一种磁芯组装工序用输送装置的制作方法
本技术涉及微型变压器生产,具体涉及一种磁芯组装工序用输送装置。
背景技术:
1、由于微型变压器有多个加工工序,在生产过程中,需要对各个加工工序之间的微型变压器进行导向输送,为了满足不同的加工需求,确保加工时的精度,需要在对微型变压器进行定位后,再送入下个工序内进行加工,传统的加工过程需要人工手动对微型变压器位置调节后进行输送,不但输送时的效率较低,同时定位时的精度有限,还容易在输送过程中碰伤微型变压器的针脚,进而造成产品受损,不适用于批量生产,不能够满足目前的输送需求。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种磁芯组装工序用输送装置,以解决现有技术中在对微型变压器进行输送定位时,需要人工手动调节微型的位置后再进行输送,输送的效率较低,且精度有限,还容易造成产品受损,不适用于批量生产的技术问题。本实用新型提供的诸多技术方案中优选的技术方案中采用导向板对微型变压器进行侧向定位,确保微型变压器的输送精度,同时辅助以感应电机带动主动轮和输送带转动,实现对微型变压器的输送,能够提升输送效率,且能够避免输送过程中碰伤微型变压器,提升良品率,显著降低了工人的劳动强度,适用于批量生产的技术效果,详见下文阐述。
2、为实现上述目的,本实用新型提供了以下技术方案:
3、本实用新型提供的磁芯组装工序用输送装置,包括:
4、主支撑架,所述主支撑架的前端和后方分别设置有前支撑座和后支撑座;
5、导向板,对称设置在前支撑座和后支撑座的上方,中间预留有供微型变压器穿过的间隙;
6、主动轮,设置在后支撑座内,所述后支撑座的外壁上设有带动主动轮旋转的感应电机;
7、导向轮,设置在前支撑座和后支撑座内;
8、输送带,套装在主动轮和导向轮上。
9、作为优选,所述后支撑座上开设有调节槽,所述后支撑座内部设有张紧轮,所述张紧轮内部通过轴承安装有张紧轴,所述后支撑座上设有推动张紧轴在调节槽内部移动的张紧螺栓。
10、作为优选,所述前支撑座的侧壁上设有承托支架,所述承托支架上设有导向块。
11、作为优选,所述后支撑座的顶部设有传感器安装座,所述传感器安装座的上方设有红外传感器,所述前支撑座的侧壁上设有通过检测器。
12、作为优选,所述导向板上开设有定位孔。
13、作为优选,所述后支撑座的侧壁上设置有转轴座,所述转轴座内部设有与感应电机位置对应的支撑转轴。
14、作为优选,所述主动轮、张紧轮和导向轮均为仿锤形结构。
15、作为优选,所述主支撑架下方设有支座。
16、有益效果在于:
17、采用导向板对微型变压器进行侧向定位,确保微型变压器的输送精度,同时辅助以感应电机带动主动轮和输送带转动,实现对微型变压器的输送,能够提升输送效率,且能够避免输送过程中碰伤微型变压器,提升良品率,显著降低了工人的劳动强度,适用于批量生产。
技术特征:
1.一种磁芯组装工序用输送装置,其特征在于:包括:
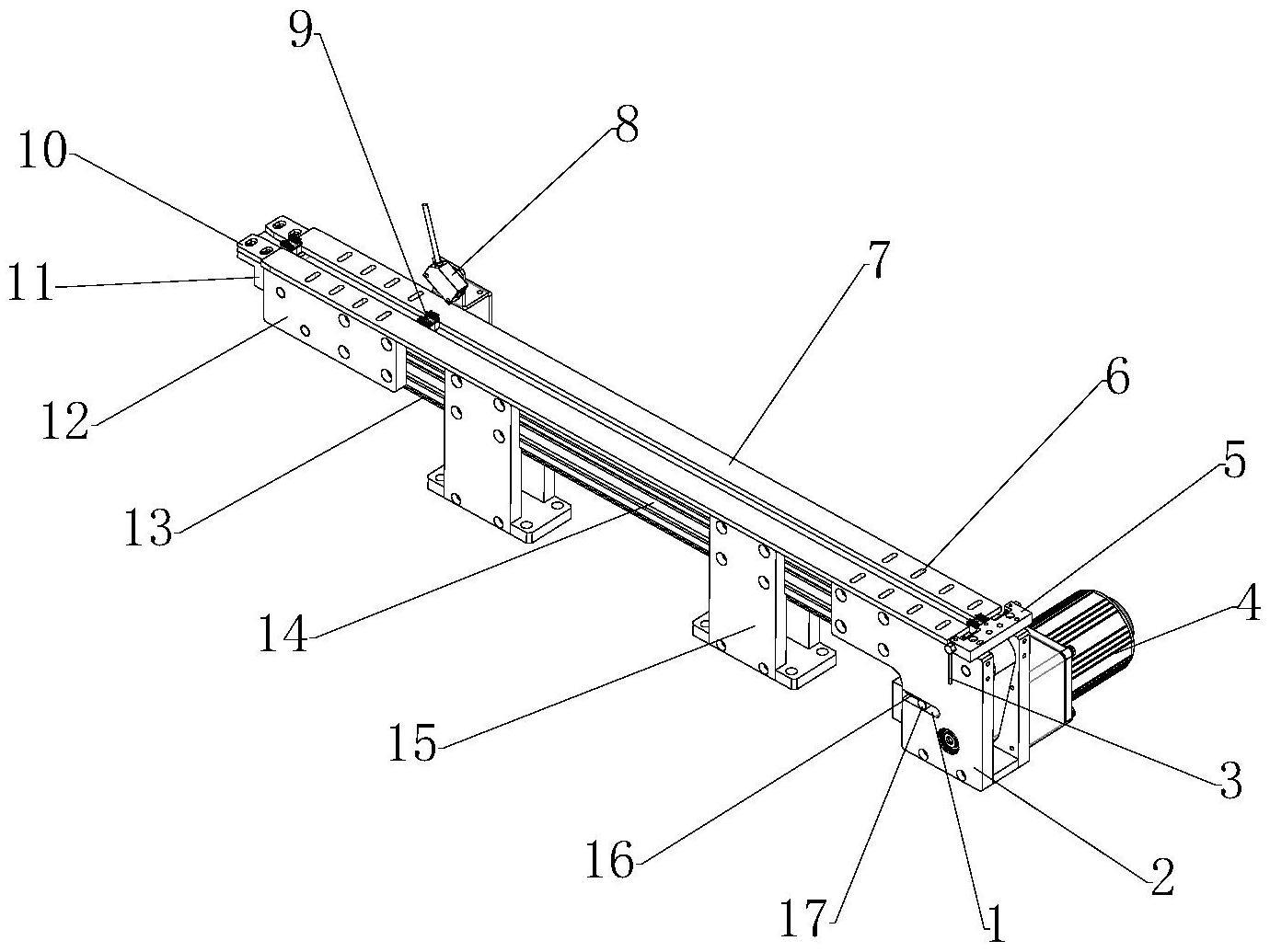
2.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述后支撑座(2)上开设有调节槽(1),所述后支撑座(2)内部设有张紧轮(19),所述张紧轮(19)内部通过轴承安装有张紧轴(17),所述后支撑座(2)上设有推动张紧轴(17)在调节槽(1)内部移动的张紧螺栓(16)。
3.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述前支撑座(12)的侧壁上设有承托支架(11),所述承托支架(11)上设有导向块(10)。
4.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述后支撑座(2)的顶部设有传感器安装座(5),所述传感器安装座(5)的上方设有红外传感器(3),所述前支撑座(12)的侧壁上设有通过检测器(8)。
5.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述导向板(7)上开设有定位孔(6)。
6.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述后支撑座(2)的侧壁上设置有转轴座(20),所述转轴座(20)内部设有与感应电机(4)位置对应的支撑转轴(21)。
7.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述主动轮(22)、张紧轮(19)和导向轮(18)均为仿锤形结构。
8.根据权利要求1所述的磁芯组装工序用输送装置,其特征是:所述主支撑架(14)下方设有支座(15)。
技术总结
技术公开了一种磁芯组装工序用输送装置,包括:主支撑架,所述主支撑架的前端和后方分别设置有前支撑座和后支撑座;导向板,对称设置在前支撑座和后支撑座的上方,中间预留有供微型变压器穿过的间隙;主动轮,设置在后支撑座内,所述后支撑座的外壁上设有带动主动轮旋转的感应电机;导向轮,设置在前支撑座和后支撑座内;输送带,套装在主动轮和导向轮上。有益效果在于:采用导向板对微型变压器进行侧向定位,确保微型变压器的输送精度,同时辅助以感应电机带动主动轮和输送带转动,实现对微型变压器的输送,能够提升输送效率,且能够避免输送过程中碰伤微型变压器,提升良品率,显著降低了工人的劳动强度,适用于批量生产。
技术研发人员:田时应,肖果,梁敏
受保护的技术使用者:资兴市慧华电子有限公司
技术研发日:20220824
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!