自动适应物料密度变化的抽真空砖型包装系统的制作方法
本发明公开了一种自动适应物料密度变化的抽真空砖型包装系统,属于包装机械领域。
背景技术:
1、专利文献cn201049743y公开了一种人工套袋方式的砖型抽真空包装机,整形机构将填充颗粒物料后的料袋整形成长方体(即砖型),然后由抽真空机构和封口机构完成抽气和热封口,包装后的成品为砖型,便于后续的堆码操作。目前的砖型包装机普遍采用膜卷自动制袋、自动套袋的形式,特别是随着光伏产业的发展,应用于颗粒多晶硅的抽真空砖型包装机得到广泛应用,由于颗粒硅所用的包装袋洁净度要求高,采用单一pe材质,造成包装袋厚度大、挺括度大、包装袋成本高,袋口出现皱褶后热封会失败而导致漏气;另外由于颗粒硅生产工艺的影响,颗粒硅的堆积密度总是在不断的变化中,造成料袋中的料面高度上下变化,抽真空管距离料面的距离也随着变化,当料面变高时抽真空管容易将颗粒硅料抽走或堵塞抽真空管,造成抽真空失败,而当料面变矮时抽真空时间将变长,抽真空管也有可能被变形的袋口堵住而造成抽真空失败,降低了包装机的生产效率。
技术实现思路
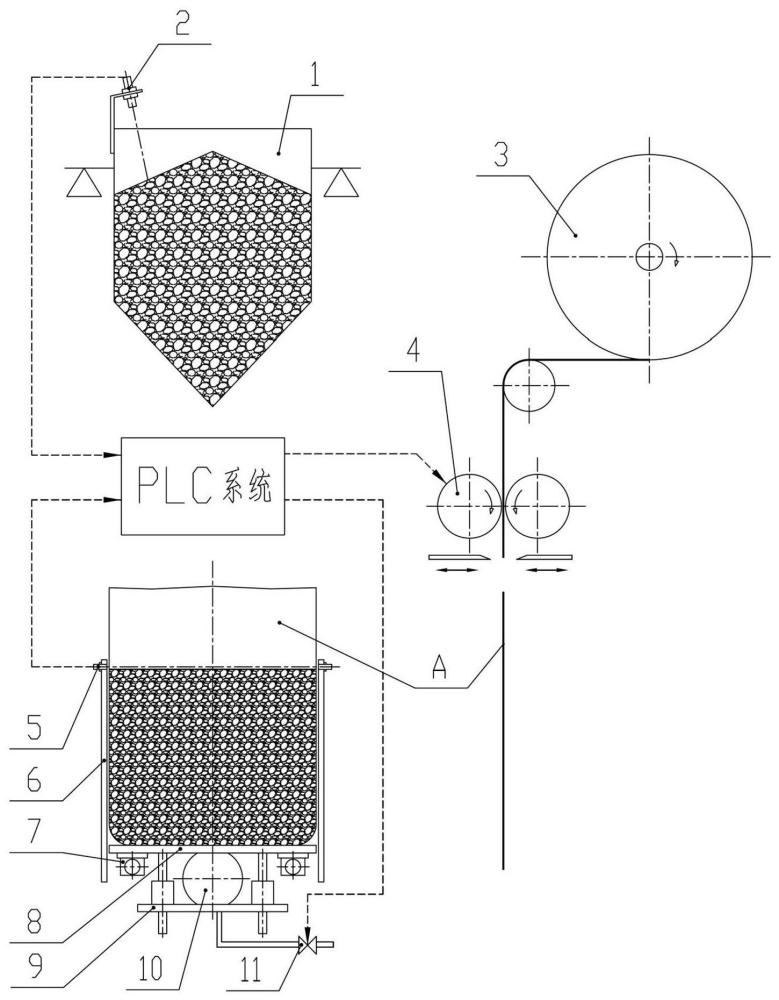
1、为了解决现有的抽真空砖型包装机在颗粒物料堆积密度变化时出现的抽真空时间长、抽真空失败等问题,本发明提出了一种自动适应物料密度变化的抽真空砖型包装系统,它包括定量称重装置1、膜卷制袋装置3、砖型型腔装置6、plc系统,所述定量称重装置1的称重斗上设有料位检测开关2,料位检测开关2检测称重斗内的料位高度值,所述膜卷制袋装置3包括带有旋转编码器的送膜卷筒4,所述砖型型腔装置6包括型腔底板8,型腔底板8的下端中部与气囊气缸10的上端连接,气囊气缸10的下端与型腔底座9连接,气囊气缸10与电磁换向阀11连接,型腔底板8的下端两侧还设有振动器7,所述砖型型腔装置6的侧板上端设有物料检测开关5,所述plc系统对包装系统中的所有装置进行协调控制;
2、所述定量称重装置1每次完成称重后,plc系统接收料位检测开关2的料位高度值,并计算差值c=料位高度值-预设高度值,然后按照以下规则对膜卷制袋装置3和砖型型腔装置6进行控制:
3、(l1)如果差值c>0,则plc系统增加送膜卷筒4的旋转圈数,使膜卷制袋装置3制出的空袋a的长度按照差值c的大小而相应变长,当物料填充到砖型型腔装置6并由振动器7将物料振动密实后,plc系统控制电磁换向阀11使型腔底板8下降直至物料上表面与检测开关5的轴线平齐;
4、(l2)如果差值c<0,则plc系统减少送膜卷筒4的旋转圈数,使膜卷制袋装置3制出的空袋a的长度按照差值c的大小而相应变短,当物料填充到砖型型腔装置6并由振动器7将物料振动密实后,plc系统控制电磁换向阀11使型腔底板8上升直至物料上表面与检测开关5的轴线平齐;
5、(l3)如果差值c=0,则plc系统使送膜卷筒4的旋转圈数保持为预设值不变,膜卷制袋装置3制出的空袋a的长度等于预设长度值,同时plc系统使型腔底板8保持在初始预设位置不变。
6、本发明的有益效果是:
7、(a)利用料位检测开关2测量出称重斗内的料位高度值,此料位高度值的变化即代表了物料堆积密度的变化,根据料位高度值的大小使空袋a的长度合适,既可以避免空袋太长而造成浪费,又可以避免空袋太短而影响后续的抽真空封口工序;
8、(b)根据物料堆积密度的变化(即料位高度值的大小)调整型腔底板8的升降,使袋内物料上表面与检测开关5的轴线保持平齐,由此保证了物料上表面与后续工序的抽真空管之间的距离保持一致性,既可以避免颗粒物料堵塞抽真空管,又可以避免袋口抽真空变形后堵住抽真空管,从而达到良好、稳定、一致的抽真空效果;
9、(c)物料堆积密度变化后,通过调整空袋a的袋长和型腔底板8的上下位置,使砖型型腔装置6将料袋移送到抽真空封口位置时,料袋的袋口上端面与热封机构之间的高度距离保持不变,避免了因袋口太高而与其它机构干涉造成袋口折弯变形的问题,从而避免了热封位置出现皱褶导致密封漏气的问题。
技术特征:
1.一种自动适应物料密度变化的抽真空砖型包装系统,它包括定量称重装置(1)、膜卷制袋装置(3)、砖型型腔装置(6)、plc系统,其特征在于:所述定量称重装置(1)的称重斗上设有料位检测开关(2),料位检测开关(2)检测称重斗内的料位高度值,所述膜卷制袋装置(3)包括带有旋转编码器的送膜卷筒(4),所述砖型型腔装置(6)包括型腔底板(8),型腔底板(8)的下端中部与气囊气缸(10)的上端连接,气囊气缸(10)的下端与型腔底座(9)连接,气囊气缸(10)与电磁换向阀(11)连接,型腔底板(8)的下端两侧还设有振动器(7),所述砖型型腔装置(6)的侧板上端设有物料检测开关(5),所述plc系统对包装系统中的所有装置进行协调控制;
技术总结
一种自动适应物料密度变化的抽真空砖型包装系统,它包括定量称重装置、膜卷制袋装置、砖型型腔装置、PLC系统,所述定量称重装置的称重斗上设有料位检测开关,料位检测开关检测称重斗内的料位高度值,所述膜卷制袋装置包括带有旋转编码器的送膜卷筒,所述砖型型腔装置包括型腔底板,型腔底板的下端中部与气囊气缸的上端连接,气囊气缸的下端与型腔底座连接,气囊气缸与电磁换向阀连接,型腔底板的下端两侧还设有振动器,所述砖型型腔装置的侧板上端设有物料检测开关,所述PLC系统对包装系统中的所有装置进行协调控制。本发明在物料堆积密度变化时也可以使料面高度、袋口高度保持一致性,提高抽真空封口工序的生产效率和封口密封性。
技术研发人员:王金福,刘惠宇,滕宇娇,钟朝辉,刘建新,赵晗,袁道寒,郑海岩
受保护的技术使用者:博实(苏州)智能科技有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!