三单元PIN针同步上料机构的制作方法
三单元pin针同步上料机构
技术领域
1.本实用新型涉及机械技术领域,具体涉及三单元pin针同步上料机构。
背景技术:
2.pin针是用于连接电信号的一种针状柱体,pin会被固定在绝缘零配件上。带pin针的零配件在进行装配时,通过震动盘将pin针送料,由吸嘴将pin针吸附,转移至安装件处,通过压接,使pin针和零配件组装。现在由于自动化设备的普及,pin针零配件的生产变的更加快捷。现有的pin针零配件自动化生产设备,对于单组或者双组pin针进行安装的设备很多。
技术实现要素:
3.本实用新型的目的在于提供三单元pin针同步上料机构,自动化装配三个pin针的零配件,结构紧凑且高效。
4.为实现上述目的,本实用新型提供如下技术方案:三单元pin针同步上料机构,包括支架一和组装治具,所述支架一上方设有吸附治具,所述吸附治具通过驱动机构做上下、前后位移,所述吸附治具下方设有上料单元,所述上料单元包括上料台,所述上料台上设有通过伺服电机带动转动的转盘,所述转盘与上料台处于同一水平面,所述转盘后方设有进料槽,所述转盘侧边设有三组pin针槽,所述吸附治具下端设有吸头,所述吸头下端设有三组与pin针槽相适配的吸嘴,所述组装治具置于上料台前端。
5.震动盘将pin针通过进料槽送入三个pin针槽内,且通过吸嘴吸取放置到组装治具上,自动化完成三单元pin针的装配,高效迅速。
6.优选的,所述驱动机构包括前后气缸和上下气缸,所述上下气缸通过前后气缸做前后位移,所述吸附治具通过上下气缸做上下位移。实现由吸嘴吸起的三组pin针前后上下位移,以便将pin针放入组装治具上的零配件上,由下一工位的压装机构进行压装。
7.优选的,所述进料槽上方覆盖有防护板。防止pin针跳出进料槽,可以使pin针稳定前移送料。
8.优选的,所述上料台上端开设有检测槽,所述检测槽置于转盘和进料槽之间,所述检测槽的内径与pin针的直径相等,且深度没有进料槽深,防止pin针歪斜,所述检测槽端头设有红外计数器。pin针在前移进入pin针槽内时,红外计数器进行计数,当三个数量达到后,设备才会进行下一工序。
9.优选的,所述吸附治具下端设有导柱,所述上料台上端开设有与导柱适配的导槽。吸附pin针时会更加精准。
10.与现有技术相比,本实用新型三单元pin针同步上料机构,通过在可转动的转盘侧方设置三组pin针槽,送料后由吸嘴吸起送料,实现三单元pin针快速送料至零配件产品上,方便后续的压装装配,上料速度快,提高检测效率。本实用新型还具备结构紧凑、占地面积小的特点。
附图说明
11.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
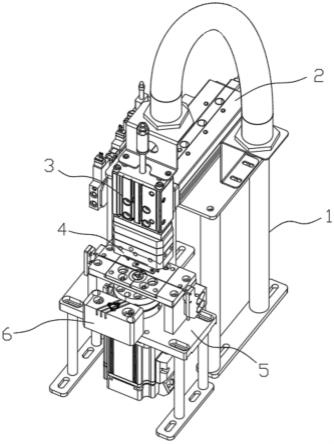
12.图1为本实用新型的结构示意图;
13.图2为本实用新型中吸附治具的结构示意图;
14.图3为本实用新型中上料机构的结构示意图;
15.图4为图3中a部分的局部放大图。
16.附图中:
17.1、支架一;2、前后气缸;3、上下气缸;4、吸附治具;41、吸头;42、吸嘴;43、导柱;5、上料单元;51、支架二;52、伺服电机;53、上料台;54、防护板;55、检测槽;56、红外计数器;57、进料槽;58、转盘;59、pin针槽;510、导槽;6、组装治具。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-4所示,本实用新型提供一种技术方案:三单元pin针同步上料机构,包括支架一1和组装治具6,组装治具6设置在支架一1前方,组装治具6通过送料流水线或转盘进行位移,产品装配后可以迅速进入下一压装工序,支架一1上方设有吸附治具4,吸附治具4通过前后气缸2和上下气缸3做上下、前后位移,其中,上下气缸3通过前后气缸2做前后位移,前后气缸2固定在支架一1上,吸附治具4通过上下气缸3做上下位移。
20.吸附治具4下端设有吸头41,吸头41外接负压装置,吸头41下端设有三组吸嘴42,组装治具6置于上料台53前端。
21.吸附治具4下方设有上料台53,吸附治具4下端设有导柱43,上料台53上端开设有与导柱43适配的导槽510。
22.上料台53上设有通过伺服电机52带动转动的转盘58,转盘58与上料台53处于同一水平面,转盘58后方设有进料槽57,进料槽57上方覆盖有防护板54,转盘58侧边设有三组pin针槽59,进料槽57内的pin针通过震动盘的上料会进入到pin针槽59内,通过转盘58转动,即可将三个pin针送料到三个pin针槽59内,实现三组pin针到达吸嘴42下方的指定位置,吸嘴42与三组pin针槽59相互对应。
23.进一步的,上料台53上端还开设有检测槽55,检测槽55置于转盘58和进料槽57之间,检测槽55的内径与pin针的直径相等,且深度没有进料槽57深,防止pin针歪斜,检测槽55端头设有红外计数器56。
24.下面将详细阐述本实用新型的具体工作原理:震动盘将单个的pin针进行送料,每个pin针进入进料槽57内排列好,通过伺服电机52带动转盘58进行转动,pin针会逐一进入到三个pin针槽59内,进入的同时,通过红外计数器56进行计数,当数量达到三个时,pin针槽59即上满。
25.通过控制器,使转盘58旋转至指定角度,即与三个吸嘴42的位置对应,通过控制前
后气缸2带动上下气缸3前后位移,上下气缸3带动吸附治具4上下位移,吸嘴42将三个pin针吸起,通过前后气缸2和上下气缸3将三个pin针放置到组装治具6上的产品上,且通过流水线和转盘转移至下一工位进行压装。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.三单元pin针同步上料机构,包括支架一(1)和组装治具(6),其特征在于:所述支架一(1)上方设有吸附治具(4),所述吸附治具(4)通过驱动机构做上下、前后位移,所述吸附治具(4)下方设有上料单元(5),所述上料单元(5)包括上料台(53),所述上料台(53)上设有通过伺服电机(52)带动转动的转盘(58),所述转盘(58)与上料台(53)处于同一水平面,所述转盘(58)后方设有进料槽(57),所述转盘(58)侧边设有三组pin针槽(59),所述吸附治具(4)下端设有吸头(41),所述吸头(41)下端设有三组与pin针槽(59)相适配的吸嘴(42),所述组装治具(6)置于上料台(53)前端。2.根据权利要求1所述三单元pin针同步上料机构,其特征在于:所述驱动机构包括前后气缸(2)和上下气缸(3),所述上下气缸(3)通过前后气缸(2)做前后位移,所述吸附治具(4)通过上下气缸(3)做上下位移。3.根据权利要求1所述三单元pin针同步上料机构,其特征在于:所述进料槽(57)上方覆盖有防护板(54)。4.根据权利要求1所述三单元pin针同步上料机构,其特征在于:所述上料台(53)上端开设有检测槽(55),所述检测槽(55)置于转盘(58)和进料槽(57)之间,所述检测槽(55)的内径与pin针的直径相等,所述检测槽(55)端头设有红外计数器(56)。5.根据权利要求1所述三单元pin针同步上料机构,其特征在于:所述吸附治具(4)下端设有导柱(43),所述上料台(53)上端开设有与导柱(43)适配的导槽(510)。
技术总结
本实用新型涉及机械技术领域,公开了三单元PIN针同步上料机构,所述上料台上设有通过伺服电机带动转动的转盘,所述转盘与上料台处于同一水平面,所述转盘后方设有进料槽,所述转盘侧边设有三组PIN针槽,所述吸附治具下端设有吸头,所述吸头下端设有三组与PIN针槽相适配的吸嘴,所述组装治具置于上料台前端。通过在可转动的转盘侧方设置三组PIN针槽,送料后由吸嘴吸起送料,实现三单元PIN针快速送料至零配件产品上,方便后续的压装装配,上料速度快,提高检测效率。本实用新型还具备结构紧凑、占地面积小的特点。占地面积小的特点。占地面积小的特点。
技术研发人员:陈宏桃
受保护的技术使用者:苏州艾卓精密机械有限公司
技术研发日:2022.08.27
技术公布日:2023/2/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1