一种自动贴装设备的制作方法
本发明涉及物料贴装,尤其涉及一种自动贴装设备。
背景技术:
1、柔性电路板,简称fpc,是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳可挠性的印刷电路板,具有配线密度高、重量轻、厚度薄、弯折性好的特点。
2、现有在电子生产的生产中,需要将柔性电路板贴合到电子产品内,目前一般通过人手操作的方式进行贴合,具体地,人手拿取柔性电路板,然后将柔性电路板上的离型膜撕开以便露出其上面的背胶,最后,操作人员将柔性电路板贴合到电子产品的指定位置上即可。但由于柔性电路板具有容易变形、体积小等特点,这导致了操作人员在贴合时十分困难,并时常存在贴合错误等问题,从而造成贴装效率较低的技术问题,严重影响电子产品的生产效率。
3、因此,寻找一种能够解决上述技术问题的自动贴装设备,成为本领域技术人员所研究的重要课题。
技术实现思路
1、本发明实施例公开了一种自动贴装设备,用于解决现有采用人手将柔性电路板贴合到产品,导致贴装效率低下的技术问题。
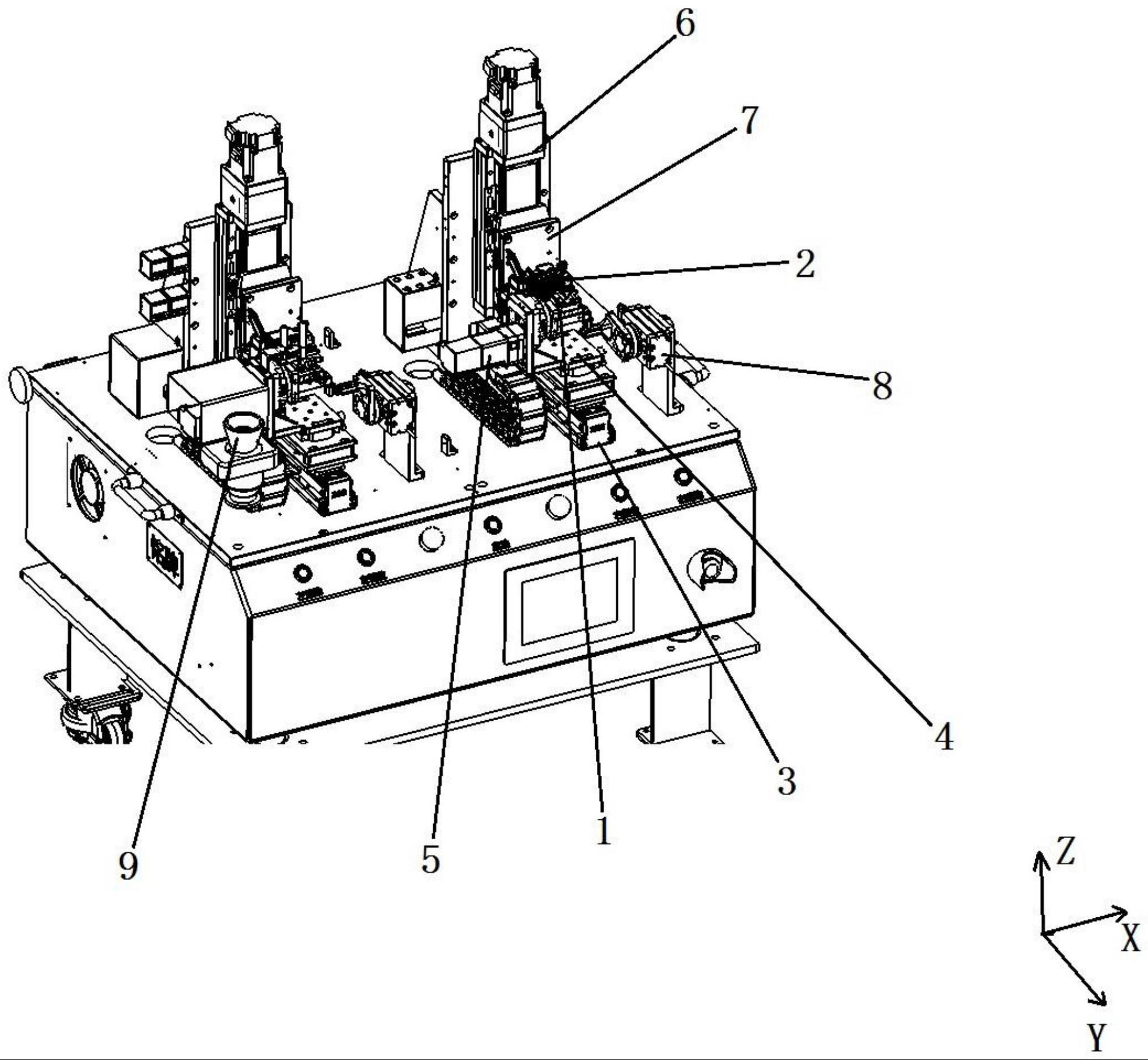
2、本发明实施例提供了一种自动贴装设备,包括工作台、用于对物料进行定位的物料定位平台以及用于对产品进行定位的产品定位平台;
3、所述工作台上安装有y轴直线驱动模组,所述y轴直线驱动模组上连接有安装座,所述安装座上安装有第一旋转驱动件,所述第一旋转驱动件与所述物料定位平台连接,所述第一旋转驱动件用于驱动所述物料定位平台绕x轴旋转;
4、所述工作台上安装有z轴直线驱动模组,所述z轴直线驱动模组上连接有安装板,所述产品定位平台安装于所述安装板上;
5、所述物料与所述产品贴装时,所述产品定位平台在所述z轴直线驱动模组的驱动下移动到所述第一预设位置,所述物料定位平台在所述第一旋转驱动件的带动下旋转以使其物料放置面朝向下方,并且在所述y轴直线驱动模组的驱动下移动到第一预设位置以完成所述物料与所述产品的贴装。
6、进一步地,所述物料定位平台包括用于支撑所述物料的支撑板,所述支撑板的一端与所述第一旋转驱动件连接,所述支撑板上设置有多个分别用于对所述物料的不同位置进行真空吸附的真空吸附腔体。
7、进一步地,所述支撑板上还设置有用于与所述物料上的定位孔相配合的定位pin针;
8、所述支撑板上沿其厚度方向开设有安装孔,所述定位pin针上连接有弹簧,并且所述定位pin针通过所述弹簧活动连接于所述安装孔内。
9、进一步地,所述支撑板上还旋转连接有用于对所述支撑板上的物料进行压紧的旋转压板,所述旋转压板上安装有第一磁吸件,所述支撑板上安装有与所述第二磁吸件相磁吸的第二磁吸件;
10、所述旋转压板受驱旋转贴合于所述物料时,所述第一磁吸件与所述第二磁吸件相互吸合。
11、进一步地,还包括用于打开所述旋转压板的压板开启装置;
12、所述压板开启装置包括安装于所述工作台上的支撑架,所述支撑架上安装有第二旋转驱动件,所述第二旋转驱动件上连接有拨杆,所述第二旋转驱动件用于驱动所述拨杆沿x轴方向旋转;
13、所述旋转压板上设置有可与所述拨杆相抵触的抵触部;
14、所述拨杆受驱按预设方向旋转时,所述拨杆与所述抵触部相抵接,以使所述旋转压板受驱旋转以脱离所述物料。
15、进一步地,所述产品定位平台包括支撑座,所述支撑座与所述安装板连接,所述支撑座上设置有用于对所述产品进行定位的定位腔体。
16、进一步地,还包括用于压合位于所述定位腔体内产品的顶部的定位盖板,所述定位盖板的第一端与所述支撑座进行铰接,所述支撑座靠近所述定位盖板的第二端的位置上弹性铰接有用于对所述定位盖板进行锁合的锁扣;
17、所述定位盖板受驱压合于所述产品的顶部时,所述锁扣对所述定位盖板进行锁合固定。
18、进一步地,所述支撑座上还设置有用于感应所述定位盖板处于压合状态时的传感器,所述传感器电连接所述自动贴装设备的plc控制器;
19、所述定位盖板受驱对所述产品的顶部进行压合时,所述传感器受感应对所述plc控制器传输电信号。
20、进一步地,所述定位腔体的内侧腔壁上还设置有用于将产品的侧面进行压紧的弹性压块。
21、进一步地,所述支撑板上还设有第一校准通孔,所述支撑座上设置有第二校准通孔;
22、所述物料与所述产品贴装时,所述支撑板的物料放置面贴合于所述支撑座的产品放置面上,并且所述第一校准通孔与所述第二校准通孔相重合。
23、从以上技术方案可以看出,本发明实施例具有以下优点:
24、本实施例中,操作人员首先将产品放置到产品定位平台上以进行产品定位以及将物料放置到物料定位平台上以进行物料定位,并且撕去物料上的离型膜,随后,启动该自动贴装设备,产品定位平台在z轴直线驱动模组的驱动下移动到第一预设位置,物料定位平台在第一旋转驱动件的带动下旋转以使其物料放置面朝向下方,并且在y轴直线驱动模组的驱动下移动到第一预设位置,此时,物料定位平台上的物料放置面与产品定位平台上产品处于上下贴合的状态,至此,完成物料与产品的贴装。通过上述的设计,本来由人手贴合的工序改为由该自动贴装设备来完成,有效地解决了人手贴合困难、贴合容易出错等弊端,有效地提升了贴装的效率,进而提升了产品的生产效率。
技术特征:
1.一种自动贴装设备,其特征在于,包括工作台、用于对物料进行定位的物料定位平台以及用于对产品进行定位的产品定位平台;
2.根据权利要求1所述的自动贴装设备,其特征在于,所述物料定位平台包括用于支撑所述物料的支撑板,所述支撑板的一端与所述第一旋转驱动件连接,所述支撑板上设置有多个分别用于对所述物料的不同位置进行真空吸附的真空吸附腔体。
3.根据权利要求2所述的自动贴装设备,其特征在于,所述支撑板上还设置有用于与所述物料上的定位孔相配合的定位pin针;
4.根据权利要求2所述的自动贴装设备,其特征在于,所述支撑板上还旋转连接有用于对所述支撑板上的物料进行压紧的旋转压板,所述旋转压板上安装有第一磁吸件,所述支撑板上安装有与所述第二磁吸件相磁吸的第二磁吸件;
5.根据权利要求4所述的自动贴装设备,其特征在于,还包括用于打开所述旋转压板的压板开启装置;
6.根据权利要求2所述的自动贴装设备,其特征在于,所述产品定位平台包括支撑座,所述支撑座与所述安装板连接,所述支撑座上设置有用于对所述产品进行定位的定位腔体。
7.根据权利要求6所述的自动贴装设备,其特征在于,还包括用于压合位于所述定位腔体内产品的顶部的定位盖板,所述定位盖板的第一端与所述支撑座进行铰接,所述支撑座靠近所述定位盖板的第二端的位置上弹性铰接有用于对所述定位盖板进行锁合的锁扣;
8.根据权利要求7所述的自动贴装设备,其特征在于,所述支撑座上还设置有用于感应所述定位盖板处于压合状态时的传感器,所述传感器电连接所述自动贴装设备的plc控制器;
9.根据权利要求6所述的自动贴装设备,其特征在于,所述定位腔体的内侧腔壁上还设置有用于将产品的侧面进行压紧的弹性压块。
10.根据权利要求6所述的自动贴装设备,其特征在于,所述支撑板上还设有第一校准通孔,所述支撑座上设置有第二校准通孔;
技术总结
本发明公开了一种自动贴装设备,用于解决现有采用人手将柔性电路板贴合到产品,导致贴装效率低下的技术问题。本发明的工作台上安装有Y轴直线驱动模组,Y轴直线驱动模组上连接有安装座,安装座上安装有第一旋转驱动件,第一旋转驱动件与物料定位平台连接,第一旋转驱动件用于驱动物料定位平台绕X轴旋转;工作台上安装有Z轴直线驱动模组,Z轴直线驱动模组上连接有安装板,产品定位平台安装于安装板上;物料与产品贴装时,产品定位平台在Z轴直线驱动模组的驱动下移动到第一预设位置,物料定位平台在第一旋转驱动件的带动下旋转以使其物料放置面朝向下方,并且在Y轴直线驱动模组的驱动下移动到第一预设位置以完成物料与产品的贴装。
技术研发人员:余建臣
受保护的技术使用者:南昌华勤电子科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!