管桩生产流水线无人化起重机协同系统的制作方法
本发明涉及起重运输技术,更具体地说,它涉及一种管桩生产流水线无人化起重机协同系统。
背景技术:
1、自1987年我国首条管桩生产线引进至今已有35年,国内大致发展有350家左右管桩企业,形成了较大规模的制造行业。
2、起重机用于管桩生产线管模模具及管桩的吊运,串联了生产的每个过程。管桩生产主要包含钢筋笼入底模、上盖模、空模上张拉机、张拉空模到喂料、喂料到离心机、离心到倒浆、倒浆到蒸养池、蒸养池到出池、揭盖模、出桩、底模到入钢筋笼、钢筋笼入底模.......如此反复循环进行工作,至少需要6台起重机及配备至少6个技术操作人员,仍旧难以达到高效的生产自动化。
3、因此需要提出一种新的方案来解决这个问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种管桩生产流水线无人化起重机协同系统。
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种管桩生产流水线无人化起重机协同系统,其特征在于:包括起重机,所述起重机依照区域沿径向坐标方向设置,若干所述起重机均配备精准定位系统、防摇系统、无线通讯系统以及视觉感应系统;
3、防摇系统设置于起重机的吊具,以机械防摇结合电气防摇的方式限制起重机吊具的摇摆;
4、精准定位系统,与无线通讯系统协同,响应起重机运作以询问其余起重机工位并通过无线通讯系统反馈通讯信号或指令;
5、视觉感应系统,与无线通讯系统协同,获取起重机运行状态下的视频信号、所处位置以及吊装数量信号经无线通讯系统输出至远程监控台。
6、本发明进一步设置为:所述起重机依照区域沿径向坐标方向设置依次形成有若干张拉工位、喂料工位、离心机工位、倒浆平台、空管模工位、蒸养池、出桩工位、存储清理工位以及盖模工位,所述自蒸养池到出桩工位、出桩工位到另一出桩工位、盖膜工位到空管模工位通过链条机实现环形闭环运输。
7、本发明进一步设置为:所述链条机通过无线通讯系统与若干起重机以及远程控制台协同运行。
8、本发明进一步设置为:所述起重机至少为六台,所述起重机包括一号起重机、二号起重机、三号起重机、四号起重机、五号起重机以及六号起重机,相邻所述起重机之间通过无线通讯系统实现协同。
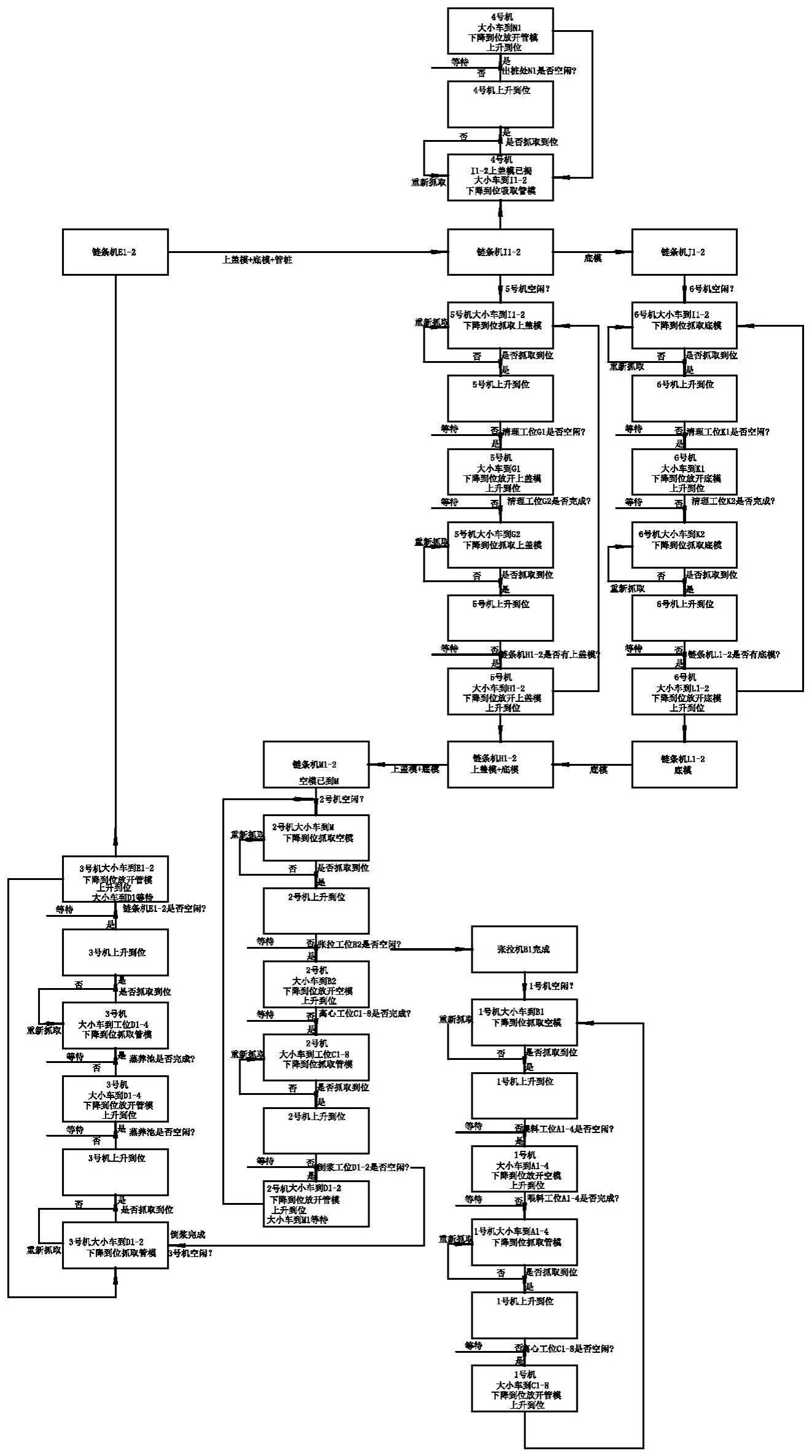
9、本发明进一步设置为:相邻所述起重机之间通过无线通讯系统实现协同的控制流程包括:
10、一号起重机实现张拉工位到喂料工位,并由喂料工位到离心机工位之间管模的全自动调运;
11、二号起重机实现离心机工位到倒浆平台,空管模工位到张拉工位之间管模的全自动吊运;
12、三号起重机实现倒浆平台到蒸养池,蒸养池到出桩工位之间管模的全自动吊运;
13、四号起重机实现出桩工位揭上盖到上盖模存储清理工位,以及吊上盖模到盖模工位和盖模的全自动吊运;
14、五号起重机实现从出桩工位吸管桩到出桩工位的全自动吊装;
15、六号起重机实现从出桩工位吊底模到底模存储清理工位,再将带有钢筋笼的底模到相邻工位的全自动吊装。
16、本发明进一步设置为:所述一号起重机实现全自动调运的具体控制步骤包括:检测一号起重机是否处于空闲状态,若处于空闲状态则协同驱动一号起重机位移至拉张工位,下降到位抓取空模,通过视觉感应系统判断是否抓取到位,抓取直至抓取到位后,一号起重器上升直至预设的精准水平高度,通过视觉感应装置判断喂料工位是否空闲,等待喂料工位空闲时,一号起重机位移至喂料工位下降到指定水平高度后放开空模,而后等待喂料工位完成喂料工作时,一号起重机下降至指定高度重新抓取管模,知道抓取到位后,一号起重机起重上升至预设高度,等待离心工位空闲时,位移至离心工位并下降到位后放开管模,然后一号起重机复位至初始位置,等待下一次循环。
17、本发明进一步设置为:所述二号起重机实现全自动吊运的具体控制步骤:在链条机将空模输送到位后,等待二号起重机空闲后,协同二号起重机位移并下降到位对空模进行抓取,直至抓取到位后,二号起重机上升直至预设高度,并等待拉张工位处于空闲状态时,二号起重机抓取空模位移至拉张工位并下降到位后放开空模进行拉张操作,且二号起重机上升等待离心工位空闲时,二号起重机下降至离心工位,直至抓取管模后上升至指定高度,等待倒浆工位空闲后,位移至倒浆工位下降并放开管模后,二号起重机上升复位至初始位置,等待下一次循环。
18、本发明进一步设置为:所述三号起重机实现全自动吊运的具体控制步骤包括:待完成倒浆操作后,检测三号起重机处于空闲状态,三号起重机位移至倒浆工位下降抓取管模直至抓取到位后,上升并等待蒸养池空闲时,位移至蒸养池下降并放开管模,待蒸养操作完成后,三号起重机抓取管模并等待链条机空闲时,抓取至链条机后放开管模,三号起重机上升复位至初始位置,等待下一次循环。
19、本发明进一步设置为:所述链条机依照区域沿单一径向坐标方向设置,用于输送管模至各个起重机对应的工位。
20、本发明进一步设置为:所述五号起重机和六号起重机实现全自动调运的具体步骤包括:待五号起重机或六号起重机处于空闲状态时,协调五号起重机或六号起重机分别位移抓取相应链条机对应工位,抓取上盖模或底模后上升至指定高度,等待清理工位空闲后,将上盖模或底模输送至清理工位进行清理,待完成清理工作后,抓取上盖模或底模至链条机,进行合模操作形成空模输送至二号起重器所对应的工位,如此循环。
21、综上所述,本发明具有以下有益效果:
22、可根据起重机的运行状态通过无线通讯系统进行访问和反馈,从而获悉管桩生产的工作进程和各个起重机的运行状态,从而实现多起重机之间的多级协同运作,提高管桩的生产效率;
23、实现全线程的自动化控制,通过通讯系统集成到远程监控台,方便各设备的及时采集和汇总,通过远程监控可以实时协调个工位的生产效率和问题,并且多机协同运作时,可将管桩生产线的生产人员减少,故而降低了人工成本,减少人工操作失误造成浪费、事故。
技术特征:
1.一种管桩生产流水线无人化起重机协同系统,其特征在于:包括起重机,所述起重机依照区域沿径向坐标方向设置,若干所述起重机均配备精准定位系统、防摇系统、无线通讯系统以及视觉感应系统;
2.根据权利要求1所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述起重机依照区域沿径向坐标方向设置依次形成有若干张拉工位、喂料工位、离心机工位、倒浆平台、空管模工位、蒸养池、出桩工位、存储清理工位以及盖模工位,所述自蒸养池到出桩工位、出桩工位到另一出桩工位、盖模工位到空管模工位通过链条机实现环形闭环运输。
3.根据权利要求2所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述链条机通过无线通讯系统与若干起重机以及远程控制台协同运行。
4.根据权利要求1所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述起重机至少为六台,所述起重机包括一号起重机、二号起重机、三号起重机、四号起重机、五号起重机以及六号起重机,相邻所述起重机之间通过无线通讯系统实现协同。
5.根据权利要求4所述的管桩生产流水线无人化起重机协同系统,其特征在于:相邻所述起重机之间通过无线通讯系统实现协同的控制流程包括:
6.根据权利要求5所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述一号起重机实现全自动调运的具体控制步骤包括:检测一号起重机是否处于空闲状态,若处于空闲状态则协同驱动一号起重机位移至拉张工位,下降到位抓取空模,通过视觉感应系统判断是否抓取到位,抓取直至抓取到位后,一号起重器上升直至预设的精准水平高度,通过视觉感应装置判断喂料工位是否空闲,等待喂料工位空闲时,一号起重机位移至喂料工位下降到指定水平高度后放开空模,而后等待喂料工位完成喂料工作时,一号起重机下降至指定高度重新抓取管模,知道抓取到位后,一号起重机起重上升至预设高度,等待离心工位空闲时,位移至离心工位并下降到位后放开管模,然后一号起重机复位至初始位置,等待下一次循环。
7.根据权利要求5所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述二号起重机实现全自动吊运的具体控制步骤:在链条机将空模输送到位后,等待二号起重机空闲后,协同二号起重机位移并下降到位对空模进行抓取,直至抓取到位后,二号起重机上升直至预设高度,并等待拉张工位处于空闲状态时,二号起重机抓取空模位移至拉张工位并下降到位后放开空模进行拉张操作,且二号起重机上升等待离心工位空闲时,二号起重机下降至离心工位,直至抓取管模后上升至指定高度,等待倒浆工位空闲后,位移至倒浆工位下降并放开管模后,二号起重机上升复位至初始位置,等待下一次循环。
8.根据权利要求7所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述三号起重机实现全自动吊运的具体控制步骤包括:待完成倒浆操作后,检测三号起重机处于空闲状态,三号起重机位移至倒浆工位下降抓取管模直至抓取到位后,上升并等待蒸养池空闲时,位移至蒸养池下降并放开管模,待蒸养操作完成后,三号起重机抓取管模并等待链条机空闲时,抓取至链条机后放开管模,三号起重机上升复位至初始位置,等待下一次循环。
9.根据权利要求8所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述链条机依照区域沿单一径向坐标方向设置,用于输送管模至各个起重机对应的工位。
10.根据权利要求8所述的管桩生产流水线无人化起重机协同系统,其特征在于:所述五号起重机和六号起重机实现全自动调运的具体步骤包括:待五号起重机或六号起重机处于空闲状态时,协调五号起重机或六号起重机分别位移抓取相应链条机对应工位,抓取上盖模或底模后上升至指定高度,等待清理工位空闲后,将上盖模或底模输送至清理工位进行清理,待完成清理工作后,抓取上盖模或底模至链条机,进行合模操作形成空模输送至二号起重器所对应的工位,如此循环。
技术总结
本发明公开了一种管桩生产流水线无人化起重机协同系统,涉及起重运输技术,旨在解决起重机用于管桩生产线管模模具及管桩的吊运操作中,难以达到高效的生产自动化,其技术方案要点是:包括起重机,起重机依照区域沿径向坐标方向设置,若干起重机均配备精准定位系统、防摇系统、无线通讯系统以及视觉感应系统;精准定位系统,与无线通讯系统协同,响应起重机运作以询问其余起重机工位并通过无线通讯系统反馈通讯信号或指令。本发明实现全线程的自动化控制,通过通讯系统集成到远程监控台,方便各设备的及时采集和汇总,并且多机协同运作时,可将管桩生产线的生产人员减少,故而降低了人工成本。
技术研发人员:董富祥,陈林,宋兴海,金方明
受保护的技术使用者:浙江麒龙起重机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!