一种瓶箱序列号异常检测方法和系统与流程
本发明涉及瓶箱检测,特别涉及一种瓶箱序列号异常检测方法和系统。
背景技术:
1、在制作饮料、酒水、调味料、罐头等需要瓶装的食品时,在生产线上先制作好瓶装(即产品瓶),再将瓶装放入箱子中(即产品箱),再将箱子码垛放上托盘,以便于运输。比如在制作一种啤酒时,12瓶啤酒放入一个箱子中,再将多个箱子码垛放在托盘上,那么每个箱子经过复检工位时,或经过复检工位后进行码垛时,工人若发现某箱中有个别瓶装被损坏,则需要将整箱作为破损件移出,但由于在码垛时,一个托盘上的箱子整体呈长方体,若将本应放入该托盘的某箱破损件移出,则该托盘上会多出一箱本不应放在该托盘上的箱子,如果破损件较多,那么一个托盘上甚至会出现更多箱本不应放在该托盘上的箱子。这样就会导致最后装车运输到经销商或商家处时,每个托盘上箱子的序列号会不清楚,那么批号也会出现问题。
技术实现思路
1、本发明的目的在于通过定义每个托盘上的定位箱,并构建横纵坐标系,明确提供出每个托盘上产品箱的数量序列号,提供一种瓶箱序列号异常检测方法和系统。
2、为了实现上述发明目的,本发明实施例提供了以下技术方案:
3、一种瓶箱序列号异常检测方法,包括以下步骤:
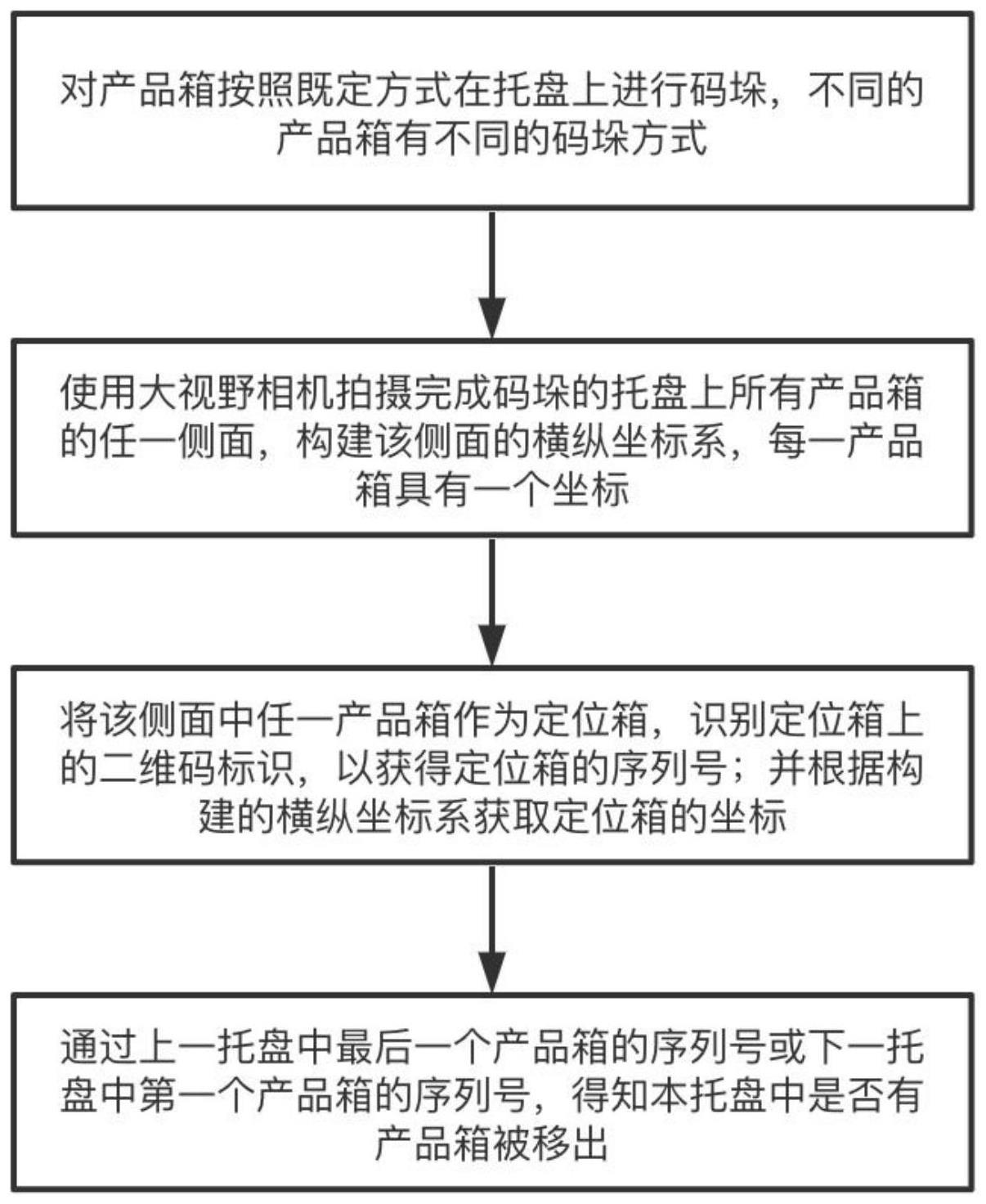
4、步骤1,对产品箱按照既定方式在托盘上进行码垛,不同的产品箱有不同的码垛方式;
5、步骤2,使用大视野相机拍摄完成码垛的托盘上所有产品箱的任一侧面,构建该侧面的横纵坐标系,每一产品箱具有一个坐标;
6、步骤3,将该侧面中任一产品箱作为定位箱,识别定位箱上的二维码标识,以获得定位箱的序列号;并根据构建的横纵坐标系获取定位箱的坐标;
7、步骤4,通过上一托盘中最后一个产品箱的序列号或下一托盘中第一个产品箱的序列号,得知本托盘中是否有产品箱被移出。
8、更进一步地,每种产品箱的码垛方式有两种,每一层产品箱使用一种码垛方式,且相邻两层产品箱采用不同的码垛方式。
9、更进一步地,在步骤1之前,还包括产品瓶入产品箱的步骤:
10、产品瓶经过第一复检工位,在第一复检工位处依次读取产品瓶上的二维码标识,获得各产品瓶的序列号;
11、产品瓶经过第一复检工位后,装入产品箱,同时读取该产品箱上的二维码标识,得到该产品箱的序列号和对应的产品瓶的序列号所形成的列表。
12、更进一步地,在步骤1中,按照第二复检工位传输的产品箱依次进行码垛;
13、完成一个托盘的码垛后,识别该托盘中最后一个产品箱的二维码标识,得到该产品箱的序列号;或者在对一个托盘进行码垛之前,识别该托盘中第一个产品箱的二维码标识,得到该产品箱的序列号。
14、一种瓶箱序列号异常检测系统,包括:
15、码垛机器,用于对产品箱按照既定的方式在托盘上进行码垛;
16、大视野相机,用于拍摄完成码垛的托盘上所有产品箱的任一侧面,并将拍摄的图像传输至处理器;
17、处理器,用于根据码垛机器的码垛方式构建大视野相机传输的图像中该侧面的横纵坐标系,并将该侧面中任一产品箱作为定位箱,识别定位箱上的二维码标识,以获得定位相的序列号,根据构建的横纵坐标系获取定位箱的坐标;以及通过上一托盘中最后一个产品箱的序列号或下一个托盘中第一个产品箱的序列号,得知本托盘中是否有产品箱被移出。
18、更进一步地,所述码垛机器连接有操控平台,通过操控平台设置每种产品箱的码垛方式;或者所述码垛机器与处理器连接,通过处理器设置每种产品箱的码垛方式。
19、更进一步地,还包括第一复检工位、与第一复检工位匹配的第一识读器,所述第一识读器与处理器连接;产品瓶经过第一复检工位,第一识读器依次读取产品瓶上的二维码标识,获得各产品瓶的序列号;产品瓶经过第一复检工位后,装入产品箱,同时第一识读器读取该产品箱上的二维码标识,得到该产品箱的序列号和对应的产品瓶的序列号所形成的列表,并将列表发送至处理器。
20、更进一步地,还包括第二复检工位、与第二复检工位匹配的第二识读器,所述第二识读器与处理器连接;产品箱经过第二复检工位后进行码垛时,完成一个托盘的码垛后,第二识读器识别该托盘中最后一个产品箱的二维码标识,得到该产品箱的序列号;或者在对一个托盘进行码垛之前,第二识读器识别该托盘中第一个产品箱的二维码标识,得到该产品箱的序列号。
21、与现有技术相比,本发明的有益效果:
22、本发明通过大视野相机获取托盘上任一侧面的图像,由处理器识别其中定位箱的坐标和序列号,以及结合上一托盘中最后一个产品箱的序列号或下一个托盘中第一个产品箱的序列号,从而计算出每一托盘上产品箱的数量和对应的序列号,无需人工挨着去识别每个产品箱的序列号,为工厂产品箱码垛以及出示序列表带来了人力和时间的成本节省。
技术特征:
1.一种瓶箱序列号异常检测方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种瓶箱序列号异常检测方法,其特征在于:每种产品箱的码垛方式有两种,每一层产品箱使用一种码垛方式,且相邻两层产品箱采用不同的码垛方式。
3.根据权利要求1所述的一种瓶箱序列号异常检测方法,其特征在于:在步骤1之前,还包括产品瓶入产品箱的步骤:
4.根据权利要求1所述的一种瓶箱序列号异常检测方法,其特征在于:在步骤1中,按照第二复检工位传输的产品箱依次进行码垛;
5.一种瓶箱序列号异常检测系统,其特征在于:包括:
6.根据权利要5所述的一种瓶箱序列号异常检测系统,其特征在于:所述码垛机器连接有操控平台,通过操控平台设置每种产品箱的码垛方式;或者所述码垛机器与处理器连接,通过处理器设置每种产品箱的码垛方式。
7.根据权利要求5所述的一种瓶箱序列号异常检测系统,其特征在于:还包括第一复检工位、与第一复检工位匹配的第一识读器,所述第一识读器与处理器连接;产品瓶经过第一复检工位,第一识读器依次读取产品瓶上的二维码标识,获得各产品瓶的序列号;产品瓶经过第一复检工位后,装入产品箱,同时第一识读器读取该产品箱上的二维码标识,得到该产品箱的序列号和对应的产品瓶的序列号所形成的列表,并将列表发送至处理器。
8.根据权利要求5所述的一种瓶箱序列号异常检测系统,其特征在于:还包括第二复检工位、与第二复检工位匹配的第二识读器,所述第二识读器与处理器连接;产品箱经过第二复检工位后进行码垛时,完成一个托盘的码垛后,第二识读器识别该托盘中最后一个产品箱的二维码标识,得到该产品箱的序列号;或者在对一个托盘进行码垛之前,第二识读器识别该托盘中第一个产品箱的二维码标识,得到该产品箱的序列号。
技术总结
一种瓶箱序列号异常检测方法和系统,包括步骤:对产品箱按照既定方式在托盘上进行码垛,不同的产品箱有不同的码垛方式;使用大视野相机拍摄完成码垛的托盘上所有产品箱的任一侧面,构建该侧面的横纵坐标系,每一产品箱具有一个坐标;将该侧面中任一产品箱作为定位箱,识别定位箱上的二维码标识,以获得定位箱的序列号;并根据构建的横纵坐标系获取定位箱的坐标;通过上一托盘中最后一个产品箱的序列号或下一托盘中第一个产品箱的序列号,得知本托盘中是否有产品箱被移出。本发明涉及通过定义每个托盘上的定位箱,并构建横纵坐标系,明确提供出每个托盘上产品箱的数量序列号。
技术研发人员:曲思霖,许泽人,花绍奇
受保护的技术使用者:成都蜀云物连科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!