槽2121和所述第二夹槽2241均为锥形槽。该结构下,所述第一夹槽2121和所述第二夹槽2241均为扩口槽,扩口槽在夹住条状产品的两端时,条状产品的端部更易进入到所述第一夹槽2121和所述第二夹槽2241内。
28.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述滑轨2211与所述第一输送机构1宽度方向平行。所述滑轨2211可与所述第一输送机构1宽度方向平行,也可与所述第一输送机构1宽度方向略倾斜,由于所述第一侧夹持部21和所述第二侧夹持部22沿所述第一输送机构1宽度方向横向排列设置,且为使所述第一侧夹持部21和所述第二侧夹持部22的间距在所述输入工位101和所述输出工位102处可得到直接、高效的调整,较佳地,所述滑轨2211完全与所述第一输送机构1宽度方向平行。
29.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述压簧222与所述滑轨2211平行。所述滑座223在所述凸轮块3或所述压簧222的作用下,沿所述滑轨2211移动时,所述压簧222也会跟着变形,所述压簧222变形过程中,为减少其它方向的受力,对所述压簧222的结构破坏,使所述压簧222弯折,较佳地,所述压簧222与所述滑轨2211平行。
30.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述第二安装座221上固定安装有与所述压簧222平行的第一导杆2261,所述滑座223上固定安装有第二导杆2262,所述第二导杆2262与所述第一导杆2261同轴且间隔,所述第二导杆2262与所述第一导杆2261的间距l1大于所述导向轨道31向远离所述第一侧夹持部21一侧凸出的宽度l2;所述压簧222远离所述第一侧夹持部21的一端套设于所述第一导杆2261上,所述压簧222靠近所述第一侧夹持部21的一端套设于所述第二导杆2262上。所述第一导杆2261和所述第二导杆2262的设置,用于对所述压簧222的两端进行限位的同时,还可对所述压簧222的形变进行导向,使所述压簧222不会弯折。其中,所述第二导杆2262与所述第一导杆2261的间距l1大于所述导向轨道31向远离所述第一侧夹持部21一侧凸出的宽度l2,其作用是保证所述导向件225在所述凸轮块3的作用下,所述滑座223移动,所述压簧222的形变量可让所述导向件225顺利通过所述凸轮块3。
31.本发明不变形、不断裂的条状产品的夹持输送装置,所述压簧222靠近所述第一侧
夹持部21的一端可顶触于所述滑动组件220中所述滑座223、所述第二侧夹具224和所述导向件225的任意一个,优选地,所述压簧222靠近所述第一侧夹持部21的一端顶触于所述滑座223。本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述导向件225为中心轴垂直设置的导轮。所述导向件225可以为杆体,也可以为导轮或轴承等,相比其它,导轮好安装,且所述导向件225沿所述导向轨道31移动时,滚动的导轮与所述导向轨道31间为滚动摩擦,摩擦力小,所述导向件225和所述导向轨道31均不易磨损。
32.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,较佳地,所述第一侧夹具212固定安装于所述第一安装座211上。所述第一侧夹具212可滑动安装于所述第一安装座211上,所述第一侧夹持部21结构可同所述第二侧夹持部22的结构相对称,也就是说,所述第一侧夹具212可同所述第二侧夹具224一样,可滑动,所述输入工位101处夹住条状产品或所述输出工位102处放开条状产品时,所述第一侧夹持部21的所述第一侧夹具212和所述第二侧夹持部22的所述第二侧夹具224相对称滑动,以拉开间距后,再缩小;所述第一侧夹具212也可直接固定安装于所述第一安装座211上,所述第一侧夹具212不可滑动,所述输入工位101处夹住条状产品或所述输出工位102处放开条状产品时,仅所述第二侧夹持部22的所述第二侧夹具224滑动,实现所述第一侧夹具212和所述第二侧夹具224的间距的拉开、缩小。相比前者,所述第一侧夹具212直接固定安装于所述第一安装座211上的结构更为简单。
33.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述第一输送机构1包括水平排列设置的两输送设备11,所述第一侧夹持部21和所述第二侧夹持部22分别设于两所述输送设备11上。所述第一输送机构1可由一个输送设备11构成,也可由两个排列的输送设备11构成。由于条状产品的长度相对较长,由条状产品的两端夹持条状产品以对条状产品进行输送时,所述第一输送机构1的宽度要求也较大。所述第一输送机构1由两个排列的输送设备11构成时,一方面,其结构简单的同时,通过两输送设备11的位置的设置,即可满足所述第一输送机构1宽度较大的要求;另一方面,所述第一输送机构1由两个排列的输送设备11构成后,通过调整两输送设备11的位置,即可调节所述第一输送机构1的宽度,从而让所述第一输送机构1的设置更为灵活。
34.本发明不变形、不断裂的条状产品的夹持输送装置,较佳地,所述机架1000上横设有两根导向杆1001,两所述输送设备11中至少其一滑动安装于所述机架1000的两所述导向杆1001上,所述机架1000上还穿设有与所述机架1000螺纹配合的调节螺杆1002,所述调节螺杆1002与所述导向杆1001平行,所述调节螺杆1002与滑动安装于所述导向杆1001上的所述输送设备11一一对应,所述调节螺杆1002与相对应的所述输送设备11可转动连接固定。两所述输送设备11中可仅一个所述输送设备11滑动安装于所述机架1000的两所述导向杆1001上,也可两个所述输送设备11均滑动安装于所述机架1000的两所述导向杆1001上。本发明该设置下,旋转所述调节螺杆1002,带动相应的所述输送设备11,使相应的所述输送设备11沿所述导向杆1001移动,进而可调整所述第一输送机构1的宽度,使所述第一输送机构1可应用于不同尺寸的条状产品的夹持输送中。本发明不变形、不断裂的条状产品的夹持输送装置中,两所述输送设备11均滑动安装于所述机架1000的两所述导向杆1001上时,通常对应地,所述凸轮块3可拆卸的安装于所述机架1000上,如此,以便在调节其上设置有所述第二侧夹持部22的所述输送设备11时,该所述输送设备11移动后,所述凸轮块3于所述机架
1000上的位置也可相应的调整,以让所述凸轮块3的所述导向轨道31可始终位于所述导向件225的输送路径上,对所述导向件225的运行进行导向。
35.本发明不变形、不断裂的条状产品的夹持输送装置,所述输送设备11滑动安装于所述机架1000的两所述导向杆1001上,具体地为,所述输送设备11两端的传动轮分别滑动安装在所述机架1000的两所述导杆1001上。
36.本发明不变形、不断裂的条状产品品质检测装置,所述第一输送机构1垂直向侧方是指所述第一输送机构1的上方或下方。
37.本发明不变形、不断裂的条状产品的夹持输送装置,所述第一输送机构1可以为链条输送机构,也可以为皮带输送机构。
38.本发明不变形、不断裂的条状产品的夹持输送装置,可以但不仅限于为筷子夹持输送装置。
39.本发明还公开了一种不变形、不断裂的条状产品的筛分设备。
40.如图1、图10至图14所示,一种不变形、不断裂的条状产品的筛分设备,包括输送装置100,所述输送装置100包括本发明夹持输送装置10和躺置输送装置20,所述夹持输送装置10与所述躺置输送装置20上条状产品输送路径相连接;所述躺置输送装置20包括第二输送机构201,所述第二输送机构201上水平设有若干条状产品放置槽位202,所述条状产品放置槽位202的两端敞开;所述夹持输送装置10中所述第一输送机构1垂直向侧方设有获取条状产品除两端之外的身体表面图像数据的身体成像摄像机401,所述第二输送机构201水平两侧各设有获取条状产品相应侧端部表面图像数据的端部成像摄像机402。
41.本发明不变形、不断裂的条状产品的筛分设备,工作时,条状产品2000于所述输送装置100的所述夹持输送装置10和所述躺置输送装置20上,由所述夹持输送装置10和所述躺置输送装置20连续输送;其中,所述夹持输送装置10和所述躺置输送装置20的输送顺序可以是由所述夹持输送装置10输送到所述躺置输送装置20,也可以是由所述躺置输送装置20输送到所述夹持输送装置10。
42.本发明不变形、不断裂的条状产品的筛分设备,条状产品2000于所述夹持输送装置10上进行输送时,具体地,条状产品2000的两端夹于所述第一输送机构1上所述夹持机构2的所述第一侧夹持部21和所述第二侧夹持部22间,随所述第一输送机构1一同输送。其中,条状产品2000输送到所述身体成像摄像机401处时,所述身体成像摄像机401对条状产品2000除两端之外的身体部位进行拍摄,获取条状产品2000除两端之外的身体表面图像数据。
43.本发明不变形、不断裂的条状产品的筛分设备,条状产品2000于所述躺置输送装置20上进行输送时,具体地,条状产品2000限位于所述躺置输送装置20的所述条状产品放置槽位202内,随所述第二输送机构201一同输送。其中,条状产品2000输送到所述端部成像摄像机402处时,所述端部成像摄像机402对条状产品2000的端部进行拍摄,获取条状产品两端端部表面图像数据。
44.本发明不变形、不断裂的条状产品的筛分设备,所述夹持输送装置10和所述躺置输送装置20的结构不同,对条状产品的输送状态也不同,具体地,所述夹持输送装置10通过所述第一输送机构1上所述夹持机构2的所述第一侧夹持部21和所述第二侧夹持部22夹住条状产品的两端进行输送;所述躺置输送装置20则通过所述第二输送机构201上的条状产
品放置槽位202对条状产品进行限位后,随所述第二输送机构201一起输送。
45.本发明不变形、不断裂的条状产品的筛分设备,正是通过所述夹持输送装置10和所述躺置输送装置20前后以不同的状态对条状产品进行输送,使两次不同的输送过程中,条状产品可露出不同部位,同时配以所述身体成像摄像机401和所述端部成像摄像机402,分次对由所述夹持输送装置10和所述躺置输送装置20进行输送的条状产品的不同部位进行拍摄,以便最终可得到条状产品完整的表面图像数据,条状产品表面图像数据更为齐全、完整,分级时精确度也更高。
46.本发明不变形、不断裂的条状产品的筛分设备,较佳地,所述的身体成像摄像机401的数量为两个以上,两个以上所述的身体成像摄像机401分别位于所述夹持输送装置10上条状产品输送路径的上下侧方,两个以上所述的身体成像摄像机401的安装角度以通过所有的所述身体成像摄像机401可共同得到条状产品除两端之外整个身体表面的图像数据为限。为得到条状产品除两端之外整个身体表面的图像数据,可以通过设置多个所述身体成像摄像机401,从不同角度对所述夹持输送装置10上条状产品进行拍照;也可以只设置一个所述身体成像摄像机401,然后,通常所述身体成像摄像机401的移动换位,先后从不同角度对所述夹持输送装置10上条状产品进行拍照。相比后者,前者所述身体成像摄像机401固定,无需移位,设置更简单、方便。所述的身体成像摄像机401的数量为两个以上时,两个以上所述的身体成像摄像机401沿所述夹持输送装置10上条状产品的周向排列分布于所所述夹持输送装置10上条状产品的侧方,且所有的所述身体成像摄像机401均朝向所述夹持输送装置10上条状产品输送路径。
47.本发明不变形、不断裂的条状产品的筛分设备,较佳地,如图13所示,所述身体成像摄像机401的数量为三个,三个所述身体成像摄像机401沿所述夹持输送装置10上条状产品的周向均匀分布于所述夹持输送装置10上条状产品输送路径的垂直向侧方。三个所述身体成像摄像机401中,两两所述身体成像摄像机401的安装角度相差120度;工作过程中,三个所述身体成像摄像机401由于三个不同的角度对条状产品的身体部分进行拍照,该设置下,即实现通过数量较少的所述身体成像摄像机401,得到条状产品除两端之外整个身体表面完整的图像数据。
48.本发明不变形、不断裂的条状产品的筛分设备,所述端部成像摄像机402的安装角度以其可对所述躺置输送装置20上条状产品相应侧的端部拍摄为限。所述端部成像摄像机402通常水平设置,且各自朝向所述夹持输送装置10上条状产品输送路径的相应侧。
49.本发明不变形、不断裂的条状产品品质检测装置,较佳地,所述条状产品放置槽位202的长度d1小于待检测的条状产品2000的长度d2。该设置下,所述条状产品2000于所述躺置输送装置20上进行输送时,条状产品位于所述条状产品放置槽位202内后,可让条状产品的两端伸出于所述第二输送机构201的所述条状产品放置槽位202,进而更为方便所述端部成像摄像机32对条状产品的端部进行拍摄,获取条状产品两端端部表面图像数据。
50.本发明不变形、不断裂的条状产品的筛分设备,如图10至图14所示,较佳地,所述输送装置100还包括倾斜输送装置30,所述夹持输送装置10、所述躺置输送装置20和所述倾斜输送装置30沿所述输送装置100的输送方向依次分布、且条状产品输送路径首尾依次相连;所述倾斜输送装置30包括倾斜设置的倾斜输送机构301,所述倾斜输送机构301上水平设有条状产品安置槽位302,所述倾斜输送机构301上条状产品输送路径的下侧设有数组气
嘴501,数组所述气嘴501沿所述倾斜输送机构301上条状产品输送路径排列分布,每个所述气嘴501均朝向所述倾斜输送机构301上条状产品输送路径。
51.本发明不变形、不断裂的条状产品的筛分设备,工作时,条状产品2000于所述输送装置100上,由所述输送装置100的所述夹持输送装置10、所述躺置输送装置20和所述倾斜输送装置30依次输送。条状产品2000于所述输送装置100上进行输送的过程中,条状产品2000由所述夹持输送装置10输送到所述身体成像摄像机401处时,所述身体成像摄像机401对条状产品2000除两端之外的身体部位进行拍摄,获取条状产品2000除两端之外的身体表面图像数据。而后,条状产品2000由所述夹持输送装置10输送到所述躺置输送装置20上,由所述躺置输送装置20输送到所述端部成像摄像机402处时,所述端部成像摄像机402对条状产品2000的端部进行拍摄,获取条状产品两端端部表面图像数据。
52.本发明不变形、不断裂的条状产品的筛分设备,通过所述身体成像摄像机401和所述端部成像摄像机402获取条状产品表面图像数据后,根据条状产品的图像数据,以便可对条状产品的品质进行分级或进行颜色分类,而后针对不同等级的条状产品或不同颜色的条状产品,再进行筛分;具体地,条状产品2000由所述躺置输送装置20输送到所述倾斜输送装置30上后,由所述倾斜输送装置30进行输送,等到所述输送装置100的所述倾斜输送装置30将条状产品输送到所述气嘴501处时,通过气嘴501将相应等级或相应颜色的条状产品吹出所述倾斜输送机构301,由所述倾斜输送装置30上输出,完成不同品质或不同颜色的不变形、不断裂的条状产品的筛分。
53.本发明不变形、不断裂的条状产品的筛分设备,所述倾斜输送装置30对条状产品进行输送时,具体地,条状产品2000水平横躺并限位于所述倾斜输送机构301上的所述条状产品安置槽位302内,随所述倾斜输送机构301一同输送。
54.本发明不变形、不断裂的条状产品的筛分设备,通过在所述夹持输送装置10和所述躺置输送装置20靠近所述输送装置100输出端的一侧设置所述倾斜输送装置30,并在所述倾斜输送机构301上条状产品输送路径的下侧设置一组以上的气嘴501,使所述输送装置100输送条状产品的过程中,可先通过所述身体成像摄像机401和所述端部成像摄像机402对条状产品进行拍摄,获取条状产品表面的图像数据,根据条状产品的图像数据,对条状产品的品质进行分级或不同颜色进行判断,再通过气嘴501将不同等级或不同颜色的条状产品区分开来,以实现不同品质或不同颜色的条状产品的筛分。
55.本发明不变形、不断裂的条状产品的筛分设备,所述身体成像摄像机401、所述端部成像摄像机402和所述气嘴501均可智能化控制,其在控制系统的控制下,易形成一套全自动化的筛分装置,该筛分装置不仅工作效率高,检测速度快,且其智能化的检测、筛分不再依赖人工肉眼,人工劳动强度大大减少,筛分结果的准确性也大大提高。
56.本发明不变形、不断裂的条状产品的筛分设备,所述身体成像摄像机401、所述端部成像摄像机402和所述气嘴501均与控制系统连接;控制系统控制所述身体成像摄像机401和所述端部成像摄像机402的拍摄动作,所述身体成像摄像机401和所述端部成像摄像机402则将拍摄的图像数据输送给控制系统,由控制系统进行对比、分级,控制系统再根据分级或颜色的判定,控制所述气嘴501动作,将不同等级或不同颜色的条状产品区分开来。上述由控制系统实现的智能化控制,属现有常规技术,对此,本发明不再做过多阐述。
57.本发明不变形、不断裂的条状产品的筛分设备,可以是所述夹持输送装置10、所述
躺置输送装置20和所述倾斜输送装置30沿所述输送装置100的输送方向依次分布、且条状产品输送路径首尾依次相连,也可以是所述躺置输送装置20、所述夹持输送装置10和所述倾斜输送装置30沿所述输送装置100的输送方向依次分布、且条状产品输送路径首尾依次相连。本发明不变形、不断裂的条状产品的筛分设备,只需让所述夹持输送装置10和所述躺置输送装置20位于所述倾斜输送装置30靠近所述输送装置100输入端的一侧即可,其作用是保证条状产品可先由所述夹持输送装置10和所述躺置输送装置20输送到所述身体成像摄像机401和所述端部成像摄像机402处进行拍摄,再所述倾斜输送装置30输送到所述气嘴501进行分拣。而至于所述夹持输送装置10和所述躺置输送装置20位置,可以是所述夹持输送装置10在所述躺置输送装置20靠近所述输送装置100输入端的一侧,也可以是所述躺置输送装置20在所述夹持输送装置10靠近所述输送装置100输入端的一侧。
58.本发明不变形、不断裂的条状产品的筛分设备,所述气嘴501的数量可以为一组、两组或三组以上的多组。所述气嘴501为一组时,所述气嘴501可将相应等级或相应颜色的条状产品由所述倾斜输送机构301上吹出,其余的条状产品则可由所述倾斜输送机构301自然输出、掉落,如此,实现两个等级或两种颜色的筛分。所述气嘴501的数量为数组时,数组所述气嘴501对相应条状产品品质进行数个等级或数个颜色的分类,条状产品分类等级或分类的颜色越多,分出的品质越精细。
59.本发明不变形、不断裂的条状产品的筛分设备,具体地,所述身体成像摄像机401、所述端部成像摄像机402和所述气嘴501均固定安装于所述输送装置100输送路径的侧方的机架上。
60.本发明不变形、不断裂的条状产品的筛分设备,较佳地,每组所述气嘴501对应设有一收集盒502,所述收集盒502位于对应的所述气嘴501的气路上。所述气嘴501将不同颜色或相对应等级的条状产品吹出所述倾斜输送机构301后,让条状产品落入到相对应的所述收集盒502内进行收集。
61.本发明不变形、不断裂的条状产品的筛分设备,较佳地,如图14所示,所述倾斜输送机构301包括两水平排列设置的倾斜输送设备3011,所述倾斜输送设备3011上设有卡槽3012,两所述倾斜输送设备3011上的所述卡槽3012一一对应,所述条状产品安置槽位302由两所述倾斜输送设备3011上相对应的两所述卡槽3012构成。所述倾斜输送机构301可以由一个倾斜输送设备构成,也可由两个排列的倾斜输送设备3011构成。由于条状产品的长度相对较长,通过将条状产品限位于所述条状产品安置槽位302内进行输送时,所述倾斜输送机构301的宽度通常要求也较宽,且所述倾斜输送机构301输送路径的下侧还需设置所述气嘴501,所述气嘴501需朝向所述输送装置100输送路径的上侧,将条状产品吹出所述倾斜输送机构301;为使所述倾斜输送机构301和所述气嘴501均可方便设置,较佳地,所述倾斜输送机构301由两水平排列设置的所述倾斜输送设备3011构成。
62.本发明不变形、不断裂的条状产品的筛分设备,所述卡槽3012可由块体上完整的槽构成,也可由两块体间的间隙构成。
63.本发明不变形、不断裂的条状产品的筛分设备,较佳地,所述第二输送机构201和所述倾斜输送机构301一体成型。所述第二输送机构201和所述倾斜输送机构301可以是分体结构,由两个单独的输送设备构成,也可以一体成型,由同一输送设备的两段构成。所述夹持输送装置10在所述躺置输送装置20靠近所述输送装置100输送端的一侧,所述夹持输
送装置10、所述躺置输送装置20和所述倾斜输送装置30所述输送装置100的输送方向依次分布时,由于所述第二输送机构201上具有条状产品放置槽位202,所述倾斜输送机构301上具有条状产品安置槽位302,所述躺置输送装置20和所述倾斜输送装置30的结构基本相同,故可让所述第二输送机构201和所述倾斜输送机构301一体成型,由同一输送设备构成,如此,使得设置更便捷。
64.本发明不变形、不断裂的条状产品的筛分设备,较佳地,如图10和图15所示,所述输送装置100还包括进料装置60,所述进料装置60、所述夹持输送装置10、所述躺置输送装置20和所述倾斜输送装置30沿所述输送装置100的输送方向依次分布且条状状品输送路径依次连接,所述进料装置60包括进料输送机构601,所述进料输送机构601上水平设有若干料进槽602,所述进料输送机构601的输入端位于一进料仓603内。工作时,条状产品置于所述进料仓603内,由于所述进料输送机构601的输入端位于所述进料仓603内,所述进料仓603内的条状产品会进入到所述进料输送机构601上的所述料进槽602内,由所述进料输送机构601输送到所述夹持输送装置10的所述输入工位101处。该设置下,可实现自动进料,让进料更为方便,设备的自动化程度更高。
65.本发明不变形、不断裂的条状产品的筛分设备,所述进料输送机构601、所述夹持输送装置10的所述第一输送机构1、所述躺置输送装置20的所述第二输送机构201和所述倾斜输送装置30的所述倾斜输送机构301均立置,以便可与其它输送装置的输送径路相连。且,所述进料输送机构601、所述第二输送机构201和所述倾斜输送机构301,同所述第一输送机构1一样,可以为链条输送机构,也可以为皮带输送机构。
66.本发明不变形、不断裂的条状产品的筛分设备,可以但不仅限于为筷子筛分设备。
67.本发明对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1